The phrase how it works grounding bus usually refers to how a shared conductor provides a common reference and return-current path. In a PCB, the grounding bus may be a wide copper trace, copper region, or connection to a ground plane. Its effectiveness depends on impedance, geometry, frequency, and where each current enters and leaves the shared path.
What Is a PCB Grounding Bus?
A PCB grounding bus is a shared copper conductor used to connect multiple circuit returns to a common ground node. At DC it carries return current with a voltage drop determined mainly by resistance. At higher frequency, inductance and current-loop geometry can dominate, so a conductor that looks wide enough for DC may still create noise.
The term should not be confused with the ground bar in a building service panel. A PCB ground bus belongs to the electronic signal and power-return structure; its design is governed by circuit current paths, signal bandwidth, isolation, EMC, and board construction.
How Does a PCB Ground Bus Work?
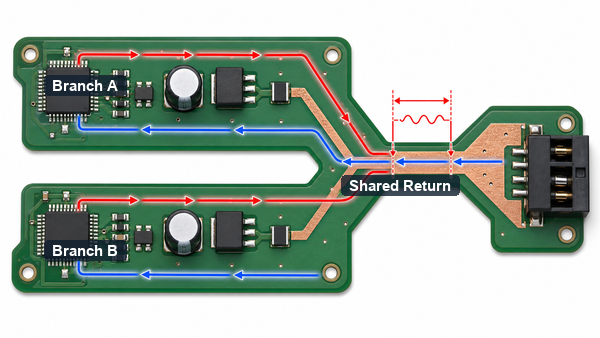
Current always returns to its source. A grounding bus gives several circuit branches a shared route back to the supply, converter, driver, or signal source. If the bus impedance were zero, all connection points would remain at the same potential. Real copper has resistance and inductance, so current from one branch can create a voltage difference seen by another branch.
The resulting error is approximately the return current multiplied by the relevant impedance. Slow, low-current circuits may tolerate a shared trace. Fast switching or high-current circuits can create ground bounce, common-impedance coupling, timing errors, ADC offset, audio hum, or radiated emissions.
Why Must Ground Impedance Stay Low?
Ground is a reference node, not a perfect physical zero. A return path with resistance R and inductance L develops both an IR drop and an L × di/dt voltage. The inductive term becomes important when current changes rapidly, even if the average current is small.
For example, a switching edge with high di/dt can create hundreds of millivolts across a short inductive return path. That disturbance may be comparable with the noise margin of a logic interface or several least-significant bits of a precision converter. Low impedance therefore requires more than sufficient copper cross-section; it requires a short, continuous path with a small loop area.
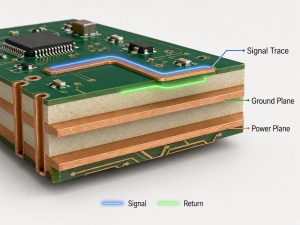
Return current uses a broad continuous copper layer
High-speed, mixed-signal, multilayer and EMC-sensitive boards
Slots and splits can interrupt the path
Star ground
Branches meet at one selected node
Separating noisy power returns from sensitive analog returns
Poor physical placement can create long loops
A modern multilayer board normally uses a continuous circuit board ground plane for high-frequency return current. A bus or star point may still be useful for controlling how high current, chassis current, or low-frequency analog current joins that plane.
When Should a PCB Use a Ground Bus?
A defined ground bus can work in low-frequency power distribution, simple analog circuits, single-sided prototypes, LED drivers, relay controls, and boards where branch currents need an intentional connection order. It can also connect several local copper regions to a selected star point.
It is a weak choice when fast signals cross the board, switching currents share the same narrow return, or connectors create several remote ground entry points. In those cases, a plane or wider copper region generally provides lower impedance and a more predictable return path.
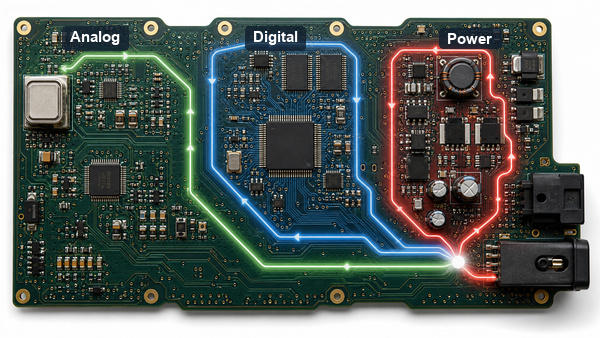
How Should Analog, Digital and Power Grounds Connect?
Start by tracing current loops rather than assigning ground names alone. Keep high-current switching loops local to their power stage. Give precision analog inputs a quiet reference path. Place decoupling capacitors so their return current closes directly to the relevant IC ground and plane.
Analog and digital regions may share one solid plane when placement keeps noisy currents away from sensitive paths. If separate regions are required, connect them at a deliberate point that matches the converter or isolation architecture. Do not route a high-speed signal across a ground split, because its return current must detour around the gap.
How Do Current and Frequency Change the Layout?
DC voltage drop depends on copper resistivity, length, width, and thickness. Higher current may require wider traces, heavier copper, multiple vias, or a busbar connection. At high frequency, return current concentrates near the signal path because that geometry minimizes loop inductance.
Rise time is often more important than nominal clock frequency. A low-frequency signal with a fast edge can still require a continuous reference plane. Connector pinout, via transitions, plane changes, cable shields, and chassis bonds must be included in the complete loop.
What Grounding Bus Mistakes Cause Noise and EMI?
Routing sensitive analog return current through a high-current switching segment.
Using a long narrow ground trace for MOSFET, relay, motor, or converter pulse current.
Splitting a ground plane beneath a high-speed signal.
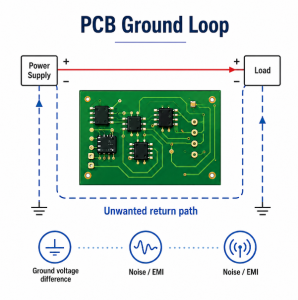
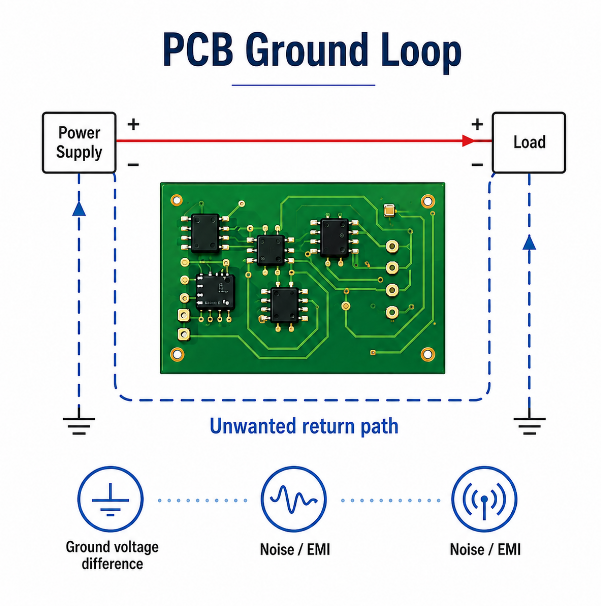
Connecting local grounds at several uncontrolled points and creating a PCB ground loop.
Placing decoupling capacitors far from the power and ground pins they serve.
Using too few vias between ground regions or layers.
Treating chassis, protective earth, shield, analog ground, and power return as interchangeable nodes.
Correcting the schematic symbol without changing the physical return path will not solve these problems. Grounding performance is determined by copper geometry and current flow on the finished board.
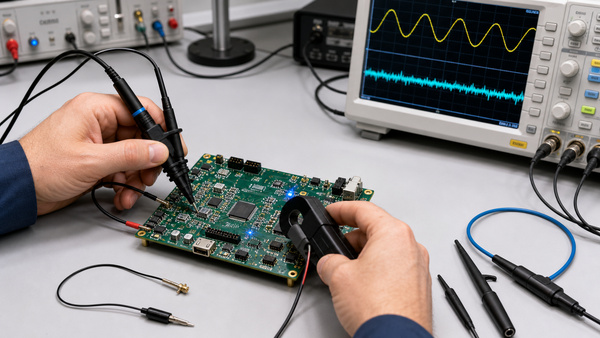
How Can a Ground Bus Be Checked on a Prototype?
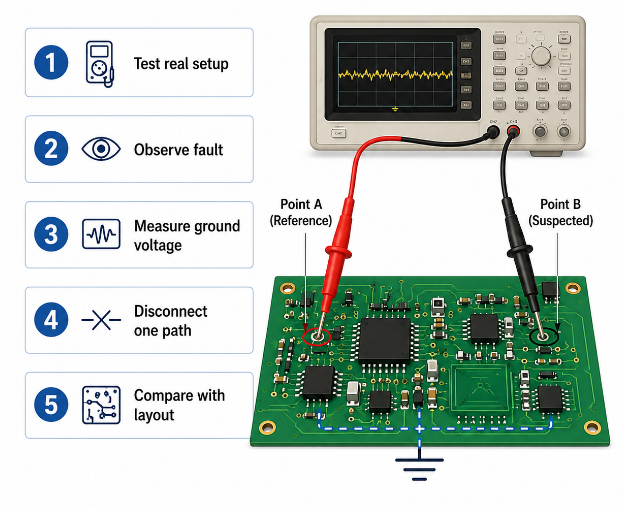
Measure DC voltage drop along the bus under representative load, then observe noise between selected ground points with a short ground spring or differential probe. A long oscilloscope ground lead can add enough loop inductance to create a misleading waveform.
Test the board during worst-case switching, load steps, communication activity, and cable connection. Near-field scanning, conducted-emissions tests, thermal imaging, and current probes can reveal return paths that are not obvious from the schematic.
How Does PCB Construction Support a Low-Impedance Ground?
Layer stack-up should place critical signal layers next to a continuous reference plane. Copper thickness, via count, drill size, plane clearance, isolation requirements, and solder-mask openings affect the manufactured return structure. A 2 layer PCB ground plane needs careful component placement and routing to preserve copper continuity.
EBest Circuit (Best Technology) supports multilayer PCB fabrication, controlled stack-ups, impedance control, heavy copper, via structures, and PCB assembly. Engineering review can identify plane splits, insufficient copper connections, manufacturability conflicts, and assembly features that would alter the intended current path.
FAQ About PCB Grounding Buses
How exactly does grounding work on a PCB?
Grounding provides a reference potential and closes current loops back to their sources. It does not make current disappear; it controls where return current flows and how much unwanted voltage develops along that path.
Is a ground bus the same as a ground plane?
No. A bus is usually a defined shared conductor, while a plane is a broad copper layer or region. A plane normally provides lower high-frequency impedance, but both can be part of one grounding system.
Can ground and neutral be on the same bus bar?
That question normally concerns building service panels, not PCB layout. Neutral and protective-earth bonding must follow the applicable electrical code and installation point; it should not be inferred from PCB grounding rules.
Should analog and digital ground always be split?
No. A solid plane with controlled placement and return paths is often better. Split grounds are justified only when the architecture and current paths require them, and signals must not cross the split without an intentional return path.
How many ground vias should be used?
The answer depends on current, frequency, layer transition, via geometry, and EMI requirements. Use enough vias to avoid creating a narrow inductive neck, and place them close to the current transition rather than far away.
Conclusion
How it works grounding bus becomes clear when the design is treated as a current-return problem. A useful PCB ground bus provides a short, low-impedance shared path without allowing noisy branch currents to disturb sensitive references. At higher frequency, a continuous ground plane and controlled loop geometry usually outperform a narrow shared trace.
For PCB stack-up, grounding, fabrication, or assembly support, contact EBest Circuit (Best Technology) at sales@bestpcbs.com.
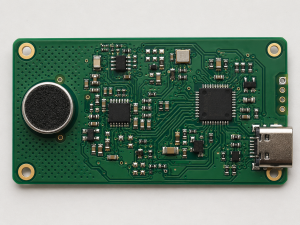
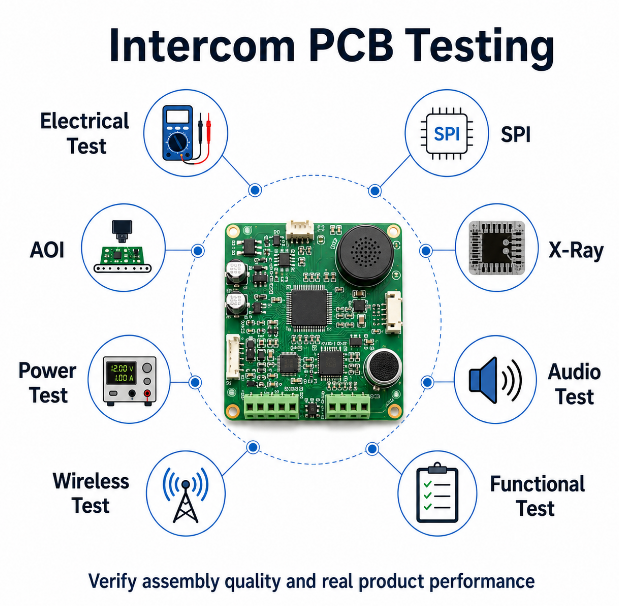
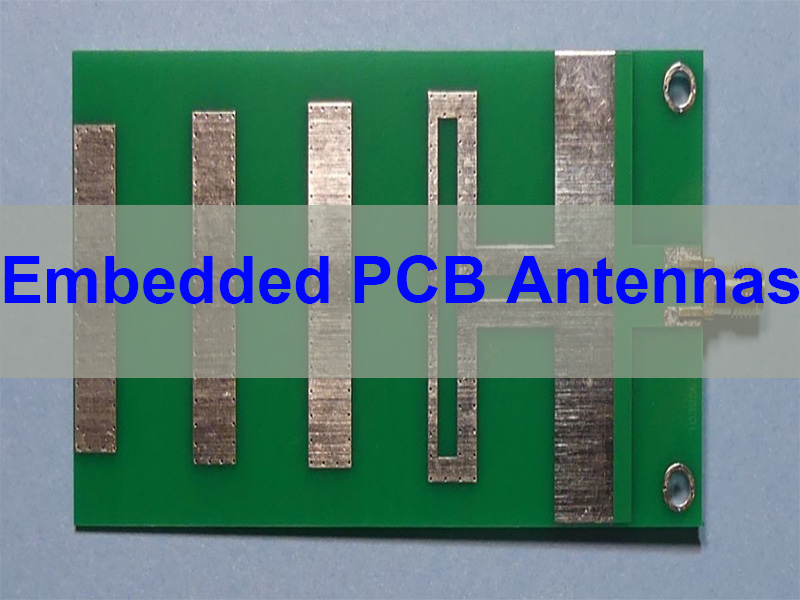
An intercom circuit board integrates voice capture, audio processing, wired or wireless communication, power management and access-control functions. Reliable operation depends on circuit architecture, PCB layout, component quality, firmware and production testing. EBest Circuit provides custom PCB manufacturing and assembly services for door-entry systems, wireless intercoms, building communication panels and industrial talkback equipment.
Are you worried about these problems in intercom circuit board projects?
Design challenges: Poor grounding, incorrect gain settings or unsuitable antenna placement may cause noise, echo, weak audio and unstable wireless communication.
Production risks: Incomplete files, material shortages and uncontrolled impedance may delay prototypes or affect batch consistency.
Assembly difficulties: Fine-pitch parts, microphones, wireless modules and hidden solder joints require precise placement and reliable inspection.
As a one-stop PCBA service provider with more than 20 years of industry experience, EBest Circuit provides the following solutions:
Design optimization: We review audio circuits, power distribution, grounding, RF routing and antenna layout to reduce noise and communication failures.
Controlled production: We verify manufacturing files, materials, impedance and component availability before fabrication to reduce delays and redesigns.
Reliable assembly and testing: We provide SMT and THT assembly, SPI, AOI, X-ray, programming and functional testing to verify product performance.
Send your Gerber files, BOM and test requirements to EBest Circuit via sales@bestpcbs.com for a quotation.
What Is an Intercom Circuit Board?
An intercom circuit board is the electronic platform that receives, processes, transmits and reproduces voice and control signals between communication stations. It is used in analog door-entry units, digital building systems, wireless handsets, IP intercoms and industrial communication terminals.
The board connects microphones, speakers, call buttons, displays, relays, power inputs and communication interfaces. A basic intercom PCB may use analog amplifiers and switching circuits, while an advanced design can include an MCU, DSP, audio codec, wireless module, Ethernet PHY and access-control output.
The circuit architecture depends on audio quality, communication distance, network type, enclosure size, power source and operating environment.
What Functions Does an Intercom PCB Control?
An intercom PCB controls audio capture, signal processing, communication, user commands and power distribution. The exact functions depend on whether the product is analog, digital, wired, wireless or IP-based.
Common functions include:
Capturing voice through an electret or MEMS microphone
Filtering and amplifying microphone signals
Converting audio between analog and digital formats
Driving speakers, handsets or headsets
Supporting half-duplex or full-duplex communication
Processing buttons, keypads and status indicators
Controlling electric locks, relays and alarms
Managing WiFi, Bluetooth, RF, Ethernet or two-wire connections
Regulating input power into separate voltage rails
Storing firmware, addresses and operating settings
Protecting external interfaces against ESD and voltage surges
Stable performance requires these functions to operate without introducing noise, distortion or communication interference.
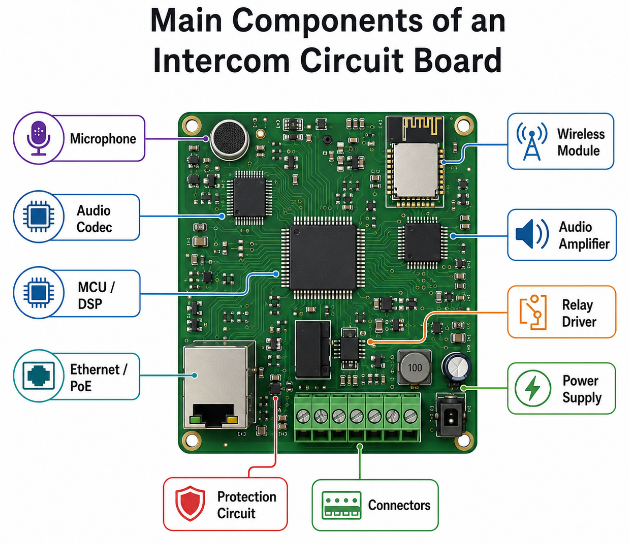
What Are the Main Components of an Intercom Circuit Board?
An intercom circuit board normally includes audio input, signal processing, communication, speaker output, power and protection circuits. The actual configuration depends on the system architecture and product functions.
Component
Typical Selection
Main Function
Microphone
Electret, analog MEMS or digital MEMS
Captures voice
Microphone front end
Bias circuit, low-noise amplifier and filter
Conditions weak microphone signals
Audio codec
ADC, DAC and I²S interface
Converts analog and digital audio
Processor
MCU, DSP or application SoC
Controls audio, communication and system logic
Program memory
SPI NOR, EEPROM, NAND or eMMC
Stores firmware and configuration
Working memory
Internal SRAM or external DDR
Buffers audio and processing data
Audio amplifier
Class AB or Class D
Drives the speaker or handset
Speaker interface
Filter, protection and connector
Connects and protects the speaker output
Wireless circuit
Sub-GHz, Bluetooth or WiFi module
Provides wireless communication
RF network
Matching components, RF feed and antenna
Transfers RF energy to the antenna
Wired interface
Two-wire line interface or RS-485 transceiver
Supports wired communication
Ethernet interface
PHY, magnetics and RJ45 connector
Supports IP communication
PoE circuit
PoE PD controller and DC-DC converter
Receives power through Ethernet
Access-control output
Relay, MOSFET or transistor driver
Controls locks, alarms or gates
User interface
Buttons, keypad, LEDs or display driver
Processes commands and status
Clock and reset
Crystal, oscillator and reset IC
Controls timing and startup
Power supply
Buck, boost or LDO regulator
Generates stable voltage rails
Protection circuit
Fuse, TVS, ESD and reverse-polarity protection
Protects power and external interfaces
Debug interface
SWD, JTAG, UART or USB
Supports programming and diagnostics
Connector
Terminal block, FFC or board-to-board connector
Connects external devices
A basic analog board may not require a processor, external memory or Ethernet circuit. An IP intercom with video, networking or an operating system may require a higher-performance SoC, DDR and eMMC.
