Looking for a reliable thermostat circuit board manufacturer? Choose EBest. We are your premier provider for high quality and reliable thermostat circuit board solutions. With decades of manufacturing expertise and strict quality control systems, we deliver stable, durable and high performance thermostat circuit boards for global customers in various industries.
What are Challenges in Thermostat Circuit Board Design And How to Solve Them?
Here are challenges in thermostat circuit board design and EBest’s solutions:
- Unstable temperature sensing and inaccurate readings: We use high precision sensor matching circuits and optimized signal acquisition design to ensure stable and accurate temperature detection across different working environments.
- Signal interference and electromagnetic compatibility issues: We implement strict EMC design, reasonable grounding layout and shielding measures to prevent external interference and ensure stable signal transmission.
- High power consumption and short service life: We select low power components and optimize circuit architecture to reduce energy use and support longer continuous operation.
- Poor thermal management and overheating risks: We design enhanced heat dissipation layouts, use high thermal conductivity materials and avoid component heat concentration to ensure stable working temperature.
- Miniaturization and high integration limitations: We apply HDI design and compact component arrangement to support smaller size and higher integration without losing performance.
- Environmental adaptability and reliability issues: We strengthen protection circuit design and select industrial grade components to adapt to high temperature, low temperature, humidity and vibration environments.
Our professional engineering team provides customized thermostat circuit board design services according to your application scenarios, working environment and performance requirements. We conduct full process simulation and verification to ensure stable and long lasting performance. Choose EBest for professional thermostat board design services.
What Issues Occur in Thermostat Circuit Board Prototype And How to Fix Them?
Here are issues in thermostat circuit board prototype and EBest’s solutions:
- Long prototype lead times and delayed project schedules: We provide 24 hour expedited prototyping services to support rapid validation and speed up product development cycles.
- Low prototype yield and high failure rates: We carry out strict DFM inspection and design optimization before production to effectively reduce defects and improve yield.
- Inconsistent performance between prototypes: We use standardized processing parameters and stable production lines to ensure consistent performance and dimensions of each prototype.
- Unreliable test results and incomplete verification: We provide full functional testing, temperature cycling testing and reliability verification to ensure prototypes meet design targets.
- Poor compatibility between prototype and mass production: We use mass production level processes and materials for prototyping to ensure seamless transition from prototype to mass production.
- Limited customization for special scenarios: We support flexible customization of materials, layer count, thickness and interfaces to meet special demands of medical, aerospace and industrial applications.
Our efficient prototype process ensures fast delivery, stable performance and high compatibility for thermostat board prototypes. We support small batch trial production and continuous optimization. Partner with EBest for efficient thermostat circuit board prototype solutions.
What Problems Exist In Thermostat Circuit Board Assembly And How To Resolve Them?
Here are challenges in thermostat board prototype and EBest’s solutions:
- Poor soldering quality: We use automatic SMT assembly lines, combined with AOI and X ray inspection to eliminate cold joints, false soldering and insufficient solder.
- Component mismatch or counterfeit parts: Our global component sourcing system ensures 100% original authentic components with full material traceability.
- Low assembly efficiency and long lead times: Standardized assembly processes and streamlined production lines greatly improve efficiency and support fast turnaround.
- Insufficient testing and reliability risks: We implement full functional testing, aging testing and environmental testing to ensure every board meets performance requirements.
- Thermal management failure after assembly: We strictly follow thermal design specifications during assembly to ensure consistent heat dissipation performance.
- Signal interference caused by improper wiring: Our technicians follow EMC design rules during assembly to maintain stable signal transmission.
Trust EBest for reliable thermostat circuit board assembly services with consistent quality and high reliability.
Why Choose EBest For Your Best Thermostat Circuit Board Manufacturer?
EBest focuses on creating real value for customers. We help you reduce costs, shorten lead times, improve product reliability and speed up project launches. Here are reasons why choose EBest for your best thermostat circuit board manufacturer:
- We help you reduce failure rates and after-sales risks by delivering high stability thermostat circuit board with strict quality control.
- We provide one-stop service to save your time on coordinating design, prototype, assembly and mass production.
- We offer fast 24-hour expedited service to help you launch products ahead of schedule and seize market opportunities.
- We provide customized solutions to meet your specific needs for medical, aerospace and industrial applications.
- We ensure 100% original components to improve product lifespan and reduce your maintenance cost.
- We support smooth transition from prototype to mass production to avoid redesign and save your development cost.
- We provide full technical support from design to after-sales to help you solve problems quickly.
- We meet global industry certifications to help you enter international markets smoothly.
- We provide stable large-capacity production to ensure on-time delivery and support your market expansion.
- We build long-term partnership with continuous optimization to help your products stay competitive.
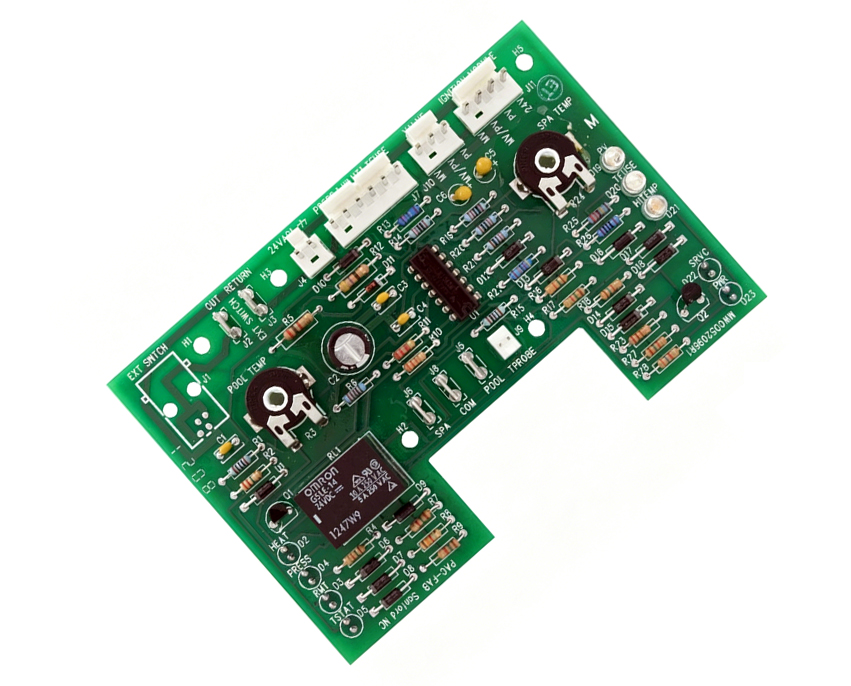
What Is A Thermostat Board?
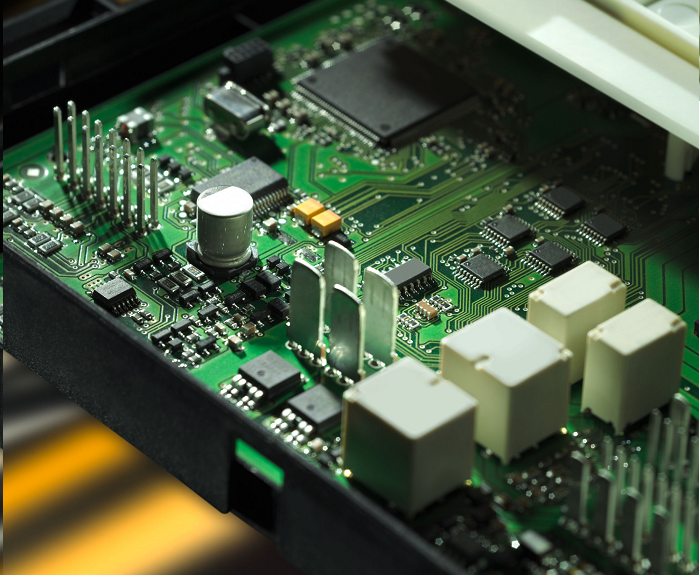
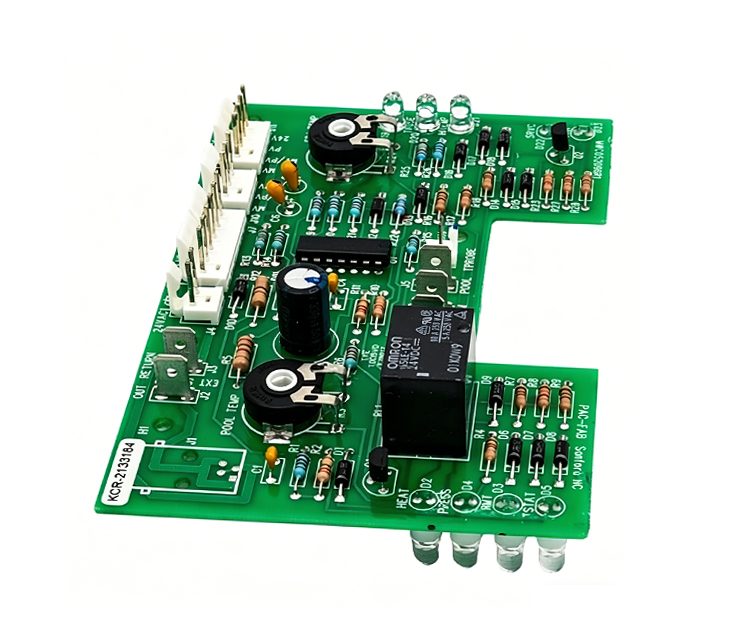
A thermostat board is the core control circuit that manages temperature sensing, logic processing and load switching in thermostats. It integrates temperature sensors, microcontrollers, power supply circuits, drive circuits and communication modules to achieve accurate and stable temperature control.
It is widely used in HVAC systems, industrial equipment, medical devices, home appliances and automotive applications. The performance of a thermostat board directly determines the accuracy, stability and reliability of the entire temperature control system.
How To Test A Thermostat Circuit Board?