The microphone front end, power supply, grounding, speaker amplifier and communication interface have the greatest influence on audio clarity and stability.
How to Read an Intercom Circuit Board Schematic and Block Diagram?
Read the functional block diagram first to understand the complete signal flow. Then use the schematic to verify how each circuit is powered, controlled and connected.
Identify the system type: Confirm whether the product is analog, digital, two-wire, wireless or IP-based.
Trace the power tree: Follow the input through the fuse, reverse-polarity protection, surge protection and voltage converters.
Follow the microphone path: Check microphone bias, input protection, filters, amplifier gain and codec input.
Review the processor section: Locate the MCU, DSP or SoC and check its clock, reset, memory, boot and programming circuits.
Trace the speaker path: Follow the signal through the codec, amplifier, output filter and speaker connector.
Inspect communication circuits: Review RF, Ethernet, RS-485 or two-wire interfaces separately.
Check lock-control outputs: Confirm the relay or MOSFET driver, flyback protection and load connection.
Compare with the PCB layout: Confirm that audio, RF, switching-power and speaker-current paths are separated.
Check test access: Locate power, reset, programming, audio and communication test points.
This method helps identify incorrect voltages, excessive gain, missing protection and potential noise paths before production.
How Should a Wireless Intercom PCB Be Designed?
A wireless intercom PCB must balance RF performance, audio quality, power stability and mechanical constraints. These areas should be planned together because antenna placement, speaker current and switching noise can directly affect voice clarity and communication range.
Step 1: Define the product requirements. Confirm the wireless protocol, operating frequency, communication range, microphone type, speaker power, input voltage, enclosure size and duplex mode. These requirements determine the processor, RF solution, audio circuit and PCB layer count.
Step 2: Choose the wireless solution. A pre-certified wireless module can shorten development time and reduce RF certification risk. A discrete RF SoC provides more control over board size, antenna design and production cost but requires stronger RF design and testing capability.
Step 3: Plan the power system. Separate the power needs of the processor, RF circuit, microphone front end and speaker amplifier. Use suitable converters, LDOs, decoupling capacitors and bulk capacitance to prevent RF transmission or high speaker volume from causing voltage drops and resets.
Step 4: Select the PCB layer structure. A four-layer PCB is suitable for most wireless intercom products. One internal layer should provide a continuous ground plane, while another supports power distribution and low-speed signals. More layers may be required for external memory, Ethernet or dense routing.
Step 5: Divide the board into functional areas. Separate the microphone circuit, processor, RF section, power converter and speaker amplifier. Keep low-level audio circuits away from switching nodes, inductors, crystals and high-current speaker traces.
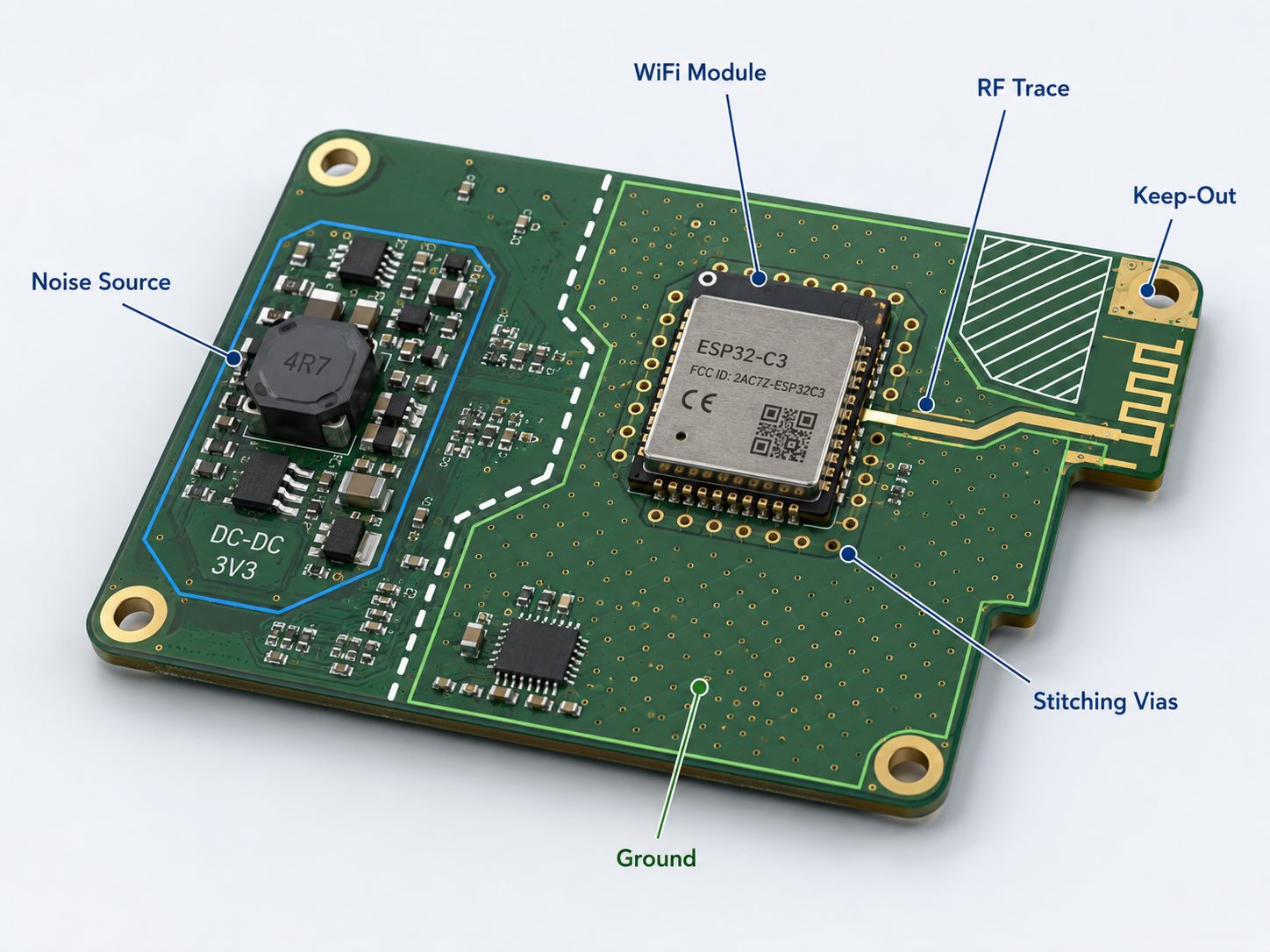
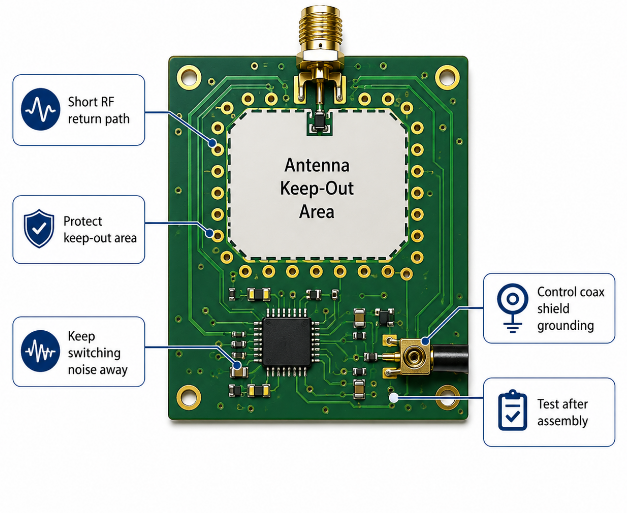
Step 6: Position the antenna carefully. Place the antenna near the PCB edge and follow the supplier’s keep-out requirements. Batteries, speakers, shields, cables, copper and metal fasteners should remain outside the antenna area because they can reduce range and change antenna tuning.
Step 7: Route the RF path correctly. Keep the RF feed short and route it as a controlled 50 Ω transmission line. Maintain a continuous ground reference, avoid unnecessary vias and place the matching network close to the antenna or RF output.
Step 8: Protect the microphone signal. Place microphone biasing, filtering and preamplification close to the microphone. Keep analog audio routes short and away from RF feeds, clocks, Class D outputs and switching regulators.
Step 9: Control speaker current paths. Use short, wide traces for the amplifier supply, ground and speaker output. High-current return paths should not cross the microphone, codec or RF sections.
Step 10: Maintain a clean ground reference. Use a continuous ground plane instead of unnecessary ground splits. Component placement and routing should control how audio, digital, RF and speaker currents return to the power source.
Step 11: Protect external interfaces. Place ESD protection close to buttons, power inputs, charging ports and external connectors. Add reverse-polarity, surge or overcurrent protection according to the product environment.
Step 12: Add programming and test access. Provide accessible points for power rails, reset, programming, microphone input, speaker output and communication signals. These points simplify prototype debugging and batch functional testing.
Step 13: Check heat dissipation. Use copper areas and thermal vias around power amplifiers, regulators and other heat-generating parts. Keep these components away from microphones and temperature-sensitive RF parts.
Step 14: Review the enclosure design. Confirm antenna clearance, microphone openings, speaker chambers, mounting holes and cable routes before releasing the PCB. The enclosure can affect wireless range, voice pickup and acoustic feedback.
Step 15: Test the complete product. Verify pairing, communication range, reconnect behavior, audio clarity, standby current and maximum speaker volume inside the final enclosure. Testing should cover different distances, orientations, power conditions and nearby interference sources.
A reliable wireless intercom PCB depends on coordinated RF layout, clean audio routing, stable power delivery and enclosure-level testing.
How to Reduce Noise, Echo and Signal Interference in an Intercom PCB?
Noise and echo may come from power ripple, shared return paths, excessive gain, RF coupling, long cables or poor enclosure acoustics. The source should be identified before changing components or increasing amplifier power.
Stabilize the power rails: Use suitable regulators, local decoupling and adequate bulk capacitance.
Maintain continuous ground references: Avoid unnecessary ground-plane splits and control return paths through placement.
Protect the microphone front end: Keep microphone routes short and away from regulators, clocks and speaker outputs.
Separate high-current paths: Prevent amplifier and speaker currents from sharing narrow routes with the codec or microphone circuit.
Set the gain correctly: Use only the required analog gain before the ADC to avoid clipping and amplified noise.
Control RF coupling: Keep the RF section away from high-impedance audio nodes and follow antenna keep-out rules.
Improve cable immunity: Use twisted pairs, differential signalling, shielding and suitable termination where possible.
Reduce acoustic feedback: Increase microphone-to-speaker distance and use separate acoustic chambers.
Apply digital processing: Use noise suppression, automatic gain control and acoustic echo cancellation.
Validate under real conditions: Test different volume levels, cable lengths, wireless states and power sources.
PCB layout reduces electrical interference, but full-duplex echo normally requires both enclosure isolation and tuned echo-cancellation software.
What PCB Materials Are Suitable for Intercom Circuit Board?
Standard FR-4 is suitable for most intercom circuit boards because it provides adequate electrical performance, mechanical strength and manufacturing availability. Material selection should follow the operating temperature, wireless frequency, circuit density and environmental conditions.
Standard FR-4: Suitable for basic analog intercoms, indoor door stations and low-density wired communication boards.
High-Tg FR-4: Recommended for outdoor systems, repeated lead-free assembly and products exposed to wider thermal cycles.
Controlled-Dk FR-4: Suitable for wireless and IP intercoms that require controlled RF or high-speed impedance.
Low-loss RF material: Used when RF routes are long, insertion loss is critical or operating frequency exceeds the practical performance of standard FR-4.
Flexible PCB: Suitable for connecting microphones, keypads, displays and controls in compact or movable assemblies.
Rigid-flex PCB: Reduces connectors and cables in products with limited internal space.
Metal-core PCB: Rarely used for the main board but may support separate high-power lighting or thermal modules.
Material evaluation should consider Tg, Td, Dk, Df, moisture absorption, z-axis expansion, CAF resistance, copper weight and finished thickness.
For most digital and wireless intercom products, high-Tg or controlled-Dk FR-4 provides sufficient performance without the cost of a full RF laminate.
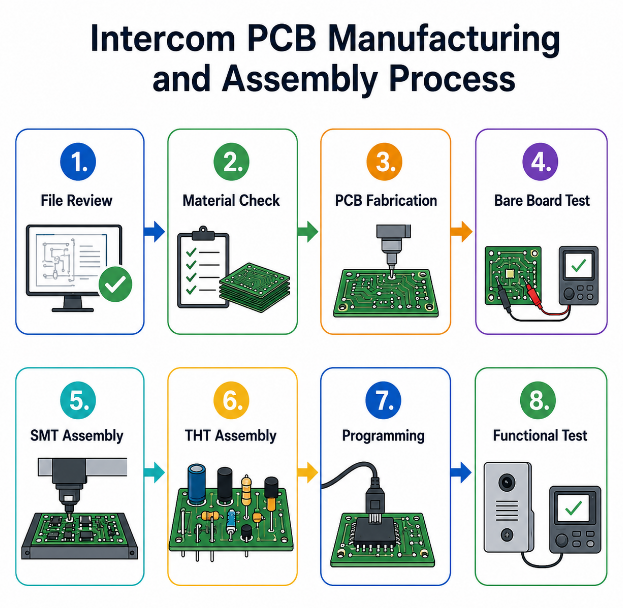
How Are Intercom Circuit Boards Manufactured and Assembled?
Intercom circuit board production combines bare-board fabrication, component assembly, programming and functional verification. Each stage should control materials, solder quality, firmware versions and audio performance.
Step 1: Review the production files. Check Gerber or ODB++ data, drill files, stackup, controlled-impedance requirements, BOM, centroid data, assembly drawings, firmware and test specifications. Footprints, polarity, antenna restrictions and missing test points should be corrected before production.
Step 2: Confirm materials and components. Verify the laminate, copper weight, finished thickness, surface finish and impedance structure. Component manufacturers, package sizes, lifecycle status, moisture sensitivity and approved substitutions should also be confirmed.
Step 3: Form the inner-layer circuits. Image, develop and etch the inner copper layers. Inspect line width, spacing, copper balance and layer registration before lamination.
Step 4: Laminate the multilayer PCB. Align the copper cores and prepreg, then press them together under controlled temperature and pressure. Lamination quality affects board thickness, dielectric spacing and impedance consistency.
Step 5: Drill and plate the holes. Drill vias, component holes and mounting holes, then clean the hole walls and deposit copper. Final plating connects the copper layers and provides the required finished hole size.
Step 6: Form the outer-layer circuits. Image and etch the outer copper patterns, then inspect trace dimensions, pad geometry and copper thickness. Controlled RF and high-current routes require close dimensional control.
Step 7: Apply solder mask and surface finish. Add solder mask and legend before applying ENIG, lead-free HASL or another specified finish. Microphone pads, fine-pitch devices and connectors require accurate solder-mask openings.
Step 8: Inspect the bare PCB. Perform electrical testing for opens and shorts, followed by dimensional and visual inspection. Controlled-impedance coupons should be measured when RF or Ethernet routes require impedance verification.
Step 9: Prepare the assembly process. Review stencil openings, solder-paste type, feeder setup, component polarity and reflow requirements. Moisture-sensitive PCBs and components should be stored or baked according to their handling level.
Step 10: Assemble the SMT components. Print solder paste onto the pads and use SPI to check deposit volume and alignment. Place resistors, processors, codecs, MEMS microphones, RF modules and other SMT parts before controlled reflow soldering.
Step 11: Install through-hole components. Assemble terminal blocks, relays, switches, transformers and large connectors. Selective soldering, wave soldering or manual soldering can be used according to component layout and volume.
Step 12: Inspect the completed PCBA. Use AOI to check placement, polarity and visible solder joints. X-ray inspection should be used for QFN, LGA, BGA and other bottom-terminated packages with hidden connections.
Step 13: Clean and program the board. Remove process residues when cleaning is required, then load firmware, serial numbers, MAC addresses and configuration data. Programming results should be verified through read-back or functional checks.
Step 14: Complete functional testing. Verify voltage rails, operating current, microphone input, speaker output, audio loopback, buttons, indicators, relays and wired or wireless communication. Testing should use the specified microphone, speaker load and firmware version.
Step 15: Approve the first article and release production. Confirm the first completed units before batch assembly. Approved PCB files, BOM revisions, component substitutions, firmware versions and test results should be recorded for repeat-order traceability.
A controlled manufacturing and assembly process reduces solder defects, audio inconsistency, programming errors and performance differences between production batches.
What Testing Is Required for an Intercom Circuit Board Assembly?
Testing should verify soldering quality, electrical operation, audio performance and communication stability. Acceptance limits should be defined from the product specification.
Bare-board electrical testing: Detect opens, shorts and incorrect connections.
SPI: Check solder paste volume, alignment and bridging risk.
AOI: Inspect component presence, polarity, placement and visible solder joints.
X-ray inspection: Examine joints under QFN, LGA, BGA and other bottom-terminated packages.
Power-up testing: Measure input current, startup behavior, voltage rails, ripple and abnormal heating.
Programming verification: Confirm firmware, configuration, serial number and read-back results.
Microphone testing: Check bias voltage, sensitivity, gain, background noise and channel operation.
PCB assembly: SMT, THT and mixed assembly for prototypes, pilot runs and batch orders.
Fine-pitch assembly: Support for 01005 components, QFN, LGA and BGA packages down to 0.25 mm pitch.
Firmware programming: MCU firmware, serial numbers, MAC addresses and configuration data.
Inspection and testing: SPI, AOI, X-ray, first-article inspection and customized functional testing.
Box assembly: Enclosure installation, cable connection, labeling and final product assembly.
Send your Gerber files, BOM, assembly drawings and test requirements to sales@bestpcbs.com for evaluation.
Custom Wireless Intercom Circuit Board Manufacturing and Assembly Case Study
Project background: A compact wireless intercom product required two-way voice communication, button control and speaker output within a limited enclosure. The project also required stable wireless performance, clear audio, firmware programming and repeatable PCBA production.
Project requirements:
4-layer FR-4 PCB
1.0 mm finished board thickness
1 oz copper
2.4 GHz wireless communication
Digital MEMS microphone
4 Ω, 3 W speaker output
12 V DC input
Controlled 50 Ω RF impedance
Firmware and serial-number programming
Audio and wireless functional testing
Prototype and repeat production support
Our solution:
Design review: Reviewed the schematic, PCB layout, stackup, BOM and test requirements before production.
Functional zoning: Separated the microphone, processor, RF, power and amplifier sections to reduce interference.
RF optimization: Routed the RF feed with controlled 50 Ω impedance and placed the antenna keep-out area near the PCB edge.
Audio protection: Kept the microphone input away from switching regulators, clocks and speaker-current routes.
Power stability: Added suitable decoupling capacitors, filtering components and short power-return paths.
Test access: Added test points for voltage rails, audio signals, programming and communication checks.
Assembly control: Used SPI, AOI and X-ray inspection to verify solder paste, component placement and hidden joints.
Programming: Loaded firmware, serial numbers and configuration data after assembly.
Project result: The pilot boards passed the specified power, audio, control and wireless communication tests. After first-article approval, the PCB files, BOM, firmware version and test requirements were released for controlled repeat production.
The completed manufacturing package supported consistent assembly, programming and testing across subsequent orders.
Why Choose EBest Circuit as Your Intercom PCB Manufacturer?
EBest Circuit integrates design support, PCB production, sourcing, assembly and testing to reduce project handoffs and improve production control. Here are reasons why choose EBest Circuit as your intercom PCB manufacturer:
One-stop project management: Design review, PCB fabrication, sourcing, assembly, programming and testing are coordinated through one supplier.
Fewer prototype failures: Manufacturing and assembly risks are identified before fabrication, reducing avoidable redesigns.
Faster product validation: Prototype assembly supports early testing of audio, RF, power and enclosure performance.
Flexible order volumes: Support is available for prototypes, low-volume builds, pilot runs and mass production.