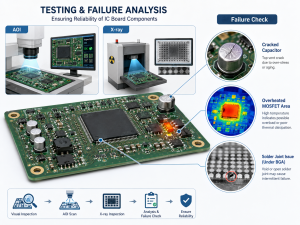
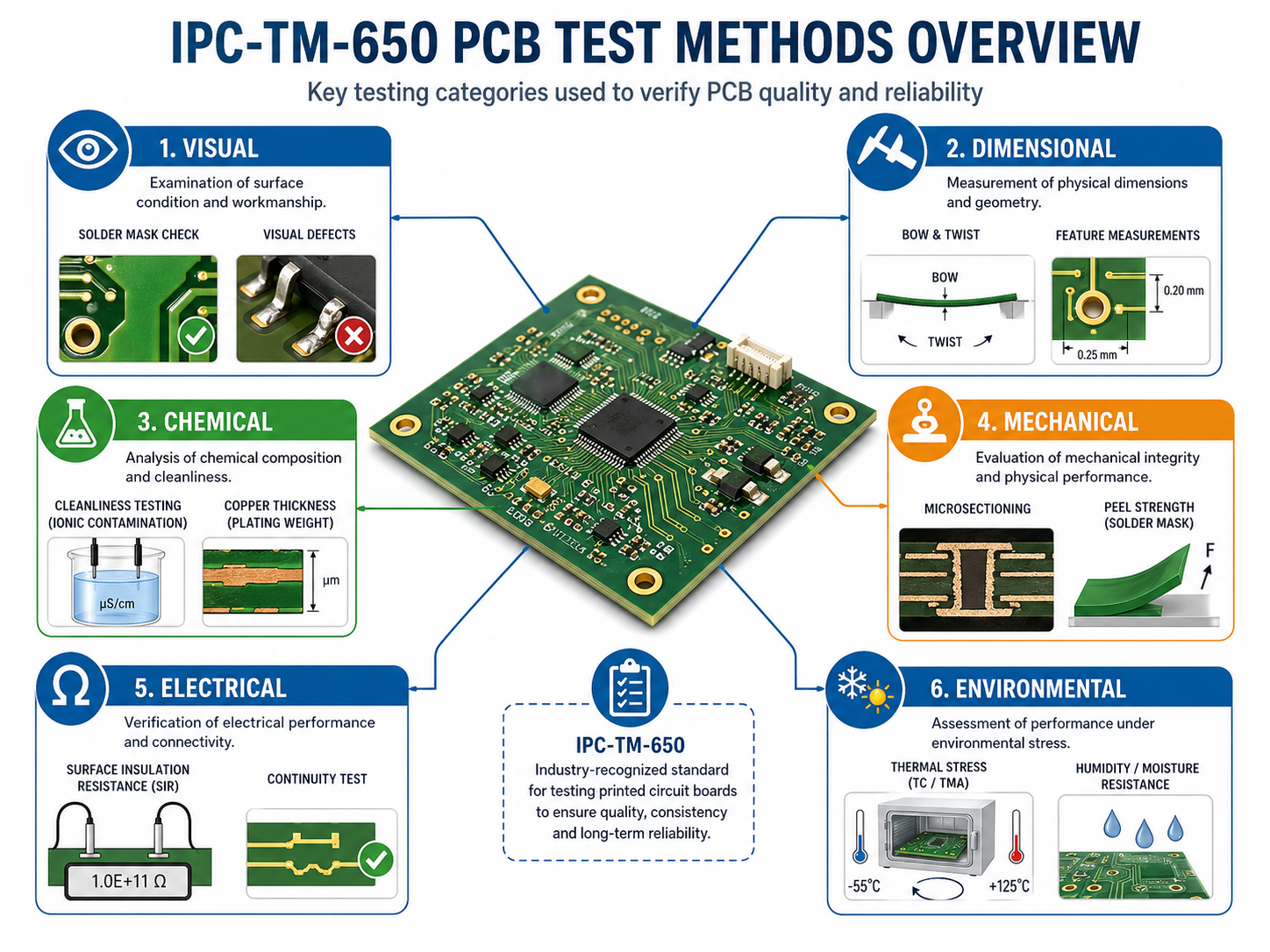
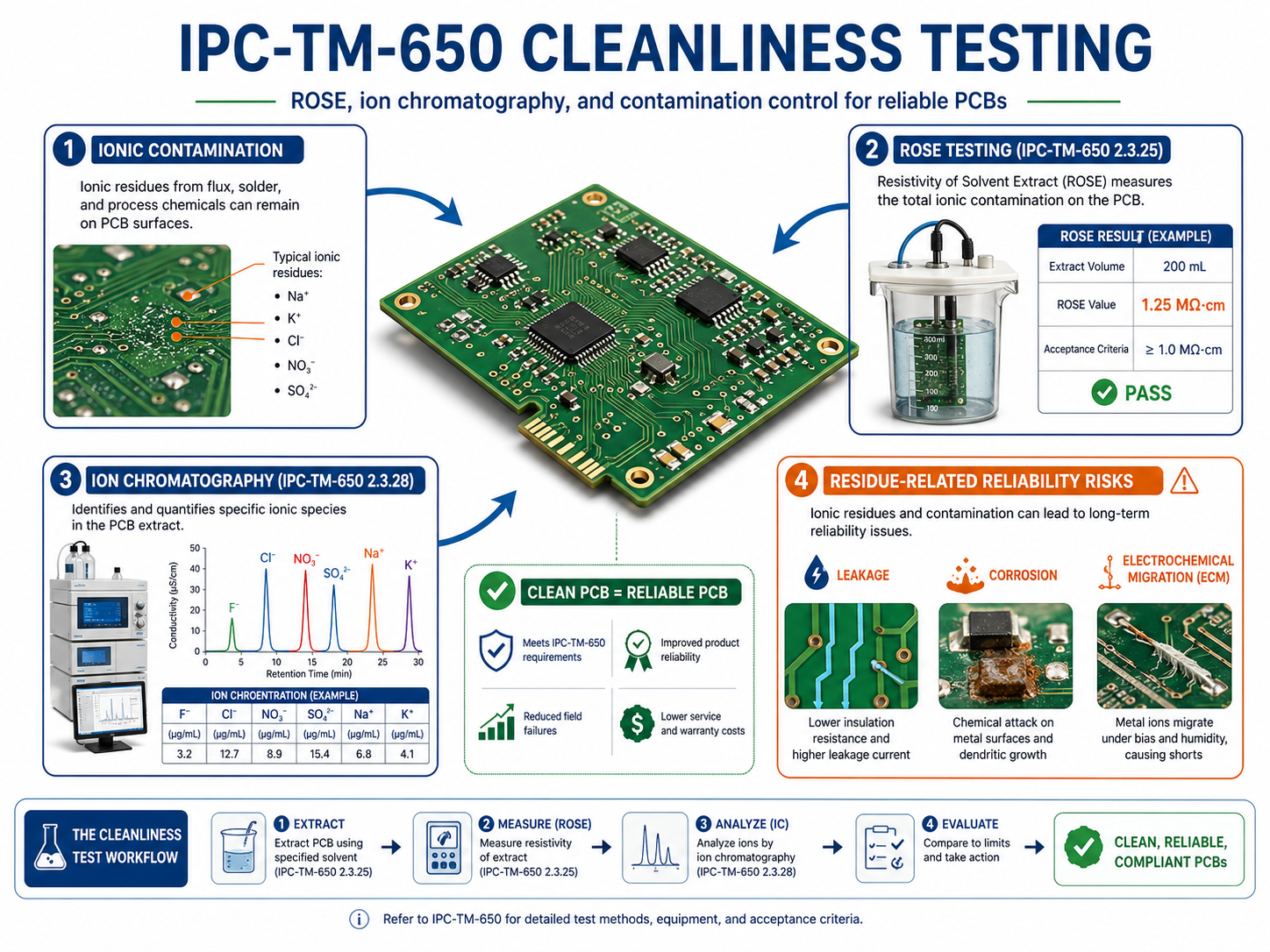
A complete and standardized test procedure is essential to verify the performance, safety and stability of a thermostat circuit board. Proper testing can identify hidden defects early, ensure accurate temperature control and avoid failures in actual use. The complete test flow includes appearance, electrical, sensing, functional, load, aging and environmental verification.
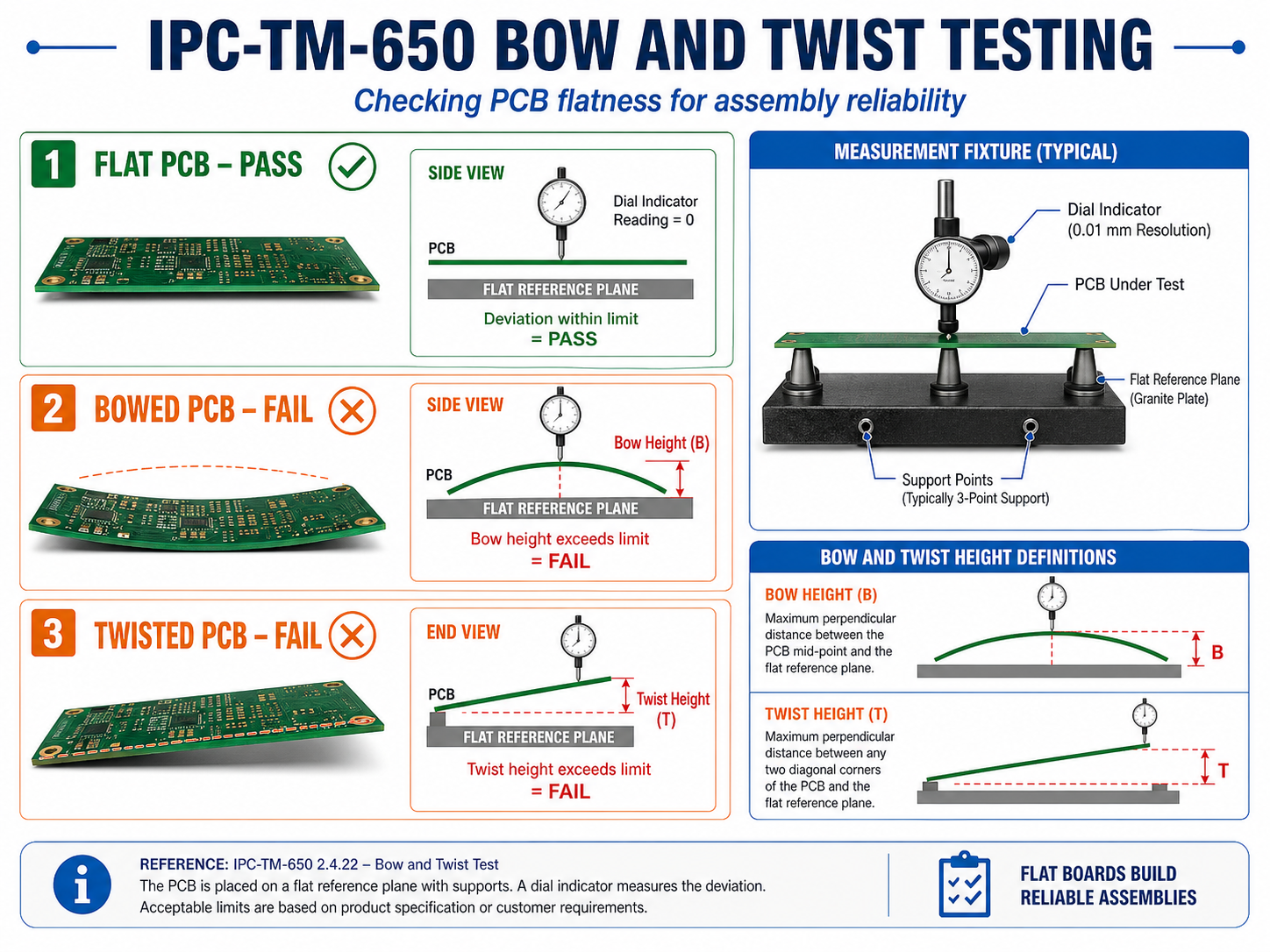
Step 1: Visual Inspection – Check for physical damage, burnt components, cold solder joints, lifted pads, trace cracks or foreign contaminants on the thermostat circuit board.