Fine-pitch capability: Assembly supports 01005 components and BGA pitches down to 0.25 mm.
Mixed assembly support: SMT, THT and mixed processes support processors, microphones, relays and large connectors.
Risk-based inspection: SPI, AOI, X-ray and functional tests are selected according to the board design.
Quality-system support: Available certifications include ISO 9001, IATF 16949, ISO 13485, AS9100D, UL, RoHS and REACH.
Repeat-order consistency: Approved files, BOM revisions, firmware and test requirements can be retained for future production.
China manufacturing with global supply: Custom intercom PCB products are manufactured in China and delivered internationally.
FAQs About Intercom Circuit Boards
Q1: Can a discontinued intercom board be replaced with a newly designed board?
A1: Yes, but the new board must match the original voltage, connector pinout, microphone type, speaker impedance and lock-control method. Mounting holes and enclosure dimensions should also be confirmed before redesign.
Q2: How many assembled boards should be ordered for the first prototype run?
A2: A first build of 5–20 assembled boards is practical for firmware debugging, acoustic testing, wireless validation and enclosure fitting. This quantity also helps separate design problems from individual assembly defects.
Q3: Can a 4 Ω speaker replace an 8 Ω intercom speaker?
A3: Only if the amplifier supports a 4 Ω load. Lower impedance increases current and may cause distortion, overheating or power-supply droop. Check the amplifier rating and speaker power before replacement.
Q4: Should an intercom use an electret or MEMS microphone?
A4: Electret microphones are low-cost but require careful biasing and filtering. MEMS microphones are smaller and provide more consistent sensitivity. The choice depends on board space, pickup distance, interface and operating environment.
Q5: Can existing building wiring be reused for a new intercom system?
A5: Yes, when the cable condition, resistance, insulation and topology meet the new system requirements. Existing analog wiring may not support Ethernet or high-speed digital communication, so continuity and voltage-drop tests are required.
Q6: Does an outdoor intercom board require conformal coating?
A6: Conformal coating is recommended for humidity, condensation, dust or salt exposure. Typical coating thickness is 25–75 μm. Microphones, connectors, antennas and test points may require masking.
Q7: Can firmware, serial numbers and MAC addresses be loaded during assembly?
A7: Yes. Firmware and identification data can be programmed through SWD, JTAG, UART, USB or test pads. Read-back or functional testing should confirm that the correct data was loaded.
Q8: How should obsolete components be managed in a long-life intercom product?
A8: Check the lifecycle status of processors, codecs, RF modules, memory and connectors before production. Approved alternatives, planned last-time purchases and controlled redesigns help reduce supply interruptions.
Q9: Can an intercom board be designed for future feature upgrades?
A9: Yes. Reserve programming access, test points, memory capacity and selected optional interfaces. However, unnecessary circuits should be avoided because they increase board size, cost and validation work.
Q10: What should be checked before approving the first assembled sample?
A10: Confirm the PCB revision, BOM, firmware, polarity, power consumption and connector functions. Test the microphone, speaker, controls, relays and communication interfaces before batch production.
Q11: Can EBest Circuit assemble boards with supplied components?
A11: Yes. Components can be customer-supplied, partially supplied or fully sourced. Clear part numbers, quantities, packaging and moisture-sensitivity information should be provided before assembly.
Q12: Is final box assembly available after PCBA production?
A12: Yes. Box assembly can include enclosure installation, cable connection, labeling, firmware loading and final functional inspection. Mechanical drawings and acceptance criteria should be supplied in advance.
Q13: How can an intercom PCB be made easier to repair?
A13: Use clear labels, accessible test points and replaceable modules. Programming connectors and frequently serviced parts should remain accessible after final assembly.
Q14: How can repeated orders maintain consistent quality?
A14: Keep PCB files, BOMs, firmware versions and test limits under revision control. Record material lots, component batches and inspection results for each production run.
Q15: What information should be included in an intercom PCBA purchase order?
A15: Include PCB revision, BOM, quantity, delivery date, firmware version, test scope and packaging requirements. Clearly identify supplied parts, approved alternatives and programming rules.
A reliable intercom circuit board project requires coordinated audio design, RF control, material selection, component sourcing, assembly and functional testing. Before production, confirm the operating voltage, communication method, microphone type, speaker load, enclosure restrictions, firmware version and acceptance limits.
For custom intercom PCB design, prototype manufacturing, component sourcing, PCB assembly or repeat production, send your Gerber files, BOM, assembly drawings and test requirements to EBest Circuit via sales@bestpcbs.com.
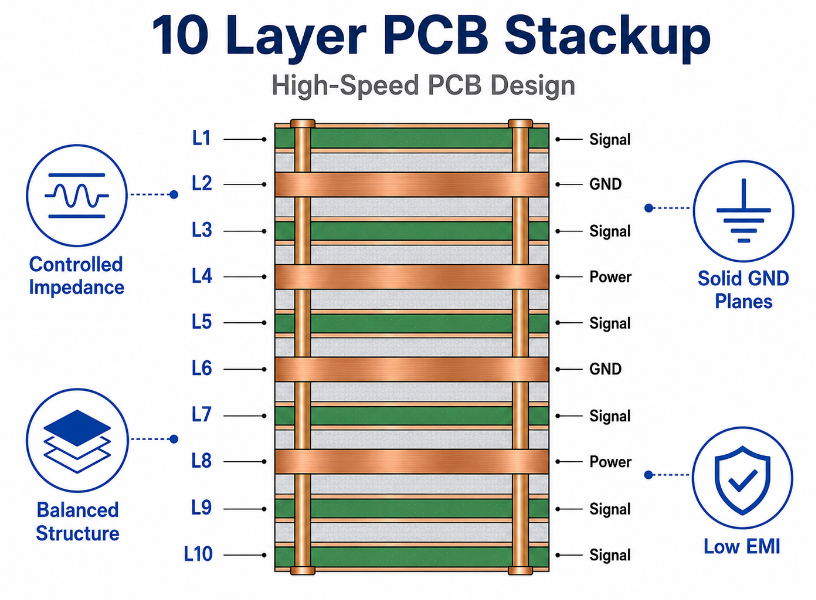
A 10 layer PCB stackup is used when a board has dense routing, high-speed signals, several power rails and strict signal integrity needs. The right stackup controls impedance, shortens return paths and reduces crosstalk.
For high-speed PCB design, more layers alone do not guarantee better performance. The stackup should use solid ground planes, controlled dielectric spacing, balanced copper and realistic impedance targets. These details help the PCB perform well in both testing and mass production.
What Is a 10 Layer PCB Stackup?
A 10 layer PCB stackup is a multilayer PCB structure with ten copper layers separated by core and prepreg materials. These copper layers are arranged as signal layers, ground planes, power planes or mixed routing layers.
The stackup controls how signals, power and return current move through the board. It also affects impedance, EMI, board thickness, thermal behavior and production yield.
A good 10-layer structure should clearly define layer order, copper weight, dielectric thickness, material type, GND plane position, power plane position and impedance targets. Without these details, the PCB may pass layout review but fail during testing or production.
What Is a Standard 10 Layer PCB Stackup?
A standard 10 layer PCB stackup usually places signal layers close to ground planes. This gives high-speed traces a stable return path and leaves enough layers for power distribution and component fanout.
A common structure is:
Layer
Type
Function
L1
Signal
Components and short routing
L2
GND
Reference plane
L3
Signal
Inner signal routing
L4
Power
Power distribution
L5
GND
Shielding and return path
L6
GND
Shielding and return path
L7
Power
Power distribution
L8
Signal
Inner signal routing
L9
GND
Reference plane
L10
Signal
Components and low-speed routing
This structure is widely used because it provides multiple ground references, good shielding and balanced lamination. However, the final layer order should still match the signal speed, power rails, BGA density and PCB factory capability.
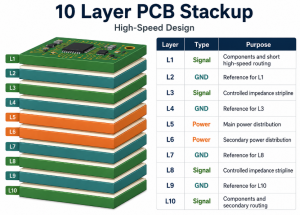
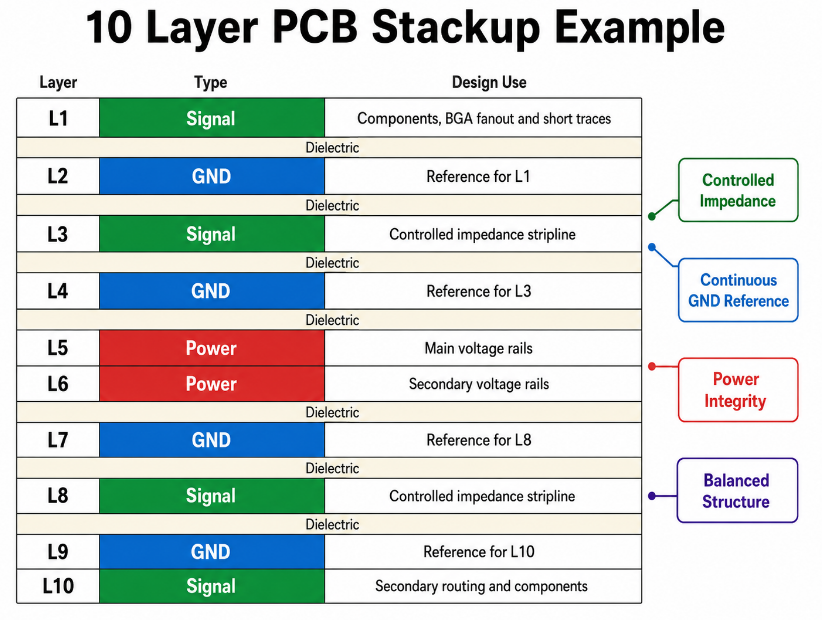
What Is a Practical 10 Layer PCB Stackup Example?
A practical 10 layer PCB stackup example should show how each layer supports routing, power integrity and production stability. For high-speed PCB design, critical signals should be placed next to continuous GND planes.
A practical PCB 10 layer stackup example is:
Layer
Type
Design Use
L1
Signal
Components, BGA fanout and short traces
L2
GND
Reference for L1
L3
Signal
Controlled impedance stripline
L4
GND
Reference for L3
L5
Power
Main voltage rails
L6
Power
Secondary voltage rails
L7
GND
Reference for L8
L8
Signal
Controlled impedance stripline
L9
GND
Reference for L10
L10
Signal
Secondary routing and components
This structure gives four GND layers, two power layers and four signal layers. It is suitable for high-speed interfaces, dense routing and controlled impedance layouts.
How Should Ground and Power Planes Be Arranged in a 10 Layer PCB Stackup?
Ground and power planes should be arranged to give high-speed signals short return paths, stable voltage delivery and low EMI risk. In a 10 layer PCB stackup, ground planning should come before adding more routing space.
Place high-speed signal layers next to solid GND planes. A nearby GND plane gives the return current a direct path under the trace. This reduces loop area, signal reflection and radiation noise.
Use more than one GND plane when the design has fast signals. A strong 10-layer high-speed PCB often uses three to four GND planes. This improves shielding and helps separate noisy circuits from sensitive signals.
Keep power and GND planes close where possible. Closely spaced power and ground planes improve plane coupling and help reduce power noise. This is useful for processors, FPGAs, DDR memory and communication chips.
Avoid routing high-speed traces over split planes. If a trace crosses a gap in the reference plane, the return current is forced to detour. This can create EMI, impedance discontinuity and timing problems.
Place noisy power areas away from sensitive signal layers. Switching regulators, high-current rails and fast digital circuits should not share weak or broken reference areas with sensitive signal routes.
Keep the whole stackup symmetrical. Balanced copper and even dielectric distribution reduce bow, twist and lamination stress during PCB manufacturing.
Use stitching vias near layer transitions. When high-speed signals change layers, nearby GND stitching vias help the return current move smoothly between reference planes.
Do not use broken power islands as the main high-speed reference. A continuous GND plane is usually safer than a fragmented power plane because return current is easier to control.
How Does Dielectric Thickness Affect a 10 Layer PCB Stackup?
Dielectric thickness affects impedance, trace width, crosstalk and total PCB thickness. In a 10 layer PCB stackup, the distance between a signal trace and its reference plane directly changes the electrical behavior of the trace.
A thinner dielectric gives stronger coupling between the signal trace and the GND plane. This helps create a shorter return path, lower EMI risk and narrower controlled-impedance traces.
A thicker dielectric weakens coupling and usually requires wider traces to reach the same impedance. This can reduce routing space around BGAs, fine-pitch ICs and dense connectors.
Dielectric thickness should not be guessed during layout. It should be confirmed with the PCB manufacturer because real prepreg thickness can change after lamination due to resin flow, copper coverage and press conditions.
How to Design a 10 Layer PCB Stackup for Impedance Control?
To design a 10 layer PCB stackup for impedance control, start with signal requirements and manufacturing limits. The goal is to make the designed impedance match the real PCB after lamination, etching and plating.
Confirm the impedance targets first. Common values include 50Ω single-ended, 90Ω differential and 100Ω differential, depending on the signal interface.
Choose the routing structure. Use microstrip for outer-layer routing and stripline for inner-layer routing. Stripline usually gives better shielding, while microstrip is easier to access during layout review.
Assign clean reference planes. Each controlled-impedance layer should reference a continuous GND plane. Avoid plane cuts, voids and split areas under high-speed traces.
Define dielectric thickness before routing. Trace width depends on the distance between the signal layer and the reference plane. If the dielectric changes later, impedance may also change.
Use the correct material Dk. Dk should match the working frequency range, not only the material name. High-speed designs may require lower-loss materials when signal loss becomes critical.
Control trace width and spacing together. Differential pairs depend on both trace width and pair spacing. Changing only one value may cause impedance drift or layout mismatch.
Include finished copper thickness. Finished copper is affected by base copper, plating and etching. Wrong copper assumptions can change the final impedance result.
Avoid unnecessary layer changes. Each via transition can create impedance discontinuity. When layer changes are required, use proper via design and nearby GND stitching vias.
Request impedance coupons. Test coupons help verify whether the finished PCB matches the required impedance tolerance after fabrication.
Let the PCB factory review the stackup before release. The final structure should match actual laminate, prepreg, copper and process capability.
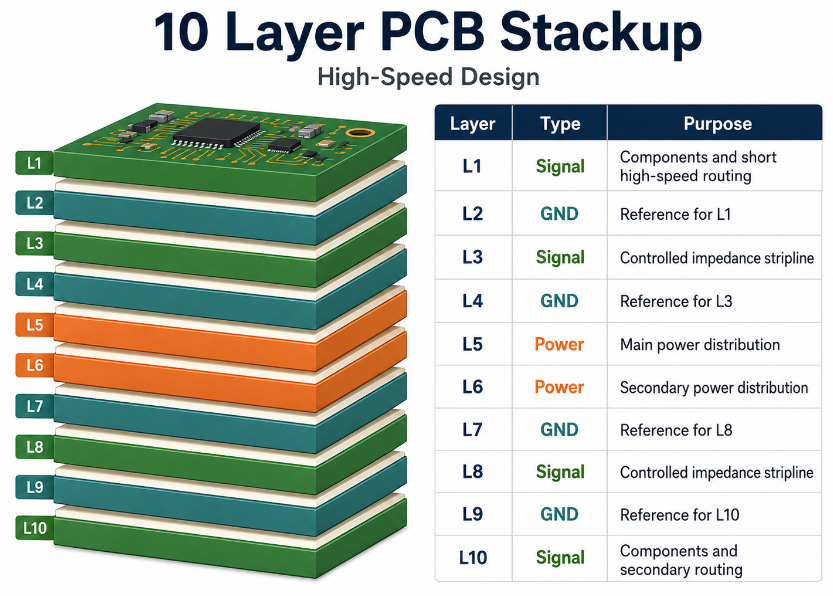
What Is the Best 10 Layer PCB Stackup for High-Speed Design?
The best 10 layer PCB stackup for high-speed design is a balanced structure with continuous GND planes beside critical signal layers, stable power-plane placement and controlled dielectric spacing.
A strong high-speed structure is:
Layer
Type
Purpose
L1
Signal
Components and short high-speed routing
L2
GND
Reference for L1
L3
Signal
Controlled impedance stripline
L4
GND
Reference for L3
L5
Power
Main power distribution
L6
Power
Secondary power distribution
L7
GND
Reference for L8
L8
Signal
Controlled impedance stripline
L9
GND
Reference for L10
L10
Signal
Components and secondary routing
This structure works well because it gives high-speed signals clear return paths, strong shielding, lower crosstalk and better EMI control. It also keeps the board more balanced during lamination.
How to Use a 10 Layer PCB Stackup Calculator?
A 10 layer PCB stackup calculator helps estimate trace width, spacing and dielectric height for controlled impedance. It is useful at the early design stage, but the final result should always be checked by the PCB manufacturer.
Select the right trace model. Choose microstrip for outer layers and stripline for inner layers. Using the wrong model can give misleading impedance values.
Enter dielectric thickness accurately. Use the real distance from the signal trace to its reference plane. Do not use total board thickness for impedance calculation.
Enter finished copper thickness. Finished copper includes base copper and plating. This value affects trace geometry and impedance.
Use the correct material Dk. Dk should come from the selected laminate and working frequency range. A generic FR-4 value may not be accurate for high-speed designs.
Set the target impedance. Enter 50Ω single-ended, 90Ω differential or 100Ω differential according to the signal standard.
Adjust trace width and spacing within factory capability. Very narrow traces or tight spacing may look correct in the calculator but may reduce production yield.
Check both outer and inner layers separately. Outer-layer microstrip and inner-layer stripline usually require different trace widths for the same impedance target.
Send the result for factory review. Calculator values are estimates. Final impedance depends on material tolerance, etching accuracy, plating thickness, solder mask and lamination control.
What Problems Can Happen in a Poor 10 Layer PCB Stackup?
A poor 10 layer PCB stackup can cause electrical failure, EMI issues and production instability. Most problems appear when signal layers lack clean references, dielectric thickness is wrong or copper distribution is unbalanced.
Impedance mismatch. Wrong trace width, dielectric spacing or copper thickness can cause impedance drift. This may lead to signal reflection, eye diagram failure and unstable communication.
Crosstalk between signal layers. If high-speed traces are routed too close or stacked without proper GND shielding, signals can interfere with each other.
EMI radiation. Long return paths and split reference planes create large current loops. These loops can increase radiated noise and cause EMI test failure.
Power noise. Weak power and GND plane coupling can increase voltage ripple. This affects processors, memory, RF modules and high-speed interfaces.
BGA escape routing problems. Poor layer planning can make dense BGA fanout difficult. This may force risky trace spacing, extra vias or unnecessary routing detours.
Board warpage. Unbalanced copper, uneven dielectric spacing or poor layer symmetry can increase bow and twist during lamination and assembly.
Higher signal loss. Unsuitable dielectric material or rough copper can increase insertion loss, especially in fast digital and communication designs.
Low manufacturing yield. If the stackup requires traces, spacing or dielectric values beyond factory capability, production may face more defects and higher cost.
Poor repeatability in batch production. A stackup that works once may fail in volume if material, lamination and impedance tolerance are not controlled.
What Should Be Checked Before Manufacturing a 10 Layer PCB Stackup?
Before manufacturing a 10 layer PCB stackup, the design should be checked against real production capability. The review should cover electrical performance, material selection, mechanical balance and inspection requirements.
Final layer order: Confirm each signal, GND and power layer position.
Reference planes: Check whether every high-speed signal layer has a continuous reference plane.
Board thickness: Confirm finished thickness and tolerance.
Core and prepreg: Verify material type, dielectric thickness and lamination structure.
Copper weight: Confirm base copper and finished copper thickness.
Impedance targets: List single-ended and differential values clearly.
Impedance tolerance: Confirm whether the project uses standard or tighter tolerance.
Trace width and spacing: Check whether values match factory capability.
Differential pairs: Confirm pair width, pair spacing and length-matching rules.
Via structure: Review through vias, blind vias, buried vias, microvias and via-in-pad needs.
BGA fanout: Confirm escape routing feasibility before production.
Copper balance: Check whether copper distribution is balanced across the board.
Warpage risk: Review board thickness, copper balance and panel layout.