Step 2: Power Supply Test – Verify input voltage, output voltage, ripple noise and stability. Check for short circuits, open circuits, leakage or abnormal heating in the power module.
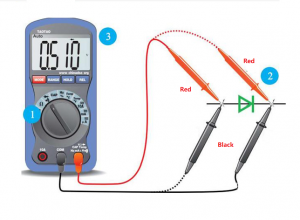
Step 3: Temperature Sensor Test – Test NTC/PTC sensor resistance at different temperatures. Confirm signal linearity, response speed and sampling accuracy of the sensing circuit.
Step 4: Control Logic Test – Simulate temperature changes to check MCU response, trigger threshold accuracy and action delay. Ensure heating and cooling commands work correctly.
Step 5: Load Output Test – Connect actual loads such as relays, valves or contactors to verify drive capability, voltage output and switching stability under real working conditions.
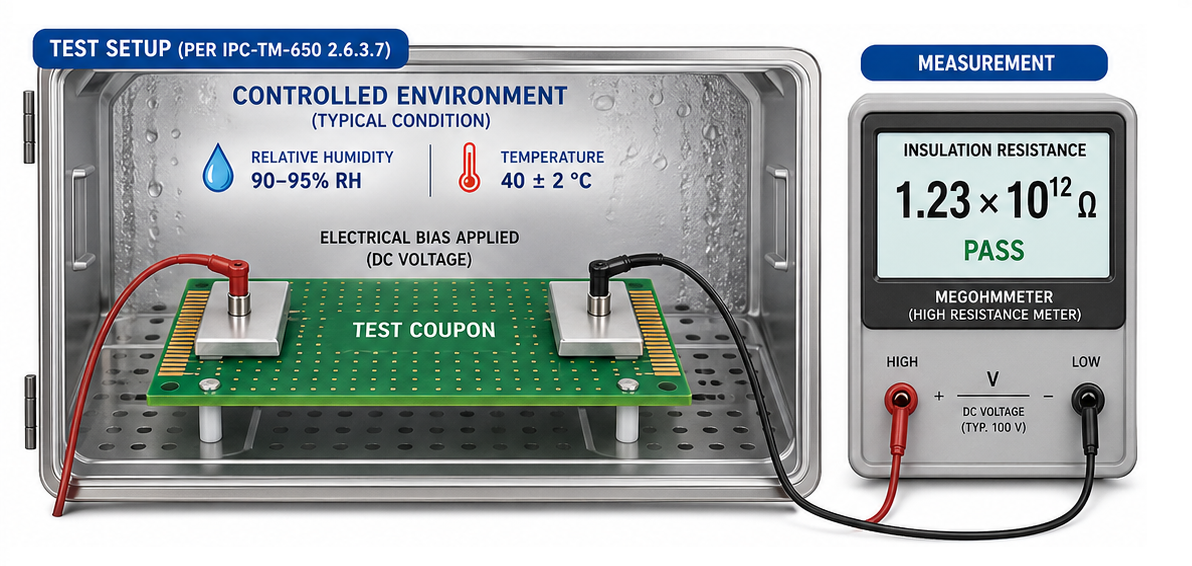
Step 6: Insulation and Safety Test – Perform insulation resistance and withstand voltage tests to ensure electrical safety and compliance with safety standards.
Step 7: Aging and Stability Test – Run continuous operation for an extended period to confirm long term reliability and consistent performance of the thermostat circuit board.
Step 8: Environmental Adaptability Test –Test performance under high temperature, low temperature, high humidity and vibration to ensure stable function in harsh environments.
What Are The Types Of Thermostat Circuit Boards?
| Type | Features | Application |
|---|---|---|
| FR4 Thermostat PCB | Cost effective and stable performance | General HVAC and home appliances |
| HDI Thermostat Board | High density and miniaturized design | Smart thermostats |
| Metal Core Thermostat PCB | Excellent heat dissipation | High power industrial thermostats |
| Flexible Thermostat Circuit Board | Bendable and space saving | Portable temperature control devices |
What Materials Are Used For Thermostat Circuit Boards?
Selecting the right substrate material is critical to the performance, durability and thermal stability of a thermostat circuit board. Different working environments and application scenarios require specific material properties to ensure long term reliable operation.
- FR4: Standard substrate with stable performance, good insulation and wide compatibility for general applications.
- High TG FR4: Suitable for high temperature environments with better thermal resistance and stability.
- Metal Core Aluminum: Excellent thermal conductivity for high power thermostat applications with large heat generation.
- Ceramic: High stability, high insulation and high temperature resistance for precision and high reliability scenarios.
- Flexible Substrates: Bendable and foldable for compact, space constrained and special installation designs.
What Standards Apply To Thermostat Circuit Boards?
Thermostat circuit boards must follow strict international and industry specific standards to ensure safety, reliability and market access compliance. These standards cover quality, safety, environmental protection and industry specific requirements.
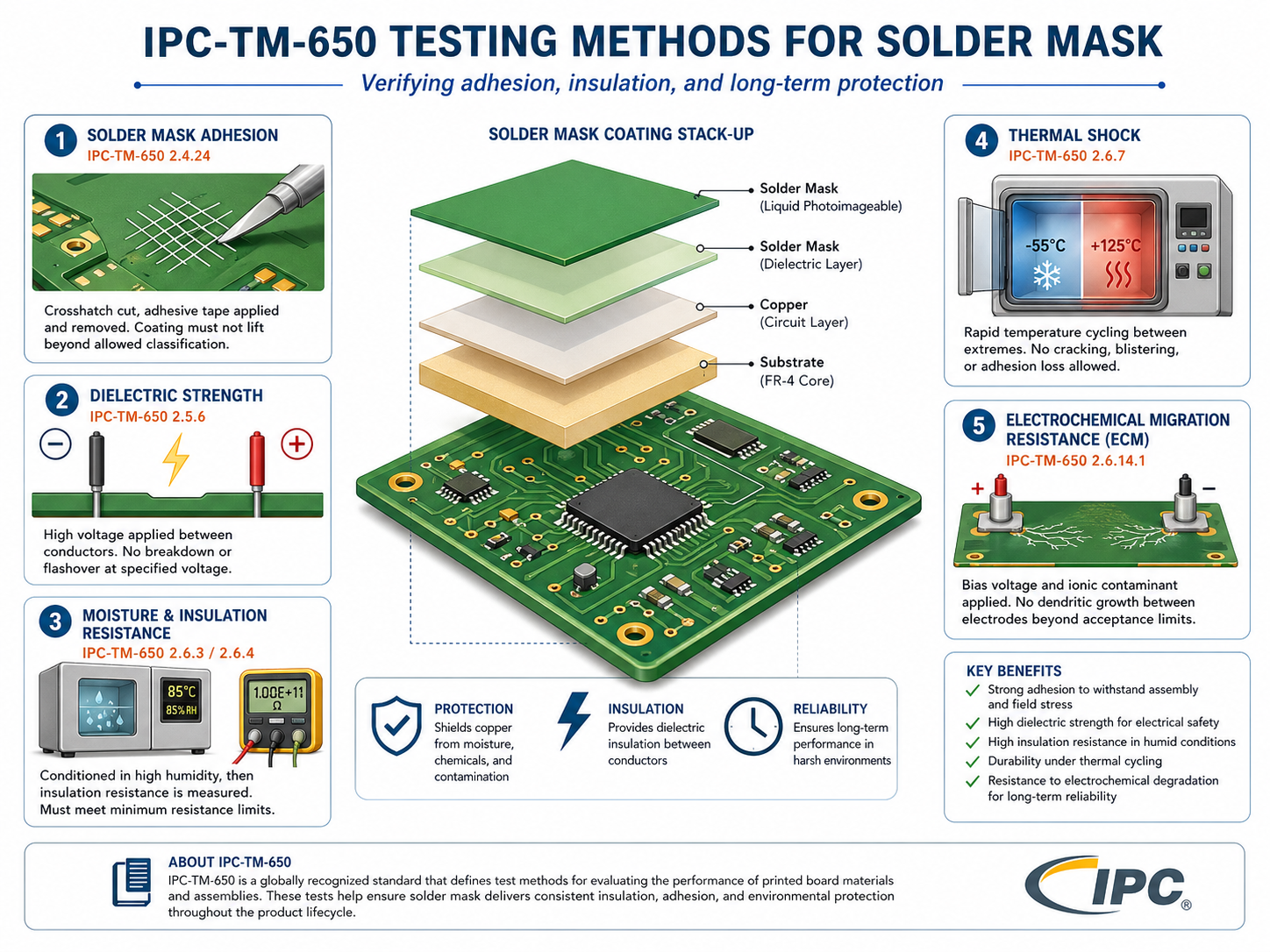
- IPC A 600 and IPC 6012: General PCB quality and acceptance standards.
- UL: Safety certification for electrical and electronic products.
- RoHS and REACH: Environmental protection and hazardous substance restrictions.
- IATF 16949: Quality standard for automotive grade thermostat PCB board.
- ISO 13485: Quality management system for medical thermostat applications.
- AS9100D: Aerospace industry quality standard for high reliability products.
- IPC J STD 001: Soldering and assembly process standards.
What Are Typical Applications Of Thermostat Circuit Boards?
Thermostat circuit board products are widely used in many fields that require accurate temperature control. They provide stable control capabilities for devices in daily life, industrial production, medical care and aerospace.
- Medical devices: Temperature control for diagnostic equipment, patient monitoring systems and medical incubators.
- Aerospace: Environmental control and temperature regulation in avionics, aircraft systems and satellite equipment.
- Industrial equipment: Automatic temperature control for production lines, automation equipment and instruments.
- HVAC systems: Residential and commercial heating, ventilation and air conditioning control systems.
- Home appliances: Ovens, water heaters, refrigerators and other temperature controlled appliances.