Surface finish: Choose ENIG, HASL, immersion silver, OSP or other finish based on assembly needs.
Impedance coupons: Confirm coupon design and test method.
Electrical test: Confirm netlist test requirements.
Inspection reports: Confirm AOI, microsection, impedance test and final quality records.
Assembly requirements: Check panelization, fiducials, component clearance and soldering process needs.
FAQs About 10 Layer PCB Stackup
Q1: What is the common finished thickness for a 10-layer PCB? A1: Many 10-layer PCBs use 1.6mm finished thickness, but this is not fixed. High-speed PCB design may use a different thickness to meet impedance, connector, enclosure or mechanical strength requirements. The final value should be confirmed with dielectric spacing, copper thickness and lamination tolerance before layout release.
Q2: Is a 10-layer PCB always better than an 8-layer PCB? A2: No. A 10-layer PCB is better only when the design requires more routing space, more reference planes, better power distribution or stronger EMI control. An 8-layer PCB may work well for simpler circuits. The decision should depend on signal speed, BGA density, power rails, board size and cost target.
Q3: When should a 10 layer HDI PCB stackup be used? A3: A 10 layer HDI PCB stackup should be used when fine-pitch BGAs, compact board size or dense routing make through-hole vias difficult. HDI can use blind vias, buried vias, microvias and via-in-pad structures. It improves routing density, but it also increases cost, lamination steps and process control requirements.
Q4: What is the difference between microstrip and stripline in a 10-layer PCB? A4: Microstrip traces are usually routed on outer layers and reference one plane below them. Stripline traces are routed inside the PCB and are placed between reference planes. Stripline gives better shielding, while microstrip is easier to inspect and adjust during layout review.
Q5: Does solder mask affect controlled impedance? A5: Yes. Solder mask can affect outer-layer microstrip impedance because it changes the dielectric environment around the trace. The effect is usually smaller than dielectric thickness or trace width, but it still matters for tight impedance control. For sensitive designs, solder mask data should be included in the impedance model.
Q6: What impedance tolerance is common for 10-layer PCBs? A6: Many controlled impedance PCB projects use ±10% tolerance as a common production target. Tighter tolerance may be possible, but it depends on material control, etching accuracy, copper thickness, dielectric tolerance and testing method. For high-speed interfaces, tolerance should be confirmed before fabrication.
Q7: What materials are used in a 10-layer PCB? A7: A 10-layer PCB usually uses copper foil, core, prepreg, solder mask and surface finish. Standard FR-4 can be used for many digital boards, while high-speed designs may require high-Tg FR-4 or low-loss laminate. Material choice should consider Dk, Df, Tg, copper roughness and assembly temperature.
Q8: What files are required for 10-layer PCB stackup review? A8: A complete review should include Gerber files, drill files, stackup drawing, impedance table, material requirements, copper weight, finished thickness, via structure and special notes. For controlled impedance designs, provide single-ended and differential impedance targets so the PCB factory can check manufacturability before production.
Q9: Can one standard 10-layer stackup fit all high-speed designs? A9: No. A standard 10 layer PCB stackup can be a useful starting point, but each project should be adjusted for signal speed, BGA pitch, impedance targets, power rails, material loss and board thickness. A design for DDR, Ethernet, PCIe or RF may require different layer spacing and routing rules.
Q10: How does copper thickness affect a 10-layer PCB stackup? A10: Copper thickness affects trace width, impedance, current capacity, heat spreading and etching accuracy. Thicker copper can carry more current, but it may make fine-line impedance routing harder. For high-speed boards, finished copper thickness should be defined clearly because plating and etching variation can change the final impedance result.
Q11: Why does BGA pitch matter in a 10-layer PCB stackup? A11: BGA pitch affects escape routing, via size, trace spacing and layer count. Fine-pitch BGAs may require microvias, via-in-pad or HDI buildup. If BGA fanout is not checked early, the layout may require more layers, tighter spacing or expensive process changes during PCB fabrication.
Q12: How can a supplier prove 10-layer PCB quality? A12: A reliable supplier should provide stackup review, material traceability, AOI, electrical testing, impedance testing, microsection inspection and final inspection records. For batch production, repeatable lamination control and stable impedance data are more important than a low first quote.
Q13: What affects the cost of a 10-layer PCB? A13: Cost is affected by board size, material grade, copper thickness, impedance control, HDI structure, via-in-pad, surface finish, solder mask type, test requirements and order quantity. A simple 10-layer board costs less than a high-speed HDI board with tight tolerance and low-loss laminate.
Q14: Can EBest provide 10-layer PCB assembly after fabrication? A14: Yes. EBest Circuit can support 10-layer PCB fabrication and PCBA assembly for custom, OEM/ODM and batch production projects. Assembly support can include component sourcing, SMT assembly, through-hole assembly, functional testing, inspection reports and global delivery from a China-based source factory.
Conclusion
The best 10-layer PCB structure for high-speed PCB design should combine solid GND references, controlled dielectric spacing, suitable materials, balanced copper and verified impedance targets. A good stackup reduces signal risk before layout problems become expensive to fix.
For project selection, check signal speed, impedance values, BGA density, material loss, board thickness, power rails and assembly requirements before finalizing the stackup. For procurement, compare the supplier’s review ability, impedance testing, material traceability, production records and PCBA support, not only the board price.
EBest Circuit provides 10-layer PCB manufacturing and assembly services for high-speed, industrial, communication, medical, automotive and custom electronic projects. If you need stackup review, controlled impedance fabrication, HDI production, PCBA assembly or a batch quotation, send your files to sales@bestpcbs.com.
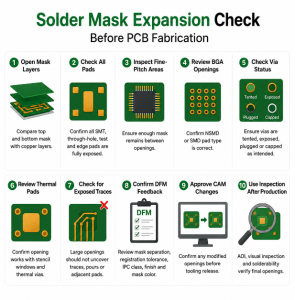
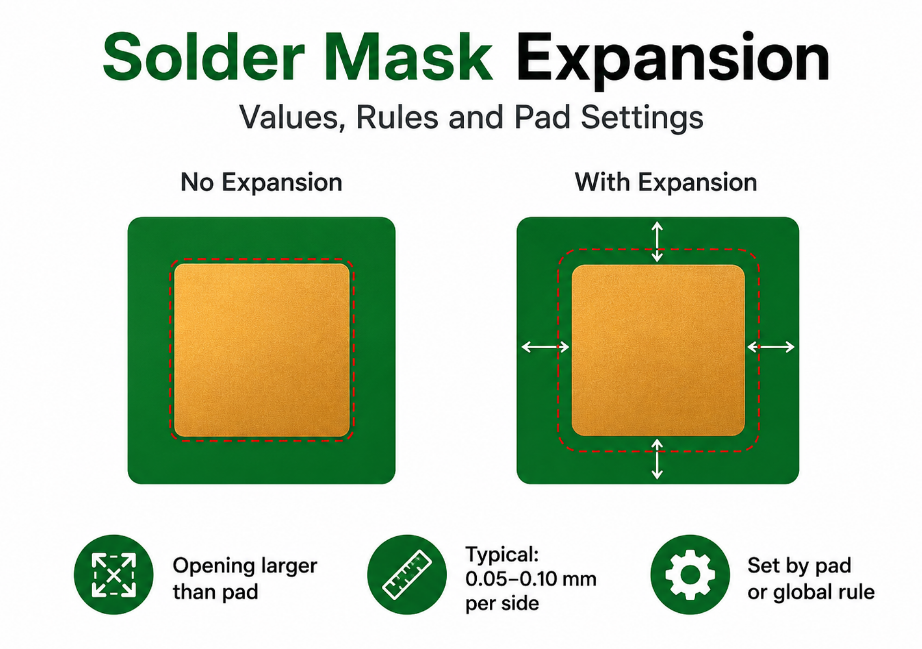
Solder mask expansion defines the opening offset between a PCB copper pad and the solder mask window around it. The right setting keeps pads exposed for soldering while preserving enough mask between nearby features. If the value is too large, solder bridges and exposed copper may appear. If it is too small, the mask may cover part of the pad and reduce solder joint quality.
What Is Solder Mask Expansion in PCB Design?
Solder mask expansion is the extra opening added around a PCB copper pad in the solder mask layer. It controls how much larger the mask window is than the actual copper feature.
For example, if a copper pad is 1.00 mm wide and the mask opening is 1.10 mm wide, the offset is 0.05 mm on each side. This margin helps the pad stay exposed even when normal fabrication alignment tolerance occurs.
In PCB design, this setting affects SMT pads, through-hole pads, vias, test points, BGA pads and fine-pitch components. A small value can still affect soldering quality, solder mask separation and final assembly yield.
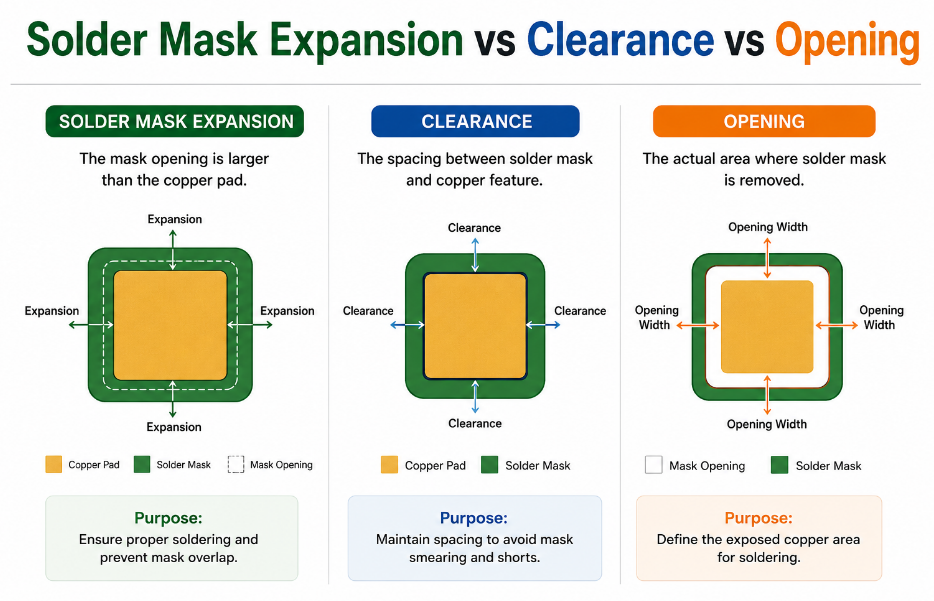
What Is the Purpose of Solder Mask Expansion?
The purpose of solder mask expansion is to expose the full solderable pad while allowing normal mask registration tolerance. During PCB production, the solder mask layer may shift slightly compared with the copper pattern.
A proper opening offset helps the mask stay away from the pad edge. It also reduces pad coverage, poor wetting and weak solder joints. In batch production, this value should be checked before tooling release, not only after assembly defects appear.
Main functions include:
Expose the full copper pad for soldering.
Keep solder mask away from the pad edge.
Support stable solder fillet formation.
Protect nearby copper from unwanted solder.
Maintain solder mask separation between dense pads.
Reduce assembly defects caused by poor pad exposure.
Without enough opening, the mask may cover part of the pad. With too much opening, the mask between pads may become too narrow or disappear.
How Does Solder Mask Expansion Work with Pads and Mask Openings?
Solder mask expansion works by increasing the solder mask opening around each copper pad. The copper pad defines the metal area, while the mask opening defines the exposed solderable window.
The basic relationship is:
Solder mask opening = copper pad size + expansion on both sides
If a pad is 0.80 mm wide and the offset is 0.05 mm per side, the mask opening becomes 0.90 mm wide. The same logic applies to pad length.
However, the value must fit the surrounding spacing. Fine-pitch ICs, BGA pads and dense connectors may not have enough room for large openings. In these areas, the setting should be reduced or controlled according to the PCB factory’s process capability.
Solder Mask Expansion vs Clearance vs Opening: What Is the Difference?
Solder mask expansion, solder mask clearance and solder mask opening are closely related, but they are not the same parameter. Expansion is the CAD offset, clearance is the spacing around the copper pad, and opening is the final exposed solderable window.
Parameter
Definition
Measurement Basis
Design Function
Risk If Incorrect
Solder Mask Expansion
Extra offset added around a copper pad in the solder mask layer
Measured per side from the copper pad edge
Controls how much larger or smaller the mask window is than the copper pad
Too large may expose nearby copper; too small may cover the pad edge
Solder Mask Clearance
Physical gap between the copper pad edge and the solder mask edge
Measured as the open space around the pad after expansion is applied
Keeps solder mask away from solderable copper and allows fabrication tolerance
Too small may cause mask encroachment, poor wetting or weak solder joints
Solder Mask Opening
Final exposed window in the solder mask layer
Measured as the full width, length or diameter of the exposed area
Defines the actual solderable area available for assembly
Too large may reduce mask separation; too small may limit solderable pad area
In simple terms, solder mask expansion is the setting, solder mask clearance is the gap, and solder mask opening is the final result. These three values should be checked together in Gerber files before PCB fabrication.
What Is the Standard Solder Mask Expansion Value?
A common solder mask expansion standard value is 0.05 mm to 0.10 mm per side for standard PCB pads. This range is suitable for many normal SMT pads because it exposes the pad while leaving enough tolerance for mask registration.
There is no single universal value for every PCB. IPC-SM-840 covers solder mask material qualification and performance, but it does not define one fixed expansion value. The final value depends on PCB density, pad pitch, solder mask separation capability, imaging method, solder mask color, surface finish and fabrication control.
Pad Type
Recommended Value
Use Condition
Standard SMT pad
0.05–0.10 mm
General PCB layout
Through-hole pad
0.075–0.13 mm
Larger pads with enough spacing
Fine-pitch pad
0.05–0.075 mm
Check mask separation first
Advanced fine-pitch pad
Below 0.05 mm
Only after factory confirmation
BGA NSMD pad
0.05–0.075 mm
Follow package land pattern
SMD BGA pad
Controlled negative opening
Mask defines solderable land
Test pad
0.05–0.10 mm
Stable probe contact
Tented via
No opening
Via covered by solder mask
Exposed via
0.05–0.10 mm
Test, soldering or thermal access
For normal PCB production, 0.05 mm per side is a practical lower value, and 0.10 mm per side is a safe general value. For BGA, fine-pitch ICs and dense connectors, always check solder mask separation before using a default rule.
How to Set Solder Mask Expansion for Different PCB Pads?
Set solder mask expansion according to pad type, component pitch, soldering method and factory capability. A global rule is acceptable for simple PCB layouts, but dense areas need local control.
Standard SMT pads: Use 0.05–0.10 mm per side. This gives clear pad exposure and supports stable reflow soldering.
Through-hole pads: Use 0.075–0.13 mm per side when spacing allows. The opening should expose the annular ring without uncovering nearby copper.
Fine-pitch IC pads: Use 0.05–0.075 mm per side. The main target is to keep enough solder mask between adjacent pads.
Advanced fine-pitch pads: Use values below 0.05 mm only after DFM confirmation. Do not apply small values without checking mask registration tolerance.
BGA NSMD pads: Use an opening larger than the copper pad, commonly 0.05–0.075 mm per side. Follow the package land pattern and fabrication rule.
SMD BGA pads: Use controlled or negative opening when the mask defines the solderable land. Do not copy NSMD settings into SMD pads.
Thermal pads: Keep the opening controlled and match it with stencil design. Excess exposed copper may cause solder float, voiding or uneven reflow.
Test pads: Use 0.05–0.10 mm per side to keep stable probe contact. The opening should be clean and easy to inspect.
Vias near SMT pads: Use tented, plugged or capped vias when solder wicking is a risk. Expose nearby vias only when testing or thermal transfer requires it.
Castellated or edge pads: Check mask pullback near the board edge and plating area. The opening should support soldering without exposing unwanted copper.
For dense PCB layouts, local pad rules are safer than one default value across the whole board. Before production, review Gerber mask openings and CAM feedback to confirm the setting can be manufactured reliably.
How to Calculate Solder Mask Expansion for PCB Pads?
Solder mask expansion calculation is based on the difference between the mask opening and the copper pad size. The value is usually calculated per side.
Formula: Expansion per side = (solder mask opening size – copper pad size) ÷ 2
Example: A copper pad is 0.80 mm wide. The required mask opening is 0.90 mm wide.
Expansion per side = (0.90 – 0.80) ÷ 2 = 0.05 mm
For rectangular pads, calculate width and length separately. For round pads, calculate by diameter. For BGA pads, first confirm whether the design uses non-solder mask defined pads or solder mask defined pads, because the opening logic may be different.
What Problems Happen If Solder Mask Expansion Is Too Large or Too Small?
Too large a solder mask expansion exposes extra copper. Too small a value may let solder mask cover the pad. Both conditions can create manufacturing and assembly defects.
Setting
Problem
Result
Too large
Narrow mask separation
Solder bridge risk
Too large
Exposed nearby copper
Short circuit risk
Too large
Excess pad opening
Solder spread
Too small
Mask on pad edge
Poor wetting
Too small
Reduced solderable area
Weak joint
Too small
Misaligned opening
Rework or scrap
The risk becomes higher on fine-pitch components, dense connectors, BGA pads and small passive components. In batch production, one wrong value can repeat across thousands of pads, so the issue should be corrected before PCB fabrication.
What Solder Mask Expansion Rules Should You Follow?
Good solder mask expansion rules should expose solderable pads, protect nearby copper and preserve solder mask separation. The largest opening is not always the best choice.
Confirm factory capability first. Check minimum solder mask separation, registration tolerance, imaging method and solder mask color before finalizing the value.
Avoid one value for all pads. Standard SMT pads, BGA pads, vias, thermal pads and fine-pitch ICs often need different local rules.
Protect mask separation between pads. If two openings are too close, the remaining mask may become too narrow and fail during fabrication.
Use smaller openings for dense pads. Fine-pitch ICs and dense connectors need controlled openings to reduce solder bridge risk.
Keep vias near pads covered when possible. Tented, plugged or capped vias help reduce solder wicking during reflow.
Separate mask rules from paste rules. The mask opening controls exposed copper. The paste opening controls solder volume.
Check BGA pad type first. NSMD pads need larger openings. SMD pads may need controlled or negative openings.
Review thermal pads with stencil design. Mask opening, paste window and thermal via design should work together.
Avoid exposing nearby traces. Large openings may uncover copper that should remain protected.
Confirm CAM changes before production. Any factory adjustment should be approved before tooling release, especially for BGA and fine-pitch PCB.
These rules help reduce solder bridges, pad coverage, solder wicking, weak joints and unexpected fabrication changes.
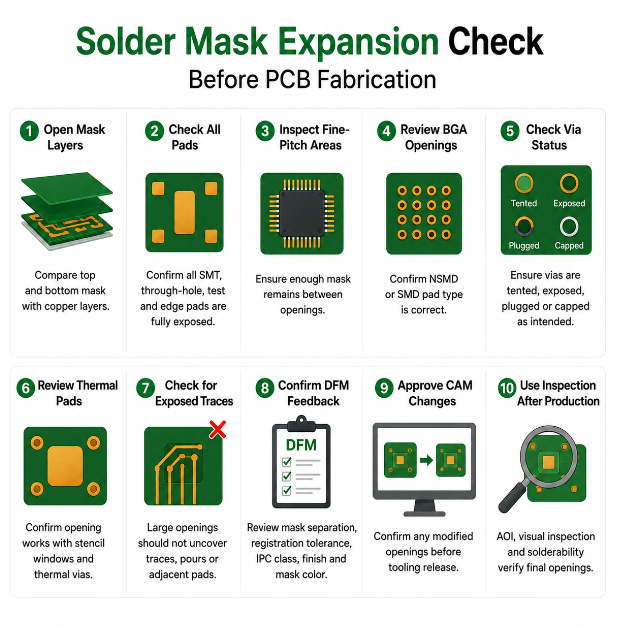
How to Check Solder Mask Expansion Before PCB Fabrication?
Check solder mask expansion before fabrication by reviewing Gerber files, pad openings, mask separation and DFM feedback. This step prevents mask issues from entering production.