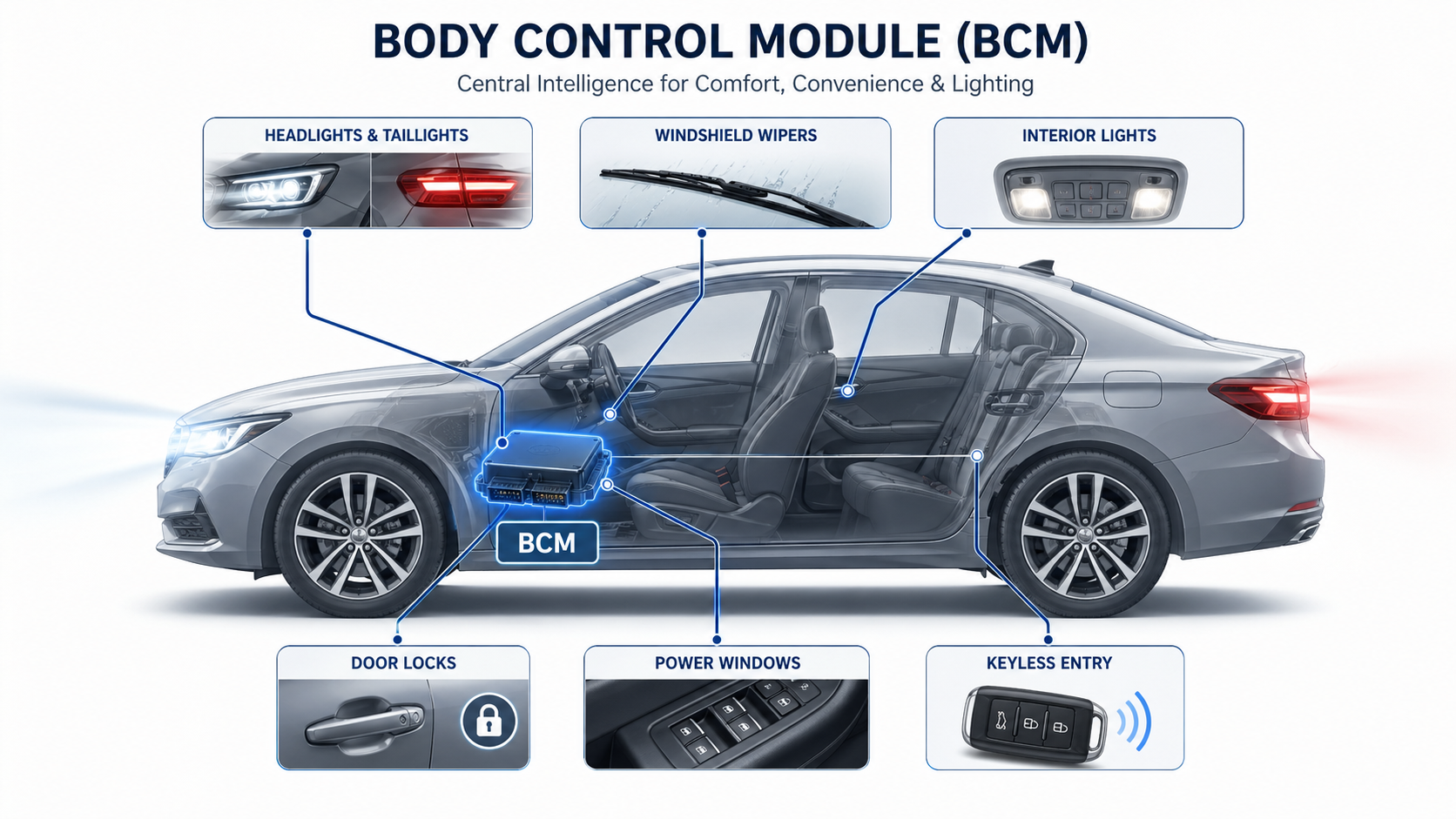
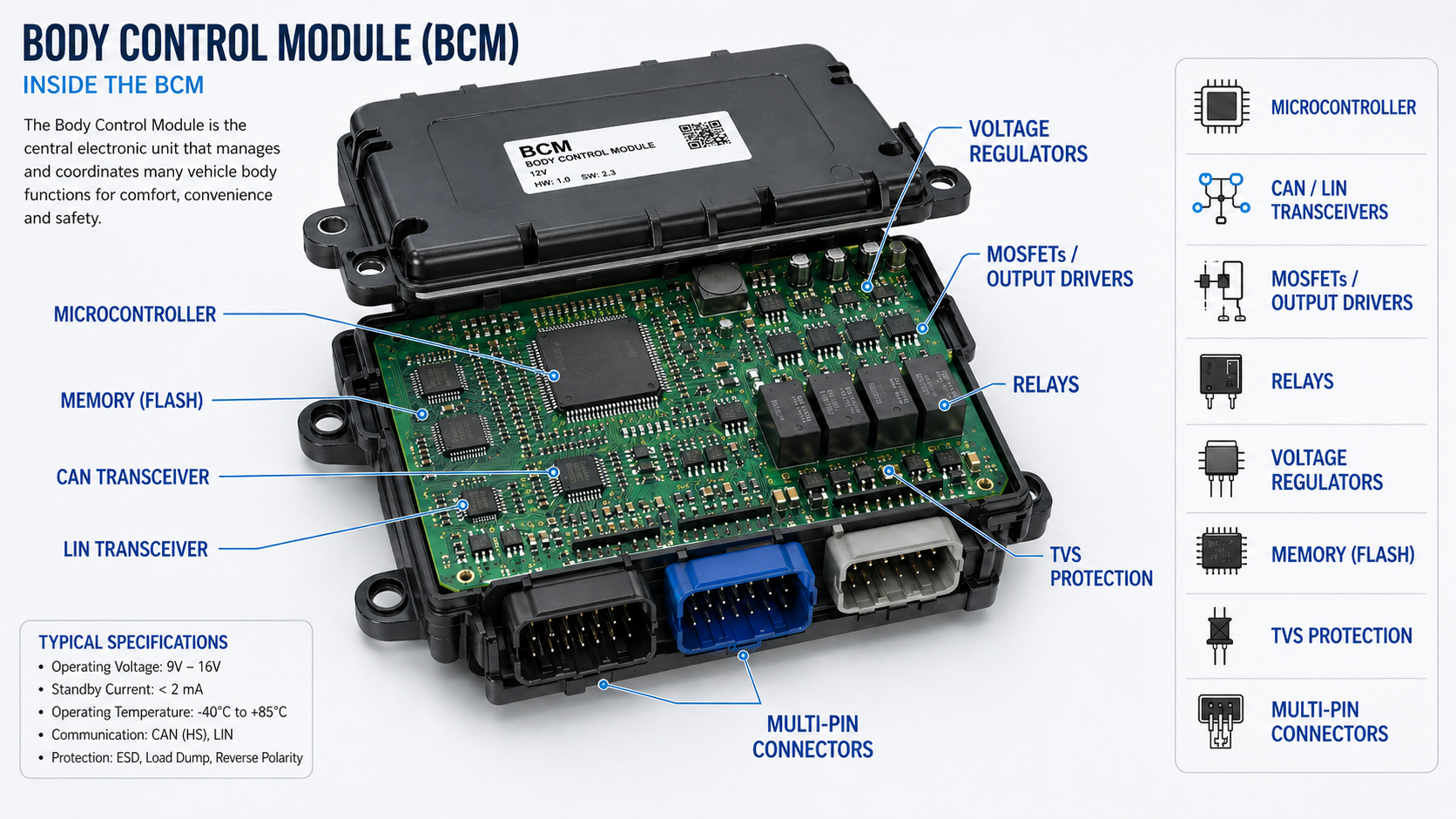
- Automotive electronics: Temperature management for vehicle air conditioners and battery thermal management systems.
FAQ About Thermostat Circuit Boards
Q1: Are thermostats and furnace circuit boards all 24V DC?
A1: Most residential thermostats use 24V AC, not 24V DC. Some control boards use 24V DC or 120V/240V AC. Always check the label or schematic before powering your board.
Q2: How long do thermostat circuit boards last?
A2: A high-quality thermostat circuit board typically lasts 8–15 years. Service life is mainly affected by operating environment, usage frequency, component quality and maintenance.
Q3: Why is my thermostat circuit board not working?
A3: The most common causes are power failure, sensor damage, component burnout, loose wiring or moisture intrusion. Professional testing can quickly locate and fix the root cause.
Q4: Can I repair a thermostat circuit board?
A4: Minor issues like loose connections or small component damage can be repaired.Severe damage, burnt circuits or core chip failure require full board replacement.
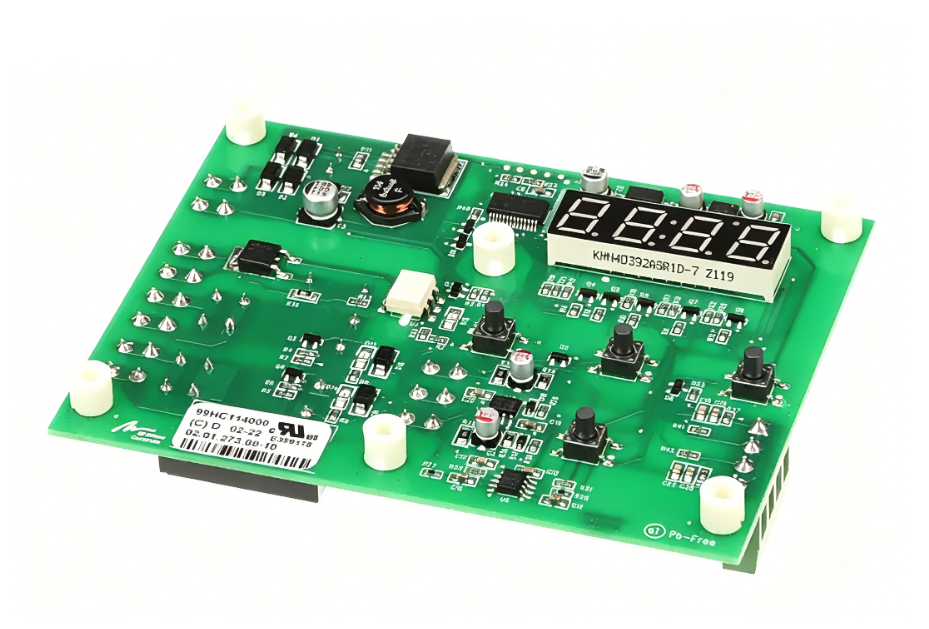
Q5: How to read a thermostat circuit board diagram?
A5: A standard diagram clearly marks power input, sensor circuits, control modules and output interfaces. You can identify functions and signal paths step by step for maintenance and troubleshooting.
Q6: How to choose the right thermostat circuit board manufacturer?
A6: Prioritize experience, complete certifications, one-stop service, strict quality control and customization capability. These core strengths ensure stable quality and reliable support for your project.
Request Your Free Quote For Thermostat Circuit Board Today
If you need reliable, certified and cost-effective thermostat circuit board solutions, EBest is ready to support your project. Send us your design files, quantity and lead time to get a free, no-obligation quote within 24 hours. Our engineering team will also provide professional DFM suggestions to optimize your design and lower production risks.
Contact us now at sales@bestpcbs.com to start your custom thermostat circuit board project.