Open the solder mask layers. Review top and bottom mask layers in a Gerber viewer and compare them with the copper layers.
Check all solderable pads. Confirm that SMT pads, through-hole pads, test pads and edge pads are fully exposed.
Inspect fine-pitch areas. Look closely at IC pads, dense connectors and small passive components to confirm enough mask remains between openings.
Review BGA openings. Confirm whether the BGA footprint uses NSMD or SMD pads before approving the mask layer.
Check via status. Make sure vias are tented, exposed, plugged or capped according to the design intent.
Review thermal pads. Confirm the opening works with stencil windows and thermal vias to reduce voiding or floating.
Check for exposed traces. Large openings should not uncover copper traces, copper pours or adjacent pads.
Confirm DFM feedback. Ask the PCB factory to review minimum mask separation, registration tolerance, IPC class, surface finish and solder mask color.
Approve CAM changes. If the factory modifies openings, confirm the change before tooling release.
Use inspection after production. AOI, visual inspection and solderability review can confirm whether final openings match the design intent.
This check is especially important for fine-pitch PCB, BGA PCB, high-reliability products and repeat batch production.
FAQs About Solder Mask Expansion
Q1: Can top and bottom solder mask layers use different values? A1: Yes. Top and bottom layers can use different values if pad density, component type or assembly method is different. For example, a dense SMT top layer may need tighter openings, while a bottom layer with through-hole pads may allow more tolerance. Both layers should still follow factory registration limits.
Q2: Does solder mask expansion affect solder paste printing? A2: It affects paste printing indirectly, but it is not the same as stencil aperture design. The mask opening controls exposed copper, while the stencil opening controls solder paste volume. If the mask opening is too large near fine-pitch pads, solder may spread more easily during reflow.
Q3: Should the value be set in the footprint library or board rule? A3: It can be set in either place, but board-level review is still required. A footprint that works on a simple PCB may fail in a dense area. BGA pads, fine-pitch ICs, thermal pads and nearby vias often need local rules instead of one library default.
Q4: Why does a PCB factory modify mask openings during CAM review? A4: A factory may adjust openings when the file violates minimum mask separation, registration tolerance or process limits. This can improve manufacturability, but it may also change pad exposure. For controlled PCB assembly, CAM changes should be reviewed before tooling starts.
Q5: Is green solder mask easier to control than black or white solder mask? A5: Green solder mask is often easier to inspect because it provides stronger contrast and mature process control. Black, white, red or blue masks can still be used, but inspection and exposure control may be more demanding. The opening value should always match real factory capability.
Q6: Can the setting affect high-voltage PCB spacing? A6: Yes. A large opening may expose copper that should remain insulated.Electrical clearance and creepage should be checked separately from mask openings. Solder mask can protect copper, but it should not be treated as the only safety barrier for high-voltage spacing.
Q7: What should be checked for via-in-pad designs? A7: Via-in-pad designs should be checked for filling, capping, solder wicking and pad flatness. If the via is not properly filled or capped, solder can flow into the hole during reflow. This may reduce solder volume and create weak joints under BGA or QFN packages.
Q8: Does surface finish affect the opening choice? A8: Surface finish does not change the basic formula, but it can affect assembly behavior. ENIG, OSP, HASL and immersion silver have different wetting and flatness characteristics. For fine-pitch PCB or BGA PCB, surface finish, pad design and mask opening should be reviewed together.
Q9: Is negative expansion always risky? A9: No. Negative expansion is useful when the solder mask must define the solderable area, such as some SMD BGA pads. The risk appears when the overlap is too large or poorly aligned. In that case, the mask may reduce solderable copper and affect solder joint reliability.
Q10: What file should be checked before placing a PCB order? A10: Gerber or ODB++ files should be checked before ordering. The review should include copper pads, mask openings, paste openings, vias, BGA areas, fine-pitch components and thermal pads. A DFM review from the PCB factory is useful before tooling, especially for dense layouts.
Q11: Can mask openings affect PCB appearance? A11: Yes. Large openings may expose more copper than expected and make pad areas look uneven. Small openings may create partial pad coverage or inconsistent mask edges. For visible products, solder mask color, pad exposure and surface finish should be checked during sample approval.
Q12: How does the opening affect rework? A12: Proper openings make rework easier because solderable pads are fully exposed and accessible. If mask covers part of the pad, solder wetting becomes harder during repair. If the opening is too large, nearby copper may collect solder and increase bridge risk during manual rework.
Q13: What should a PCB drawing specify for mask control? A13: A PCB drawing can specify solder mask color, IPC class, via tenting, surface finish, special BGA rules, filled via requirements and CAM approval areas. This is useful when the board includes fine-pitch pads, BGA pads or controlled assembly features.
Q14: When should EBest Circuit review solder mask expansion before quotation? A14: EBest Circuit should review it before quotation when the PCB has BGA, QFN, fine-pitch ICs, via-in-pad, dense connectors, high-voltage areas, special solder mask color or batch production requirements. Early DFM review helps confirm manufacturability before cost, lead time and tooling are finalized.
Conclusion
Solder mask expansion is a small setting, but it directly affects PCB solderability, solder mask separation and assembly yield. Standard SMT pads often use 0.05–0.10 mm per side, while fine-pitch pads, BGA pads, vias and thermal pads need local review. A reliable setting should expose the pad, protect nearby copper and match real fabrication capability.
Before production, do not rely only on CAD defaults. Check Gerber files, mask openings, solder mask separation, via strategy, BGA pad type, surface finish and CAM feedback. These checks help prevent solder bridges, weak joints, exposed copper and avoidable rework.
EBest Circuit is a China-based PCB source factory offering custom PCB fabrication, DFM review, CAM confirmation, solder mask process control and global supply. Send your PCB files and requirements to sales@bestpcbs.com for a fast quotation and reliable PCB manufacturing support.
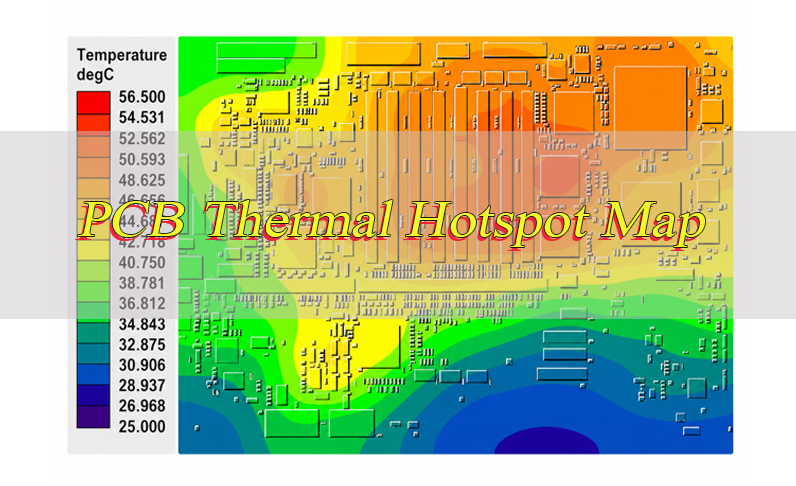
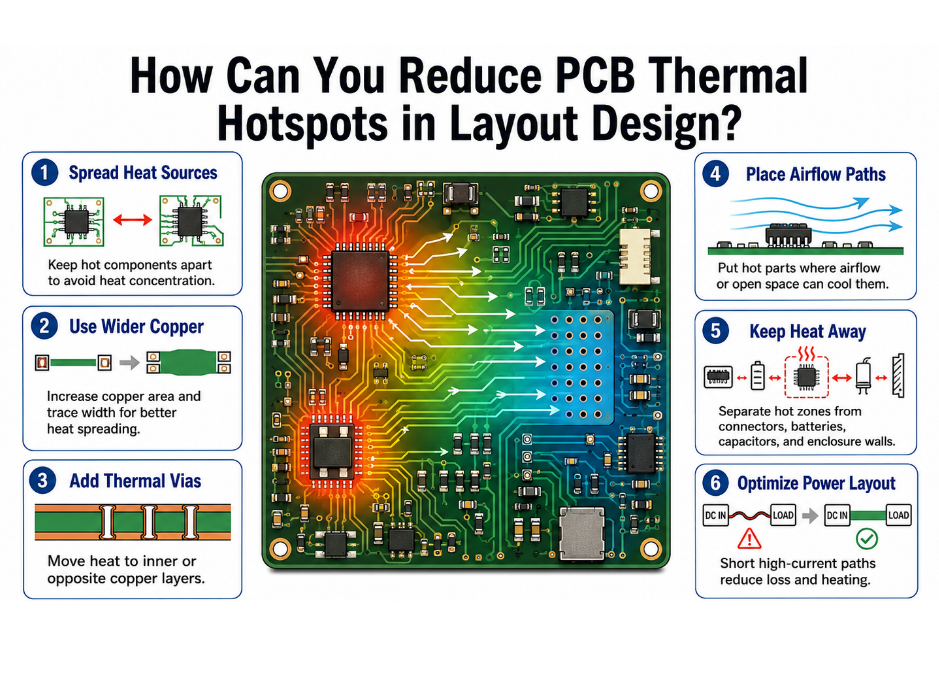
A PCB thermal hotspot map helps show where heat gathers on a PCB and why that area may become risky during operation. It is used to read temperature patterns, locate overheating parts, compare test results, and decide whether the layout, copper area, vias, or material should be changed.
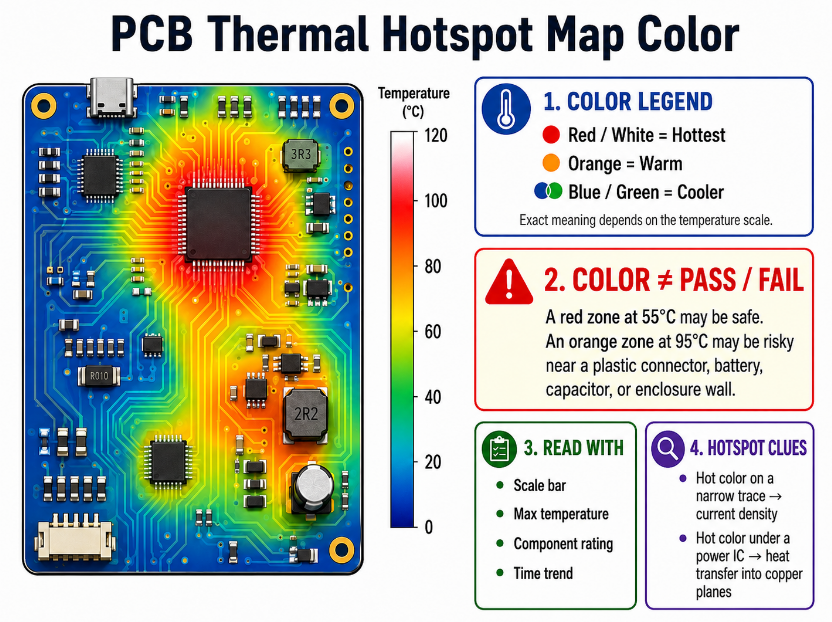
The map should never be judged by color alone. The real value is the link between temperature, load, airflow, stackup, component rating, and PCB design margin. This guide explains how to read, find, and reduce PCB hotspots in a practical way.
What Is a PCB Thermal Hotspot Map?
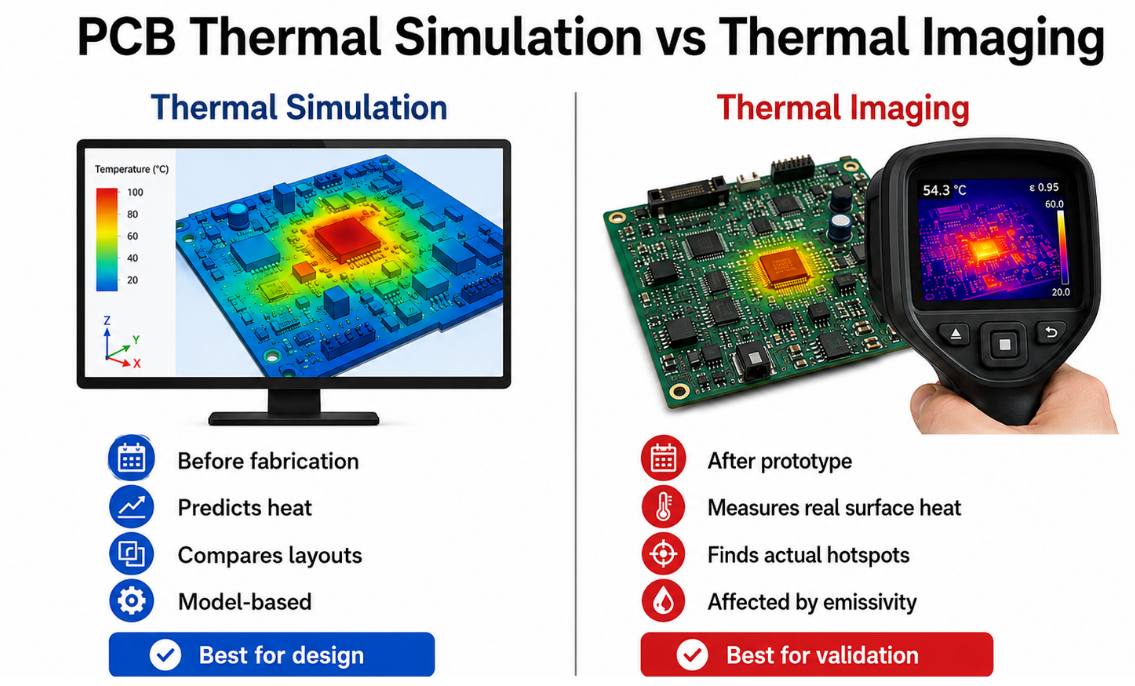
A PCB thermal hotspot map is a visual temperature image that shows where heat is concentrated on a PCB. It may come from infrared thermal imaging, thermal simulation, thermocouples, or a combined test report.
Hot areas usually appear in red, orange, or white, while cooler areas appear in green, blue, or dark tones. However, every map uses its own scale, so the same color can mean different temperatures in different reports.
A useful PCB thermal hotspot map helps identify overheating ICs, high-current traces, weak copper spreading, poor via placement, blocked airflow, or heat trapped inside an enclosure. It turns a hidden thermal risk into visible design evidence.
Why Is a PCB Thermal Hotspot Map Important?
A PCB thermal hotspot map is important because local heat can reduce product life even when the circuit still works electrically. Many PCB failures begin as small heat problems around power devices, connectors, LEDs, resistors, or regulators.
Thermal hotspots may cause solder fatigue, component drift, current loss, insulation stress, brown marks, shutdown, or field failure. In high-power, automotive, medical, industrial, and LED products, one hotspot can also heat nearby sensitive parts.
The PCB thermal hotspot map gives a faster way to compare layout versions before mass production. It helps confirm whether copper area, via arrays, layer design, airflow, and component placement can support actual operating conditions. A safe PCB should pass both electrical and thermal review.
How Is a PCB Thermal Hotspot Map Created?
A PCB thermal hotspot map is created by collecting temperature data from simulation, thermal imaging, or physical sensors under defined operating conditions. The result shows how heat moves across components, traces, copper planes, vias, and the PCB surface.
Step 1: Confirm the working condition. Set the input voltage, current, duty cycle, ambient temperature, airflow, enclosure condition, and test duration. A PCB thermal hotspot map without these conditions cannot reflect actual operating behavior.
Step 2: Prepare the PCB data. For simulation, prepare the PCB stackup, copper thickness, material, component power loss, placement, via structure, and mechanical space. For testing, prepare the real PCB, load setup, power supply, thermal camera, and temperature probes.
Step 3: Run simulation or power the PCB. Thermal simulation predicts heat before fabrication. Physical testing powers the PCB under normal load, peak load, and worst-case operation. The board should run long enough to reach stable temperature.
Step 4: Capture temperature distribution. The map records hot and cool areas across the PCB. Thermal imaging gives fast full-board surface data, while thermocouples confirm selected points such as MOSFETs, regulators, connectors, inductors, and high-current copper paths.
Step 5: Compare the result with design limits. Check the highest temperature, nearby components, material rating, enclosure temperature, and safety margin. A useful PCB thermal hotspot map should support a clear decision: keep the design, improve the layout, change material, or retest.
PCB Thermal Simulation vs Thermal Imaging: What Is the Difference?
A PCB thermal hotspot map from simulation predicts heat before the PCB is built, while thermal imaging measures heat on a real powered PCB. Simulation is better for early layout comparison, and thermal imaging is better for prototype and production validation.
Item
Thermal Simulation
Thermal Imaging
Use Stage
Before fabrication
Prototype or finished PCB
Output
Predicted temperature map
Real surface temperature image
Input
Stackup, copper, power loss, airflow, material
Powered PCB, load, camera, emissivity setting
Strength
Compares layout choices early
Shows actual heating behavior
Weakness
Accuracy depends on input data
May miss heat inside inner layers
Best Use
Copper area, via count, airflow, material comparison
Hotspot confirmation under real load
Accuracy Risk
Wrong power loss or material data
Wrong emissivity, angle, reflection, focus
Hidden Heat
Can estimate internal heat
Mainly reads visible surface heat
Cost Impact
Reduces trial-and-error prototypes
Finds real issues after build
Best Result
Used before prototype
Used after prototype
The best approach is to use both. Simulation helps prevent heat problems early, while thermal imaging proves whether the real PCB matches the expected thermal behavior.
What Data Should You Check Before Reading a PCB Thermal Hotspot Map?
Before reading a PCB thermal hotspot map, check the setup data first, then judge the heat pattern. A red area means little if the load, ambient temperature, airflow, and temperature scale are missing.
Data
What to Check
Why It Matters
Ambient
Room or chamber temperature
Higher ambient reduces thermal margin
Load
Voltage, current, duty cycle
Heat changes with real power loss
Test Time
Time to stable temperature
Short tests may miss slow heat rise
Airflow
Natural, forced, blocked
Cooling changes the map result
Enclosure
Open PCB or closed housing
Housing can trap heat
Scale
Minimum and maximum temperature
Color alone can mislead
Emissivity
Solder mask, metal, shiny surface
Wrong setting changes IR readings
Stackup
Layers, dielectric, copper weight
Controls heat spreading
Copper
Trace width, copper area, planes
Affects resistance and heat path
Vias
Count, size, plating, position
Affects vertical heat transfer
Components
Rating, power loss, spacing
Defines thermal limit
Material
FR-4, metal core, copper base, ceramic
Changes heat conduction
Limit
Case, junction, solder, PCB margin
Defines pass or fail result
Repeatability
Same setup across samples
Confirms stable production behavior
A PCB thermal hotspot map should always be read with its test condition. The same color can mean safe operation in one setup and serious risk in another.
What Do Different Colors Mean on a PCB Thermal Hotspot Map?
Colors on a PCB thermal hotspot map show relative heat zones. Red or white usually marks the hottest area, orange shows warm areas, and blue or green shows cooler areas. The exact meaning depends on the temperature scale.
Do not treat color as a pass or fail result. A red zone at 55°C may be safe for one product, while an orange zone at 95°C may be risky near a plastic connector, battery, capacitor, or enclosure wall.
Read the PCB thermal hotspot map with the scale bar, maximum temperature, nearby component rating, and time trend. If the hot color follows a narrow trace, the issue may be current density. If it stays under a power IC, the issue may be heat transfer into copper planes.
How Do You Read a PCB Thermal Hotspot Map Correctly?
To read a PCB thermal hotspot map correctly, start from the temperature value, then connect the heat pattern with the PCB structure. The hottest color is only the first clue.
Step 1: Read the temperature scale. Check the maximum and minimum temperature on the map. Do not judge the result by red, orange, or blue alone because every map may use a different color range.
Step 2: Locate the highest-temperature area. Find the hottest component, trace, pad, connector, or copper region. Then check whether the heat is concentrated in a small point or spread across a larger area.
Step 3: Compare with component limits. Check the part rating, case temperature, junction temperature, derating rule, and nearby heat-sensitive components. A hotspot is serious when thermal margin is too small.
Step 4: Trace the heat path. Follow how heat moves from the source into copper, vias, planes, enclosure, or airflow. If heat stays in one narrow zone, the layout may have weak copper spreading or poor via transfer.
Step 5: Compare load and time behavior. Check whether the hotspot rises quickly, grows slowly, or stabilizes. A slow increase may point to enclosure heat buildup or insufficient thermal mass.
Step 6: Confirm uncertain readings. Use a thermocouple or sensor to confirm suspicious points, especially on shiny copper, metal surfaces, or small packages. Good reading means matching the map with measurable temperature evidence.
What Temperature Is Considered High on a PCB Heat Map?
A high temperature on a PCB heat map depends on component rating, ambient temperature, material limit, solder reliability, and thermal margin. There is no single safe number for every PCB.
In many commercial products, a PCB surface area above 85°C deserves review, especially near plastic parts, electrolytic capacitors, batteries, displays, or hand-contact areas. For industrial, automotive, or power electronics, the allowed value depends on product class, duty cycle, enclosure, and component derating.
Use this judgment method when the PCB thermal hotspot map shows a high value:
Compare the hotspot with component case or junction limits.
Check long-term operating temperature, not only peak temperature.
Review material Tg and solder joint fatigue risk.
Leave margin for high ambient conditions.
Temperature must be judged by margin, not by color alone.
What Causes Thermal Hotspots on a PCB?
PCB thermal hotspots usually come from high power loss, high current density, weak copper spreading, poor via transfer, crowded placement, or blocked cooling. A PCB thermal hotspot map helps show which factor is most likely causing the problem.
High-current traces Narrow traces create higher resistance and temperature rise. The map may show a thin hot line along the current path, especially near connectors, MOSFETs, fuses, and power input areas.
Power components MOSFETs, regulators, LEDs, current sense resistors, inductors, transformers, battery charging ICs, motor driver ICs, BGA processors, CPUs, FPGAs, and power modules can create local heat when the package cannot transfer heat into copper fast enough.
Small copper area A power pad without enough copper cannot spread heat well. The hotspot may stay under the component instead of spreading outward into planes or wider copper regions.
Poor thermal vias Too few vias, vias placed too far from the heat source, or weak via-to-plane connection can block vertical heat transfer.
Split or broken planes Copper gaps under hot components can interrupt both current return and heat spreading.
Crowded placement Several hot parts placed together can raise local board temperature and reduce cooling space.
Enclosure and airflow limits A PCB may pass open-air testing but fail inside a closed housing because heat has no clear escape path.
Most PCB hotspots are caused by several small design and operating factors working together, not by one single component.
How Do Trace Width, Copper Area and Current Affect PCB Heat?
Trace width, copper area, and current affect PCB heat because current flowing through copper creates power loss, and narrow copper raises resistance. When current is high, a thin trace may become a visible hot line on a PCB thermal hotspot map.
Wider traces reduce current density and help lower temperature rise. Larger copper areas spread heat away from pads, ICs, MOSFETs, connectors, and resistors. Heavier copper can also improve current carrying ability, but it must match spacing, etching, and fabrication limits.
Copper must be connected to a real heat path. A large copper pour with poor connection to vias, planes, or cooling surfaces may have limited effect. For high-current PCB sections, the copper path should be short, wide, continuous, and supported by enough planes or thermal vias.
Useful design checks include:
Avoid narrow neck-down sections in power routes.
Increase trace width near high-current connectors.
Use copper pours around heat sources.
Connect copper to inner or bottom planes.
Keep return paths short and direct.
Use heavier copper only when the process can support it.
Good copper design reduces both electrical resistance and local heat concentration.
How Do Vias and PCB Layers Affect Heat Spreading?
Vias and PCB layers affect heat spreading because heat can move from a hot top-layer component into inner planes, bottom copper, or metal housing through plated vias. This makes the heat path wider and lowers local temperature.
Thermal vias work best when they are placed directly under or near exposed pads. A via array can move heat downward better than one or two isolated vias. However, the vias must connect to enough copper area. If the bottom layer or inner plane is too small, the heat transfer benefit becomes limited.
PCB layers also matter. Inner copper planes can spread heat laterally, while bottom copper can help release heat into airflow or a metal base. A four-layer or multilayer PCB may improve heat spreading only when the planes are continuous and connected to the hot area.
Important checks include:
Place vias close to the heat source.
Use enough via quantity for the heat load.
Connect vias directly to copper planes.
Use filled or capped vias when solder wicking is a risk.
Keep inner copper continuous under hot components.
Balance copper to reduce warpage risk.
Layer count alone does not fix heat. The heat path must be connected, wide, and practical for manufacturing.
How Can You Find PCB Thermal Hotspots During Testing?
To find PCB thermal hotspots during testing, power the PCB under realistic conditions and record temperature until the heat pattern becomes stable. Testing should show how the PCB behaves in actual use, not only during a short bench check.
Set realistic load Use normal load, peak load, and worst-case duty cycle. The PCB thermal hotspot map should reflect actual voltage, current, and power loss.
Control ambient temperature Record room or chamber temperature. A board that passes at 25°C may fail at higher ambient temperature.
Test with airflow conditions Check natural cooling, forced airflow, or blocked airflow according to the final product environment.
Include the enclosure when required If the product works inside a housing, test it inside the housing. Enclosure heat buildup can create a stronger hotspot.
Scan the full PCB first Use thermal imaging to find hot zones around ICs, MOSFETs, LEDs, inductors, connectors, and high-current traces.
Confirm suspicious points Use thermocouples or sensors on critical parts, especially where shiny copper or small packages may affect camera accuracy.
Record time behavior Track whether temperature rises quickly, slowly, or stabilizes. A delayed hotspot is often missed by short testing.
How Can You Reduce PCB Thermal Hotspots in Layout Design?
PCB thermal hotspots can be reduced by lowering heat generation, spreading heat through copper, moving heat through vias, improving airflow, and selecting a suitable material. The fix should match the cause shown on the PCB thermal hotspot map.
Increase copper near heat sources Add copper pours around MOSFETs, regulators, LEDs, and power resistors. Copper spreads heat and reduces local temperature.
Widen high-current traces Wider traces lower resistance and reduce temperature rise in power paths.
Add thermal vias Place via arrays under exposed pads and connect them to inner or bottom copper planes.
Keep planes continuous Avoid copper splits below hot components when possible. Continuous planes spread heat more effectively.
Separate hot and sensitive parts Keep capacitors, batteries, connectors, sensors, and plastic parts away from high-temperature zones.
Use airflow wisely Place hot components where airflow can carry heat away instead of trapping heat behind taller parts.
Improve the heat path to housing Use heat sinks, thermal pads, metal base contact, or copper base structures when the enclosure can help dissipate heat.
Select proper material Use heavy copper PCB, metal core PCB, copper base PCB, or ceramic PCB when standard FR-4 cannot provide enough thermal margin.
The goal is not only a lower peak temperature. The goal is a stable, repeatable, and manufacturable thermal design.
What Common Mistakes Make PCB Hotspots Worse?
PCB hotspots often become worse when the layout blocks heat flow or when the PCB thermal hotspot map is read without checking actual conditions. The solution is to correct the cause, not only cool the visible red area.
Mistake: Judging color without reading the scale Solution: Always check maximum temperature, minimum temperature, ambient temperature, and color range before making a decision.
Mistake: Testing only in open air Solution: Test inside the final enclosure when the product works in a housing.
Mistake: Using too few thermal vias Solution: Add a proper via array close to the exposed pad and connect it to enough copper area.
Mistake: Making power traces too narrow Solution: Widen high-current traces and remove unnecessary neck-down sections.
Mistake: Cutting copper planes under hot parts Solution: Keep copper planes continuous where heat spreading and current return are required.
Mistake: Adding random copper pours Solution: Connect copper to a useful thermal or electrical path instead of leaving isolated copper.
Mistake: Placing heat-sensitive parts near heat sources Solution: Move capacitors, batteries, connectors, and sensors away from hot components.
Mistake: Ignoring thermal camera error Solution: Check emissivity, camera angle, focus, and confirm critical points with contact measurement.
A hotspot becomes easier to solve when the map is connected to layout, material, and test conditions.
How Do You Check Whether a PCB Hotspot Problem Is Fixed?
A PCB hotspot problem is fixed only when the revised PCB thermal hotspot map proves stable temperature under equal or tougher test conditions. The solution must be verified, not assumed.
Compare old and new maps Use the same voltage, current, load, ambient temperature, airflow, enclosure, board position, and test duration.
Check maximum temperature The hottest point should drop or stay within the required margin. A smaller red area alone is not enough.
Review nearby components Capacitors, connectors, batteries, plastic parts, sensors, and ICs near the hotspot must remain within safe limits.
Confirm time stability The temperature should stabilize instead of slowly increasing during long operation.
Check whether new hotspots appear A fix should not move heat into another weak area, trace, connector, or component group.
Validate solder and board reliability Review solder joints, via quality, copper balance, warpage risk, and thermal cycling exposure.
Repeat across samples Test more than one PCB when preparing for mass production. Repeatability confirms that the fix is stable in production, not only on one prototype.
If the revised design passes thermal, electrical, and functional checks under actual conditions, the hotspot issue can be considered controlled.
FAQs About PCB Thermal Hotspot Map
Q1: Can solder mask color affect a thermal image?
A1: Yes. Solder mask color and surface finish can affect infrared readings because different surfaces reflect and emit heat differently. Matte solder mask usually reads more consistently than shiny copper, tin, or gold. For important points, use the correct emissivity setting and confirm the value with a thermocouple or contact sensor.
Q2: Why does shiny copper look cooler or hotter than nearby areas?
A2: Shiny copper can reflect surrounding heat and confuse an infrared camera. The camera may show a false low or false high value depending on angle, reflection, and emissivity. A contact measurement should be used when shiny copper appears near the highest-temperature zone or around high-current paths.
Q3: Should a PCB be tested horizontally or vertically?
A3: The test position should match final product use. Horizontal and vertical positions can change natural airflow, heat rising direction, and enclosure heat buildup. If the final product works vertically, a horizontal bench test may give a different temperature pattern and may hide a real hotspot.
Q4: Can a PCB hotspot cause intermittent failure instead of total failure?
A4: Yes. A hotspot can cause intermittent reset, voltage drift, sensor error, unstable communication, connector heating, or shutdown protection before permanent damage appears. These problems may only show after long operation, high ambient temperature, peak load, or enclosure testing.
Q5: Does a lower component temperature always mean the PCB design is fixed?
A5: No. The component may become cooler while nearby traces, solder joints, vias, or connectors become hotter. The full PCB thermal hotspot map should be checked after any layout change. A real fix reduces total thermal risk instead of moving heat into another weak area.
Q6: Can high temperature change PCB electrical performance?
A6: Yes. Heat can increase copper resistance, shift component values, affect sensor accuracy, reduce regulator efficiency, and change timing or signal behavior in sensitive circuits. Thermal review and electrical testing should be linked when the PCB handles power, precision signals, or long operating time.
Q7: Is one thermal image enough for production approval?
A7: No. One image only shows one moment under one setup. Production approval should include stable-load testing, repeated samples, defined ambient temperature, load record, enclosure condition, and confirmation of critical points. Repeatable results are more reliable than one clean thermal image.
Q8: Can conformal coating change the thermal result?
A8: Yes. Conformal coating can slightly change surface emissivity and heat transfer. It may also make thermal camera readings more consistent on some surfaces, but it can reduce heat release in other cases. If coating is used in the final product, thermal testing should be done after coating.
Q9: What should be included in a thermal test report?
A9: A useful report should include PCB version, test load, ambient temperature, airflow, enclosure condition, test duration, maximum temperature, hotspot location, image scale, measurement method, and pass/fail limit. Without these details, the result is hard to compare or use for production decisions.
Q10: Can a PCB pass at room temperature but fail in summer conditions?
A10: Yes. Higher ambient temperature reduces thermal margin. A board that reaches 75°C at 25°C ambient may run much hotter in a sealed product or hot outdoor environment. Thermal tests should consider the highest expected operating temperature, not only a comfortable room condition.
Q11: Does PCB thickness affect thermal performance?
A11: Yes, but thickness alone does not decide thermal performance. Copper weight, copper plane area, via structure, material type, and heat path are usually more important. A thicker PCB may add thermal mass, but it may not spread heat well if copper and vias are poorly arranged.
Q12: Can assembly quality affect PCB hotspots?
A12: Yes. Poor solder voiding, weak pad wetting, wrong component placement, missing thermal pad contact, or damaged vias can increase local temperature. For power components with exposed pads, solder quality has a direct effect on heat transfer from the package into the PCB.
Conclusion
A PCB thermal hotspot map should lead to a clear production decision, not just a visual check. The most important point is that heat must be judged through temperature value, load, airflow, enclosure, copper path, vias, material, component limits, and long-term stability. When these factors are reviewed together, PCB hotspots become easier to locate, reduce, and verify.
For projects with high current, power modules, LED loads, automotive electronics, industrial control, medical electronics, or enclosed products, thermal review should be completed before mass production. Send Gerber files, stackup, copper thickness, BOM, operating load, enclosure details, and thermal targets to EBest Circuit for PCB quotation and thermal design review. Contact us at sales@bestpcbs.com.
Pin configuration of USB port connectors determines how power, ground, and data signals are assigned inside a USB interface. USB ports are used in chargers, laptops, control boards, industrial devices, and consumer electronics, but a small pin or routing mistake can lead to charging failure, unstable data transfer, or connector reliability issues. This blog explains USB 2.0, USB 3.0, USB-C pin layouts, USB wire color codes, and the key PCB layout and assembly points engineers should check before moving a USB-related board into production.
What Is the Pin Configuration of a USB Port?
The pin configuration of USB port connectors describes how each electrical contact inside a USB connector is assigned. Some pins provide power. Some pins connect to ground. Some pins carry data signals. In newer USB interfaces, extra pins may also support high-speed transmission, plug orientation detection, current identification, and power negotiation.
In simple terms, a USB pin configuration tells you what each pin does and how it should be connected in a cable, device, or PCB. For example, a basic USB 2.0 port normally uses VBUS, D−, D+, and GND. USB 3.0 adds more pins for SuperSpeed data. USB-C uses a more advanced 24-pin structure that supports reversible plugging, higher current capability, and more flexible functions.
For PCB projects, USB pin configuration is not just a drawing. It affects the schematic, connector footprint, PCB routing, ESD protection, soldering strength, inspection method, and final product reliability. A small connector mistake can cause charging failure, unstable data transfer, or a USB port that works only in certain conditions.
That is why engineers and buyers should check the USB pinout, connector datasheet, PCB layout, and assembly requirements before prototype or mass production.
USB Port Pin Configuration Diagram and Basic Pin Functions
Before looking at USB 2.0, USB 3.0, and USB-C separately, it helps to understand the common USB signal names. Different connectors may have different pin counts, but many USB ports share similar electrical functions.
Signal
Basic Function
VBUS
Power
GND
Ground
D+
USB 2.0 data +
D−
USB 2.0 data −
TX+ / TX−
High-speed transmit
RX+ / RX−
High-speed receive
CC1 / CC2
USB-C detection
SBU1 / SBU2
Alternate mode
Shield
EMI support
The most basic USB interface only needs power, ground, and one pair of data lines. More advanced USB ports add extra pairs for higher data speed. USB-C also adds CC pins, which are important for cable orientation and current detection.
For PCB layout, these pins are not equal in difficulty. VBUS and GND mainly need proper current capacity. D+ and D− need clean differential routing. USB 3.0 TX/RX pairs need tighter impedance control. USB-C CC pins need correct connection, even when the port is only used for power input.
A useful way to understand USB pin configuration is this:
Power pins decide whether the device can charge or receive power.
Ground pins provide the return path and signal reference.
Data pins decide whether the device can communicate.
High-speed pins decide whether fast transfer is stable.
Configuration pins decide how USB-C detects the cable and connection.
Shield pins help with mechanical strength and EMI control.
USB 2.0 Pin Configuration
USB 2.0 is still widely used in electronic products because it is simple, stable, and suitable for many basic applications. It is commonly found in charging boards, control boards, debugging interfaces, MCU modules, industrial devices, and low-to-medium-speed data products.
A standard USB 2.0 Type-A or Type-B connector usually has four main pins.
Pin
Signal
Function
Wire Color
1
VBUS
+5V power
Red
2
D−
Data −
White
3
D+
Data +
Green
4
GND
Ground
Black
The D+ and D− pins are used as a differential data pair. They should be routed together on the PCB instead of being treated as two unrelated traces. Clean routing helps improve communication stability and reduce avoidable signal problems.
For USB 2.0 PCB layout, the main points are:
Route D+ and D− as a pair.
Keep the two traces close and similar in length.
Avoid long stubs near the USB connector.
Keep data traces away from noisy power circuits.
Place ESD protection close to the connector.
Confirm the connector footprint before PCB fabrication.
Check the insertion direction and board-edge position.
USB 2.0 is often a practical choice when the product only needs charging, firmware update, basic communication, or debugging. Compared with USB 3.0 and full-featured USB-C designs, it has lower layout complexity and easier assembly control.
Mini USB and Micro USB usually add one more pin, commonly called the ID pin. This pin helps distinguish certain cable or device roles, especially in older portable devices. In many modern designs, Micro USB has been replaced by USB-C, but it is still used in cost-sensitive and legacy products.
USB 3.0 Pin Configuration
USB 3.0 uses more pins than USB 2.0 because it adds extra signal paths for higher-speed data transfer. It keeps the original USB 2.0 contacts for backward compatibility and adds SuperSpeed transmit and receive pairs.
A typical USB 3.0 Type-A pin configuration includes nine pins.
Pin
Signal
Function
1
VBUS
Power
2
D−
USB 2.0 data −
3
D+
USB 2.0 data +
4
GND
Ground
5
SSRX−
Receive −
6
SSRX+
Receive +
7
GND_DRAIN
Signal ground
8
SSTX−
Transmit −
9
SSTX+
Transmit +
The key change is the addition of TX and RX differential pairs. These lines carry high-speed signals and require more careful PCB routing. A board may still charge normally through VBUS and GND, but high-speed data can fail if the SuperSpeed pairs are not routed correctly.
For USB 3.0 PCB projects, layout review should focus on:
Controlled impedance
Short routing path
Length matching within each pair
Stable reference plane
Reduced via count
Clean connector breakout
Separation from switching power circuits
No routing across plane gaps
Proper ESD device selection for high-speed lines
USB 3.0 is a better fit when the product needs faster data transfer, such as data acquisition equipment, external storage devices, high-speed modules, test instruments, cameras, and industrial data interfaces.
However, the PCB stack-up and routing quality must support the signal requirement. If the board layout is not suitable, the connector may look correct, but the final product may still show unstable transfer speed, poor enumeration, or intermittent connection.
USB-C Pin Configuration
USB-C is a compact and reversible connector with 24 pins. It can support power input, power output, USB 2.0 data, USB 3.x data, Power Delivery, and alternate modes depending on the product design.
However, USB-C should not be understood as one fixed function. A USB-C connector can be used in different ways. Some products use it only for 5V power. Some use it for USB 2.0 data. Some use it for high-speed data. Some use it for Power Delivery. Some use it for video or other alternate modes.
The actual function depends on the circuit, controller, cable, connector, and PCB layout.
Pin Group
Main Role
VBUS
Power path
GND
Ground return
D+ / D−
USB 2.0 data
TX / RX
High-speed data
CC1 / CC2
Cable detection
SBU1 / SBU2
Alternate mode
Shield
EMI and strength
The CC pins are one of the most important differences between USB-C and older USB connectors. They help detect cable insertion, plug orientation, and current capability. Even if the USB-C port is used only as a simple power input, the CC pins still need correct resistor configuration.
USB-C design needs closer checking when the product involves:
Reversible plug connection
Higher charging current
USB Power Delivery
USB 3.x high-speed data
DisplayPort or other alternate modes
Compact PCB space
Frequent cable insertion
EMI-sensitive products
High-current VBUS path
A common mistake is treating USB-C like a simple four-pin connector. It can be used in a simple design, but the required pins must still be handled correctly. Leaving CC pins floating or using the wrong resistor value can stop the port from working as expected.
For PCB manufacturing and assembly, USB-C also requires careful attention to footprint accuracy. USB-C connectors often have fine-pitch pins, shell pads, locating posts, and complex soldering requirements. The land pattern should match the selected manufacturer part number, not just a similar-looking connector.
USB Wire Color Code and Pin Mapping
USB wire color code is useful when checking a cable, repairing a simple connection, or wiring a basic USB header. For many USB 2.0 cables, the common color arrangement is red, white, green, and black.
Color
Signal
Meaning
Red
VBUS
+5V
White
D−
Data −
Green
D+
Data +
Black
GND
Ground
This color code is convenient, but it should not be the only verification method. Some low-cost, customized, or non-standard cables may use different colors. For production work, always confirm the actual connection with the connector datasheet, cable specification, schematic, or continuity test.
Use wire color only as a quick reference when:
Checking a basic USB 2.0 cable
Repairing a simple power/data cable
Identifying VBUS and GND
Connecting a USB header during early testing
Comparing cable wiring with a schematic
For USB 3.0 and USB-C cables, the internal structure is more complex. They may include shielded differential pairs, drain wires, CC lines, and additional conductors. In these cases, color alone is not enough. The cable drawing or supplier specification should be checked before assembly or testing.
How to Choose the Right USB Port Pin Layout for a PCB?
Choosing the right USB port pin layout depends on the product function, data speed, power requirement, connector size, and assembly method. The best option is not always the newest connector. It should match the actual product requirement.
Project Need
Suitable Option
Simple 5V input
USB 2.0 or USB-C
Basic data
USB 2.0
Faster data
USB 3.0 or USB-C
Compact product
Micro USB or USB-C
Modern charging port
USB-C
Industrial interface
Type-B, Type-A, or USB-C
High insertion cycles
Strong mechanical connector
For PCB projects, the connector choice should consider both electrical and manufacturing factors.
Important selection questions include:
What current does the USB port need to carry?
Is data transfer required, or only power input?
Does the product need USB 2.0 or high-speed data?
Is USB-C Power Delivery required?
Is the PCB space limited?
Will the connector be mounted on the board edge?
Is the product frequently plugged and unplugged?
Can the selected connector be assembled reliably?
Is the connector available from stable suppliers?
Does the connector footprint match the PCB design rules?
For a simple charging module, a basic USB 2.0 or USB-C power input may be enough. For a high-speed data interface, USB 3.0 or USB-C needs a better PCB stack-up and stricter routing. For small consumer products, USB-C is often preferred because of its size and user-friendly orientation. For industrial equipment, mechanical strength and connector availability may matter more than appearance.
The right USB pin layout should support the product function while remaining practical for PCB fabrication, component sourcing, soldering, inspection, and testing.
How Does USB Port Pin Configuration Affect PCB Layout and Assembly?
USB port pin configuration directly affects PCB layout and assembly quality. A correct schematic is only the first step. The footprint, routing, pad design, soldering process, and inspection method must also match the connector and product function.
Key PCB layout points include:
Connector footprint: Use the exact datasheet land pattern.
D+ and D− routing: Keep the pair close and clean.
USB 3.0 pairs: Control impedance and reduce routing discontinuity.
USB-C CC pins: Apply the correct connection method.
VBUS path: Use enough copper width for the target current.
Ground return: Keep a stable reference path under data traces.
ESD protection: Place protection devices near the USB port.
Shield connection: Follow product EMI and grounding needs.
Board edge design: Check connector position and insertion direction.
Mechanical pads: Reinforce shell tabs and anchor points.
Assembly-related checks are also important:
Confirm the connector part number in the BOM.
Check whether the connector is SMT, through-hole, or hybrid.
Confirm solder paste opening for fine-pitch pins.
Review the connector’s heat tolerance for reflow.
Check whether AOI can inspect the solder joints.
Confirm if manual inspection is needed for shell tabs.
Add functional testing when data transfer must be verified.
Review panelization if connectors are close to the board edge.
Common mistakes include:
Mirrored USB connector footprint
Reversed D+ and D− signals
Wrong USB-C CC resistor design
ESD device placed too far from the port
Weak connector soldering
Poor high-speed routing
Using a similar but mismatched connector
VBUS copper width too narrow
No clear test requirement for USB communication
These problems are easier to correct before production. Once boards are fabricated and assembled, connector-related errors can cause expensive rework or scrap. A careful review before prototype manufacturing can save time and reduce risk.
Need Help With USB Port PCB Manufacturing and Assembly?
Understanding USB port pin configuration is useful, but reliable production also depends on practical PCB manufacturing and assembly control. Connector footprint accuracy, pad design, solder mask opening, board thickness, surface finish, ESD placement, soldering quality, and testing method can all affect the final USB port performance.
EBest Circuit, also known as Best Technology, supports USB-related PCB projects from prototype to batch production. Our support focuses on PCB layout support within manufacturability requirements, PCB fabrication, component sourcing, SMT assembly, connector soldering, inspection, and functional testing according to customer project needs.
For USB port PCB projects, we can help review production-related details such as:
Connector footprint
Pad size
Solder mask opening
Surface finish
Board thickness
Panel design
Assembly direction
BOM and connector part number
Connector soldering feasibility
Inspection and testing requirements
We can support different USB connector board projects, including:
USB charging boards
USB interface modules
Control boards with USB ports
Industrial USB communication boards
Consumer electronics PCBAs
USB Type-A connector boards
Micro USB PCB assemblies
USB 3.0 connector boards
USB-C PCB assemblies
Our service scope is centered on PCB layout support, PCB manufacturing, and PCB assembly. Complete circuit design, product architecture design, firmware development, and system-level electronics design should normally be handled by the customer’s hardware or product design team.
Once your schematic, Gerber files, BOM, pick-and-place file, or assembly drawing is ready, EBest Circuit can help turn the design files into manufacturable PCB and PCBA products. With practical engineering communication and production experience, we help customers reduce avoidable manufacturing issues and move USB PCB projects forward more smoothly. For USB port PCB manufacturing or assembly support, please contact us at sales@bestpcbs.com.
FAQs About USB Port Pin Configuration
How many pins does a USB 2.0 port have?
A standard USB 2.0 Type-A or Type-B port usually has four main pins: VBUS, D−, D+, and GND.
What is the positive pin in a USB port?
VBUS is the positive power pin. In many USB 2.0 cables, it is connected to the red wire and carries +5V.
Which USB pins are used for data?
D+ and D− are used for USB 2.0 data. USB 3.0 adds TX and RX differential pairs for higher-speed transfer.
Are all USB port pinouts the same?
No. USB pinout changes according to connector type and USB generation. USB 2.0, USB 3.0, Micro USB, and USB-C do not use the same full pin structure.
What is the difference between USB pinout and USB pin configuration?
USB pinout usually means the exact pin assignment. USB pin configuration is broader and can include pin position, signal role, connector orientation, PCB footprint, and layout requirements.
Does USB-C always support fast charging?
No. USB-C is a connector type. Fast charging depends on the cable, power source, controller, CC configuration, and power circuit design.
Can USB-C be used only for power?
Yes. USB-C can be used as a power input only, but the CC pins still need the correct resistor configuration for proper detection.
Why does a USB PCB port fail after assembly?
Common causes include wrong connector footprint, reversed signals, weak soldering, poor ESD placement, damaged connector, narrow VBUS trace, or poor data-pair routing.
What files are needed for USB PCB manufacturing and assembly?
Common files include Gerber files, drill files, BOM, pick-and-place file, assembly drawing, connector part number, and testing requirements.
Should USB connectors be tested after assembly?
Yes, if the USB port is used for data or charging performance. Visual inspection can check soldering, but functional testing confirms whether the USB port works as intended.
In summary, the pin configuration of a USB port defines how power, ground, data, high-speed signals, and control pins are arranged inside the connector. USB 2.0 uses a simple four-pin structure. USB 3.0 adds SuperSpeed TX/RX pairs. USB-C uses a 24-pin structure that can support reversible connection, power delivery, high-speed data, and optional alternate modes.
For PCB projects, USB pin configuration should always be checked together with the connector datasheet, schematic, footprint, layout, assembly process, and test plan. A small mistake near the USB connector can lead to charging failure, unstable data transfer, weak soldering, or product reliability problems.
EBest Circuit can support USB port PCB manufacturing and assembly with file review, PCB fabrication, component sourcing, SMT assembly, connector soldering, inspection, and functional testing. With clear design files and production requirements, your USB PCB project can move from prototype to finished PCBA with better manufacturability and fewer avoidable risks. For USB PCB manufacturing or assembly support, pls feel free to contact us at sales@bestpcbs.com.
When people search for cable SNR, they usually want to know whether a coaxial cable signal is clean enough. In simple terms, SNR shows how much useful signal remains above the noise. A higher SNR usually means fewer errors and more stable communication.
For PCB and PCBA customers, the practical focus is not only the SNR number. It is the product-side RF path after the signal enters the board: RF connector, connector-to-PCB transition, 75Ω controlled impedance trace, grounding, and PCBA assembly quality. This article explains cable SNR from the perspective of PCB layout and PCBA manufacturing.
What Is Cable SNR?
Cable SNR means cable signal-to-noise ratio. It compares the useful signal in a coaxial cable system with unwanted noise. The value is measured in dB.
A simple way to understand it is:
Cable SNR = useful signal compared with noise
When SNR is high, the receiver can separate data from noise more easily. When SNR is low, the useful signal is too close to the noise floor. This may lead to packet loss, uncorrectable errors, unstable speed, or connection drops.
In this article, cable SNR refers to the signal quality commonly checked at the coaxial cable input of cable communication equipment. The point is not to discuss the network side in depth. The point is to understand how the product-side RF input path should be kept clean and consistent.
What Is a Good Cable SNR?
A good cable SNR is commonly 30 dB or higher in many cable communication applications. Values in the mid-to-upper 30s usually provide better margin. The final requirement should always follow the customer’s product specification, chipset guide, test requirement, or approved design file.
Cable SNR
General Meaning
Below 25 dB
Poor or unstable
25–30 dB
Marginal
30–35 dB
Acceptable to good
35–40 dB
Good
40 dB+
Strong, if stable
For a PCB or PCBA project, one good prototype reading is not enough. The product should keep stable RF performance after PCB fabrication, connector soldering, shield-can assembly, mechanical stress, and batch production.
What Do SNR, Downstream Power, and Upstream Power Mean?
Cable signal pages often show SNR, downstream power, and upstream power together. These terms are related, but they are not the same.
Item
Simple Meaning
Why It Matters
SNR
Signal cleanliness
Shows signal margin over noise
Downstream power
Signal entering the device
Too high or too low may affect reception
Upstream power
Signal sent back by the device
High value may mean the device is transmitting harder
In simple terms, SNR tells signal quality, while power tells signal level.
A device may receive enough signal power but still have poor SNR if the signal path is noisy. For PCB and PCBA projects, this distinction matters because the product must preserve both signal level and signal cleanliness after the RF signal enters the board.
Why Does Cable SNR Matter to PCB and PCBA Customers?
Cable SNR matters to PCB and PCBA customers because product-side implementation can weaken signal quality. Even when the incoming cable signal is acceptable, the PCB input path may still introduce loss, reflection, poor grounding, or assembly variation.
For a cable communication PCB or PCBA project, customers usually care about these questions:
Can the RF connector be mounted reliably?
Can the connector-to-PCB transition stay clean?
Can the 75Ω impedance path be controlled in production?
Can grounding reduce unnecessary noise coupling?
Can PCBA assembly keep connector quality consistent across batches?
These are the areas a PCB and PCBA manufacturer can support. The manufacturer does not replace RF system design. Its role is to manufacture and assemble the approved design accurately and consistently.
Why Is 75Ω Common in Cable Input Paths?
Many coaxial cable communication systems use a 75Ω environment. This is common in cable TV, CATV, video transmission, and cable input applications. It is different from many WiFi, cellular, and general RF module paths, where 50Ω is more common.
This does not mean every RF path should be 75Ω. It means the impedance should match the system it belongs to.
In cable input applications, the cable is usually not selected like a generic RF test cable. Many cable TV, CATV, and cable input systems use 75Ω coaxial cable, while many RF modules, WiFi devices, and lab instruments use 50Ω coaxial cable. The PCB input path should match the impedance environment defined by the customer’s product design. For this article, the focus is not cable selection, but how the product-side RF connector and PCB input path preserve the approved impedance.
For PCB layout, the key point is not to guess between 50Ω and 75Ω. The correct impedance should follow the customer’s chipset reference design, RF input requirement, connector datasheet, PCB stack-up, and approved layout file.
If the external cable interface is based on 75Ω, the connector-to-PCB transition and PCB input trace usually need to preserve that 75Ω path unless the customer’s design specifies otherwise.
What Is the 75Ω RF Input Path on PCB?
The 75Ω RF input path is the product-side signal route after the cable signal enters the board. It usually starts from the RF connector and continues toward the RF input circuit.
This is the core of the article. Cable SNR is the signal-quality reading. The 75Ω PCB input path is one product-side area that can affect whether the approved hardware performs consistently.
Why Does RF Connector Layout Matter on PCB?
RF connector layout matters because the connector is the bridge between the cable signal and the PCB signal path. Poor execution can create impedance discontinuity, reflection, extra loss, or unstable grounding.
For PCB layout execution, the connector area should follow the customer’s approved files, including the connector datasheet, recommended footprint, PCB stack-up, impedance requirement, and layout guide.
Key points include:
Footprint accuracy Pad size, drill, plating, solder mask opening, and mechanical land pattern should match the approved connector drawing.
Connector-to-trace transition The path from connector pin to RF trace should be short and clean. Avoid unnecessary stubs and sudden geometry changes.
Ground pad placement Ground pads around the connector support shielding and return path continuity.
Ground via placement Ground vias near the connector shell and RF transition can help support a stable return path when placed according to layout requirements.
Shell grounding The connector body should connect reliably to ground.
Mechanical support RF connectors may face pulling, twisting, and repeated plugging. The footprint should support both electrical and mechanical reliability.
This is PCB layout execution, not complete RF design. A PCB layout team should implement the connector area based on customer-approved requirements. It should not claim RF connector launch redesign unless that service is truly provided.
How Does Controlled Impedance Protect Cable SNR?
Controlled impedance helps keep the RF input path predictable. For cable input PCB projects, this often means maintaining a 75Ω signal path from the RF connector toward the input circuit.
The correct impedance should come from the customer’s schematic, chipset reference, connector datasheet, PCB stack-up, or approved layout file.
75Ω controlled impedance depends on:
PCB stack-up
Dielectric thickness
Copper thickness
Trace width
Reference ground plane
Solder mask effect
Etching tolerance
Impedance test coupon
If the stack-up changes, impedance may shift. If etching control is poor, trace width may move out of tolerance. If the reference ground is interrupted, the return path becomes less predictable.
A PCB manufacturer can support this by reviewing the stack-up, calculating impedance with actual production materials, controlling lamination and etching, and providing impedance testing when required.
For the customer, the value is simple: the 75Ω path should not only be correct in the design file. It should remain controlled in production.
How Does Grounding Affect the RF Input Path?
Grounding affects the RF input path because RF signals need a stable return path. Poor grounding can increase reflection, coupling, and noise sensitivity.
For PCB layout and PCBA production, the grounding focus should be practical:
Connector shell grounding The connector body should have a reliable ground connection.
Reference plane continuity The RF trace should not cross unnecessary ground cuts, slots, or broken reference planes.
Ground via stitching Ground vias near the RF connector and input path can help maintain a cleaner return path when used according to layout requirements.
Shield-can ground pads If the design uses a shield can, its ground pads should be placed and soldered correctly.
Return path control The RF signal and its return path should stay close and predictable.
Grounding cannot solve every cable SNR problem. If the incoming cable line is noisy, PCB grounding alone cannot fix it. But poor grounding can make a good design perform worse than expected.
How Does PCBA Assembly Affect RF Connector Reliability?
PCBA assembly quality strongly affects RF connector reliability. For RF and coaxial interfaces, soldering quality, alignment, grounding, and mechanical strength all matter.
Key assembly points include:
Connector alignment F-type, SMA, SMB, MCX, board-edge, or custom RF connectors should be placed accurately.
Solder wetting Connector ground pads, center pins, and mechanical tabs should have proper solder wetting.
Ground pad soldering RF connector ground pads are part of the shielding and return path. Weak soldering may reduce stability.
Mechanical anchor strength Cable connectors may face pulling, twisting, and repeated plugging. Anchor points must be reliable.
Shield-can soldering Lifted edges, solder gaps, or excessive solder can affect shielding and consistency.
Inspection Visual inspection, AOI, and X-ray when needed can help identify placement shift, solder defects, hidden joints, and connector issues.
Functional test support If the customer provides test firmware, fixtures, RF test method, or acceptance criteria, the PCBA factory can support defined production testing.
For communication products, one working prototype does not guarantee mass-production stability. Customers need repeatable soldering, controlled process parameters, consistent connector handling, and traceable inspection records.
FAQs About Cable SNR
Q1: What is a good cable SNR?
A good cable SNR is commonly 30 dB or higher in many cable communication applications. Mid-to-upper 30s usually provide better stability.
Q2: Is 29 dB SNR good?
29 dB is usually marginal. It may work, but the margin is limited. If noise rises or the signal path fluctuates, errors or unstable speed may appear.
Q3: Is cable SNR the same as downstream power?
No. Cable SNR measures signal quality compared with noise. Downstream power measures the signal level entering the device.
Q4: What does upstream power mean?
Upstream power is the signal level the device sends back to the network. If it is high, the device may be working harder to transmit.
Q5: Can PCB layout affect cable SNR?
PCB layout can affect the product-side RF path through connector transition, 75Ω impedance control, grounding, and return path continuity. It cannot control the external cable network.
Q6: Can PCBA quality affect RF connector performance?
Yes. Connector soldering, ground pad quality, shield-can soldering, inspection, and functional testing can affect production consistency and RF connector reliability.
In conclusion, cable SNR shows how clean a cable signal is compared with noise. For many cable input applications, 30 dB or higher is a practical baseline.
For PCB and PCBA customers, the main concern is the 75Ω RF input path. RF connector layout, controlled impedance, grounding, and connector assembly quality can all affect whether the approved design performs consistently in production.
If you are developing a cable input PCB or RF connector PCBA project, you are welcome to send your schematic, BOM, Gerber files, stack-up, impedance requirements, connector datasheets, and assembly drawings to sales@bestpcbs.com. Best Technology will review them carefully and help evaluate a suitable PCB manufacturing and turnkey PCBA assembly approach.
When people search for what is a good SNR for WiFi, they usually want a clear number. Is 15 dB enough? Is 20 dB good? Is 30 dB ideal? In simple terms, WiFi works better when the useful signal is much stronger than the surrounding noise. That is why signal bars alone are not enough. A device may show strong signal strength, but if the noise floor is high, the real connection can still be slow, unstable, or easy to drop.
For wireless products, WiFi SNR is also related to how the device is built. PCB layout, RF trace routing, grounding, antenna keep-out handling, controlled impedance, power noise control, SMT assembly, RF connector soldering, and shield-can assembly can all affect final performance. This article explains WiFi SNR in a practical way and focuses on what a PCB and PCBA manufacturer can support. If you are developing a WiFi PCB or PCBA project, you are welcome to send your files and requirements to sales@bestpcbs.com for a careful review.
What Does SNR Stand for in WiFi?
SNR stands for signal-to-noise ratio. In WiFi, it shows the difference between the useful wireless signal and the surrounding noise. It is usually measured in decibels, written as dB.
A simple way to understand it is:
SNR = Signal Strength – Noise Floor
SNR is not the same as signal strength. Full signal bars do not always mean a high SNR.
For example:
Signal Strength
Noise Floor
SNR
WiFi Quality
-65 dBm
-90 dBm
25 dB
Good
-65 dBm
-80 dBm
15 dB
Weaker
In both cases, the WiFi signal strength is the same: -65 dBm. The real difference is the noise floor. When the surrounding noise rises from -90 dBm to -80 dBm, the SNR drops from 25 dB to 15 dB.
This is why a device can be close to the router but still have a poor WiFi experience. Nearby WiFi networks, Bluetooth devices, microwave ovens, switching power supplies, motors, displays, and other noise sources can raise the noise floor. When that happens, RSSI or signal bars may still look good, but the actual connection can become slow or unstable.
So, when evaluating WiFi quality, do not only look at RSSI or signal bars. SNR gives a clearer view of how clean the WiFi signal is compared with the surrounding noise.
For wireless products, this matters because the end user does not care whether the problem comes from the router, enclosure, PCB layout, power noise, antenna position, or PCBA process. They only notice unstable connection, slower response, packet loss, or shorter range.
What Is a Good SNR for WiFi?
A good SNR for WiFi is usually around 20 dB or higher for normal data communication. For better stability, 25–30 dB is a stronger target range. If the SNR is above 30 dB, the WiFi connection usually has a comfortable margin over noise.
In practical terms:
SNR Rating
General Meaning
Below 10 dB
Poor
10–15 dB
Weak
15–20 dB
Fair
20–25 dB
Good
25–30 dB
Very good
30 dB+
Excellent
So, what is a good signal to noise ratio for WiFi? For many wireless products, 20 dB or higher is a useful baseline. For products that need better reliability, such as WiFi cameras, IoT gateways, smart control devices, medical monitoring products, and industrial terminals, a higher SNR is preferred.
However, there is no single ideal SNR for every product. A battery-powered sensor, a smart plug, a WiFi camera, and an industrial gateway do not have the same communication load or installation environment.
A simple sensor may only send small data packets. A WiFi camera needs more stable bandwidth. An industrial gateway may need reliable communication in a noisy electrical environment. That is why the ideal SNR depends on the product application, wireless module, antenna type, enclosure, power system, and final test environment.
For PCB and PCBA projects, the target should come from the customer’s product requirement, wireless module datasheet, RF test plan, and application environment. The PCB layout and manufacturing team can then support the project by following the approved stack-up, impedance requirement, grounding rule, antenna keep-out rule, and assembly instruction.
What Do Different SNR Values Mean for WiFi Quality?
Different SNR values show how much margin the WiFi signal has over the surrounding noise. The higher the SNR, the easier it is for the receiver to separate useful data from unwanted interference.
WiFi SNR
Quality Level
Practical Meaning
0–10 dB
Poor
Unstable connection
10–15 dB
Weak
Basic connection only
15–20 dB
Fair
Usable, but limited margin
20–25 dB
Good
Suitable for normal WiFi use
25–30 dB
Very Good
Better stability and speed
30 dB+
Excellent
Strong signal margin
For example, SNR 15 may still support basic WiFi communication, but it is not ideal for stable data transmission. It may work in a clean environment, but the margin is limited. If the noise increases, the device moves farther from the router, or the enclosure weakens the antenna performance, the connection may become unstable.
SNR 6 is usually too low. At this level, the useful signal is very close to the noise floor. The device may still connect, but slow speed, packet loss, retransmission, or disconnection can occur.
A high SNR is usually better because the receiver has a cleaner difference between the useful signal and the noise. A high signal-to-noise ratio does not solve every WiFi issue, but it gives the system more room to work.
For wireless product development, the goal is not only to reach a good value in a perfect lab condition. The product should also maintain enough margin after enclosure assembly, component tolerance, PCB production, SMT assembly, and real-world operation.
Why Can WiFi Signal Strength Be Good but SNR Still Poor?
A common misunderstanding is that strong WiFi signal means good WiFi quality. This is not always true. If the signal is strong but the noise is also high, the SNR will still be low.
In other words, a device can show full signal bars but still suffer from slow speed, retransmission, packet loss, or unstable connection.
This happens because WiFi quality depends on both sides of the equation:
Signal strength shows how strong the useful WiFi signal is.
Noise floor shows how much unwanted background noise exists.
SNR shows the gap between them.
If the signal is strong and the noise is low, the SNR is good. If the signal is strong but the noise is also high, the SNR becomes worse.
In real products, noise can come from many places:
Neighboring WiFi networks
Bluetooth devices
Microwave ovens
Switching power supplies
DC-DC converters
High-speed digital circuits
Motors, relays, and power drivers
Displays, cameras, USB circuits, and other modules
Poor grounding or noisy return paths
Bad RF connector contact or weak soldering
Some of these issues are outside the PCB factory’s control. For example, the factory cannot control the customer’s router, building structure, wireless channel, firmware, or final installation environment.
But some issues are related to hardware execution. If noisy circuits are placed too close to the WiFi section, if the RF trace has poor reference grounding, if the antenna area is blocked by copper or metal, or if the RF connector is not soldered well, the wireless module may not perform as expected.
That is why WiFi SNR should not be treated only as a router setting. In embedded wireless devices, PCB layout and PCBA quality can affect whether the wireless module works close to its intended performance.
Which PCB Layout Factors Can Influence WiFi SNR?
PCB layout cannot decide the final WiFi SNR alone. The wireless chip, antenna, firmware, enclosure, access point, distance, and environment also matter. However, poor layout can reduce the performance margin of a WiFi device.
In WiFi PCB layout, the following points need careful control:
RF trace path The RF trace should be short, clean, and routed according to the WiFi module datasheet or customer-provided layout guide. If a 50Ω RF path is required, the trace geometry should match the approved stack-up.
Ground reference RF traces need a stable reference plane. Broken ground, unnecessary slots, or poor ground continuity can disturb the return path and increase noise sensitivity.
Noise source placement DC-DC converters, high-speed signals, motors, relays, displays, and large current loops should be kept away from RF-sensitive areas when the layout allows.
Antenna area The antenna keep-out area should remain clear according to the module or antenna layout guide. Copper, ground, components, and metal structures should not be added into this area unless approved.
Via and shielding support Ground stitching vias and shield-can grounding should follow the customer’s layout requirements. These details help create a cleaner local ground environment around RF sections.
A PCB layout team should not replace RF system design. Its practical role is to execute the layout correctly based on the customer’s schematic, datasheet, stack-up, impedance requirement, antenna guide, and mechanical constraints.
For PCB manufacturing, the production side should also protect the layout intent. Line width, copper thickness, dielectric thickness, registration, solder mask opening, via quality, and surface finish can all affect high-frequency reliability when the design is compact or impedance-sensitive.
Why Does Controlled Impedance Matter in WiFi PCB Layout?
Controlled impedance matters because WiFi RF traces work at high frequencies. At 2.4 GHz, 5 GHz, or 6 GHz, the RF path cannot be treated like an ordinary low-speed signal trace.
Many WiFi modules require a 50Ω single-ended RF trace between the module and the antenna connector, chip antenna, or external antenna path. To achieve this, the PCB layout and PCB fabrication process must work together.
Key factors include:
PCB stack-up
Dielectric thickness
Copper thickness
Trace width
Reference ground plane
Solder mask influence
Impedance tolerance
Test coupon requirement
For PCB manufacturing, controlled impedance is not only a drawing requirement. It must be supported by real production control. If the stack-up changes, the RF trace impedance may also change. If trace width, copper plating, or dielectric thickness are not stable, the final RF performance can shift.
This is where a PCB factory can provide practical value. The factory can review the stack-up, calculate impedance based on actual materials, control etching and lamination, and provide impedance testing when required.
For WiFi PCB projects, the customer should provide clear impedance requirements. If the project uses a WiFi module, the module datasheet or layout guide may already define the RF trace structure. The PCB layout should follow those requirements instead of guessing.
For PCBA projects, controlled impedance is only one part of the whole path. The assembly team should also protect the RF-related areas during SMT, reflow, cleaning, inspection, and handling. RF connectors, WiFi modules, antenna connectors, and shield cans should be assembled with consistent quality.
How Should Antenna Keep-Out Areas Be Handled in PCB Layout?
Antenna keep-out is one of the most important layout details in wireless products. It is also an area where the service boundary must be clear.
A PCB layout team can help implement antenna keep-out rules. But antenna design and RF tuning should be handled by the customer’s RF engineer, module supplier, or antenna specialist.
Many WiFi and Bluetooth modules provide layout instructions for antenna position and keep-out areas. These instructions may define board edge distance, copper clearance, ground clearance, component restriction, and nearby metal limitations.
In PCB layout execution, antenna keep-out usually means:
No copper in the defined keep-out area
No components inside the antenna clearance zone
No high-speed traces crossing the antenna area
No ground pour where the module guide forbids it
No shield can or metal part over the antenna area unless approved
Proper distance from batteries, displays, heat sinks, speakers, and metal enclosure parts
The most common mistake is treating the antenna area like normal empty PCB space. It is not. The antenna area is part of the wireless performance structure.
For PCB and PCBA production, the factory should check that the Gerber files follow the keep-out requirements. During assembly, the production team should also avoid adding labels, metal parts, tall components, or unexpected shielding structures that conflict with the antenna zone.
If the customer uses a certified WiFi module, following the module manufacturer’s layout guide is especially important. Poor placement can reduce range, change radiation behavior, or make the final product fail RF validation.
This does not mean the PCB factory is designing the antenna. It means the factory helps preserve the antenna conditions required by the customer’s approved design.
How Does PCB Grounding Affect WiFi Noise?
PCB grounding affects WiFi noise because RF signals need a clear return path. A clean ground reference helps the RF path behave more predictably. A broken or noisy ground structure can increase coupling, radiation, and signal instability.
In WiFi PCB layout, grounding should focus on these points:
Continuous reference plane RF traces should have a solid ground reference. Avoid routing RF traces over ground gaps, plane splits, or large voids.
Short return path The return current should have a nearby path. A long or interrupted return path can create extra noise and unwanted radiation.
Ground stitching vias Proper via stitching around RF sections, board edges, or shield-can areas can help improve local grounding.
Power noise isolation Switching power circuits should be arranged carefully. Poorly placed DC-DC converters or noisy current loops may affect WiFi module stability.
Shield-can grounding If a shield can is used, its grounding pads should be well connected and properly soldered during PCBA production.
Grounding cannot solve every WiFi problem, but it can reduce avoidable layout-related noise. For wireless products, clean grounding is one of the most important details in PCB layout execution.
Grounding quality also depends on manufacturing and assembly. Via reliability, copper plating, solder mask registration, module pad soldering, connector grounding, and shield-can soldering can all affect the final consistency of the product.
A prototype may work during a quick test, but mass production requires repeatability. If grounding-related solder joints or RF connectors vary from board to board, wireless performance may also vary.
What Types of WiFi PCB and PCBA Products Need Good SNR?
Good SNR is important for many wireless products, especially when the device needs stable data transmission, long working distance, or reliable operation in a noisy environment. For PCB and PCBA projects, this often appears in products that combine WiFi modules, RF traces, antenna areas, power circuits, sensors, and control circuits on a compact board.
Common WiFi PCB and PCBA products include:
IoT control boards Smart controllers, wireless sensors, and connected terminals often use compact PCB layouts. Good grounding, antenna keep-out handling, and stable PCBA assembly help support reliable wireless communication.
Smart home device PCBA Smart switches, smart plugs, gateways, lighting controllers, and home automation products need stable WiFi connection in environments with many nearby wireless devices.
Industrial wireless gateways Industrial gateways, monitoring terminals, and control modules may work near motors, power supplies, relays, and metal enclosures. These products need careful PCB layout and strong manufacturing consistency.
WiFi camera and security device PCBA WiFi cameras, access control devices, and security terminals usually require more stable data transmission. Poor SNR may lead to video delay, dropped connection, or unstable upload.
Medical and monitoring device PCBA Wireless monitoring devices need stable communication and clean assembly quality. In these products, consistent soldering, connector reliability, and functional testing are important.
Consumer electronics with WiFi modules Portable devices, audio products, handheld terminals, and appliance control boards may use built-in WiFi modules. The PCB layout should follow module datasheets, impedance requirements, and antenna clearance rules.
For these products, the PCB type may vary. Some use standard FR4 PCB, while compact wireless devices may need multi-layer PCB, HDI PCB, rigid-flex PCB, or impedance-controlled PCB. The final choice depends on the product size, signal speed, routing density, antenna position, power design, and assembly method.
A PCB/PCBA manufacturer can support these projects by producing the approved PCB stack-up, controlling impedance-sensitive traces, assembling WiFi modules and RF connectors, checking soldering quality, and supporting functional testing based on customer-provided requirements.
How Can PCBA Manufacturing Quality Affect WiFi Device Performance?
PCBA quality can affect WiFi performance because wireless circuits are sensitive to small production defects. A weak solder joint, shifted module, poor connector soldering, or unstable shield-can grounding may cause intermittent wireless problems.
For WiFi PCBA manufacturing, these points should be controlled carefully:
WiFi module soldering WiFi modules may use castellated holes, LGA pads, or fine-pitch SMT pads. Solder wetting, pad alignment, bridging, and voiding should be checked carefully.
RF connector assembly U.FL, IPEX, SMA, and similar RF connectors need clean soldering and proper mechanical strength. A loose or misaligned connector can affect the antenna path.
Shield-can assembly If the design includes a shield can, it should be soldered according to the customer’s drawing. Lifted corners, weak grounding, or excessive solder may reduce shielding performance.
Antenna connector handling Small antenna connectors can be damaged by rough handling. Proper insertion, inspection, and production handling help protect the RF connection.
AOI and X-ray inspection AOI can check placement, polarity, and visible solder quality. X-ray can help inspect hidden joints, bottom-terminated components, and some module packages.
Functional testing support If the customer provides test firmware and test instructions, the PCBA factory can support power-on tests, module communication checks, basic wireless function checks, and other defined production tests.
A good PCB/PCBA partner should focus on repeatable manufacturing quality. The goal is not to promise complete RF tuning, but to make sure the approved design is produced and assembled consistently.
For wireless products, consistency is especially important. One good prototype is not enough. The customer needs stable soldering, controlled process parameters, traceable inspection, and reliable handling across batches.
FAQs About What Is a Good SNR for WiFi
Q1: What is a good SNR rating for WiFi?
A good SNR rating for WiFi is usually 20 dB or higher. For more stable wireless performance, 25–30 dB gives better margin.
Q2: Is SNR 15 good for WiFi?
SNR 15 is usable, but it is not ideal. It may support basic connection, but WiFi performance can become unstable when interference increases.
Q3: Is SNR 6 bad for WiFi?
Yes. SNR 6 is generally poor. The signal is too close to the noise floor, so the device may experience slow speed, packet loss, or disconnection.
Q4: Can PCB layout affect WiFi SNR?
PCB layout can influence WiFi performance by affecting RF trace quality, grounding, noise coupling, antenna keep-out, and power integrity. It does not control the full wireless environment, but poor layout can reduce the available SNR margin.
Q5: Can poor PCBA assembly reduce WiFi performance?
Yes. Poor soldering of WiFi modules, RF connectors, antenna connectors, shield cans, or ground pads can affect wireless stability. Stable SMT assembly, inspection, and functional testing help improve production consistency.
So, what is a good SNR for WiFi? In most cases, 20 dB or higher is a practical baseline, while 25–30 dB gives better stability for many wireless devices. However, WiFi performance is not decided by SNR values alone. PCB layout, grounding, controlled impedance, antenna keep-out handling, and PCBA manufacturing quality can all influence how well the wireless module performs in the final product.
For OEMs developing WiFi devices, IoT controllers, smart home products, industrial gateways, or wireless module assemblies, a reliable PCB and PCBA partner can help turn the approved design into stable production. At Best Technology, we support PCB layout execution, controlled impedance PCB manufacturing, WiFi module PCBA, PCB SMT assembly, shield-can assembly, connector soldering, AOI, X-ray inspection, and functional testing support based on customer-provided requirements.
If you have a WiFi PCB or PCBA project under development, you are welcome to send your schematic, BOM, Gerber files, stack-up, impedance requirements, and assembly instructions to sales@bestpcbs.com. Our team will review the files carefully and help you evaluate the most suitable manufacturing approach.
A right angle PCB usually has two meanings: one refers to a PCB trace that turns at a 90-degree angle, and the other refers to a right angle PCB connector, header, or mount component installed horizontally on the board. In PCB layout, 90-degree traces can be acceptable for simple low-speed circuits, but they are not the best choice for high-speed, RF, clock, or impedance-controlled signals. For safer routing and better design margin, 45-degree, curved, or mitered traces are usually preferred.
If your project involves right angle PCB traces, right angle PCB connectors, RF connectors, or compact mechanical design, Best Technology can provide one-stop support from PCB fabrication to PCBA assembly, including FR4 PCB, high-speed PCB, RF PCB, impedance control PCB, connector assembly, and full board testing. Our engineering team can review Gerber files, BOM, connector footprints, PCB Routing Angle Rules, DFM risks, and assembly feasibility before production to help reduce rework risks in both prototyping and mass production. Send your Gerber files, BOM, connector datasheets, and quantity requirements to sales@bestpcbs.com for engineering review and quotation.
What Does Right Angle PCB Mean?
A right angle PCB usually refers to either a PCB trace with a 90-degree turn or a PCB-mounted component installed at a 90-degree orientation.
Right Angle PCB Trace
A right angle PCB trace is a copper trace that changes direction sharply at 90 degrees. Instead of using two 45-degree bends or a smooth curve, the route turns with a square corner.
This matters because a PCB trace carries current, forms an electromagnetic field, and depends on a clean return path. When the trace shape changes suddenly, its electrical behavior may also change.
Right Angle PCB Connector or Mount
A right angle PCB connector is mounted so the mating direction runs parallel to the PCB surface. It is often used when the product needs a side-entry cable, edge connection, compact enclosure, or horizontal board-to-board connection.
Common examples include:
Right angle PCB connector
Right angle PCB header
Right angle SMA connector
Right angle BNC connector
Right angle PCB terminal
Right angle switch
Right angle potentiometer
Why This Difference Matters
A right angle connector can be a good mechanical choice. A right angle trace may be a layout concern. The connector itself can be designed for 90-degree mounting, but the trace connected to it still needs proper routing, grounding, solder pad design, and manufacturability review.
Term
Meaning
Main Concern
Right angle trace
90-degree copper route
Signal, EMI, impedance
Right angle connector
Side-entry connector
Footprint, soldering
Right angle mount
90-degree component
Clearance, strength
Right angle header
Horizontal pin header
Alignment, mating
For a real PCB project, both layout and assembly details should be checked before production.
Are 90-Degree PCB Traces Bad?
90-degree PCB traces are not automatically bad, but they should be avoided on critical signals. They are usually acceptable in low-speed circuits, but not ideal for high-speed, RF, clock, or controlled-impedance routing.
The old rule “never use right angle traces” is too simple. The real answer depends on the signal type, frequency, edge rate, trace length, stack-up, and manufacturing tolerance.
Right Angle Traces Are Usually Acceptable When:
The signal is low speed.
The trace is short.
The board has no strict impedance requirement.
The design is not RF or microwave.
The circuit is simple control, relay, LED, or low-frequency.
The manufacturer’s design rules allow it.
In these cases, a right angle trace may not cause any measurable issue.
Right Angle Traces Should Be Avoided When:
The trace carries USB, HDMI, PCIe, Ethernet, LVDS, DDR, or MIPI signals.
The route is part of a clock circuit.
The trace requires controlled impedance.
The circuit includes RF or antenna signals.
The trace is near an SMA or BNC connector launch.
The product has strict EMI or reliability requirements.
For these applications, a smoother route is safer.
Manufacturing Tip: A PCB manufacturer can usually fabricate right angle traces. The better question is whether that geometry is suitable for the signal, stack-up, copper thickness, and final application.
Why Do PCB Designers Avoid Right Angle Traces?
Designers avoid right angle traces because sharp corners can create small impedance discontinuities, increase EMI risk, affect signal quality, and reduce layout margin in sensitive circuits.
A single 90-degree corner may not destroy a board. But good PCB design is about reducing avoidable risks before production.
1. Impedance Discontinuity
Controlled impedance depends on trace width, copper thickness, dielectric thickness, dielectric constant, solder mask, and distance to the reference plane. At a right angle corner, the copper area becomes slightly larger than the straight trace section.
This extra copper area can behave like a small capacitive discontinuity. In low-speed circuits, it may not matter. In high-speed or RF circuits, it can affect signal behavior.
2. Signal Reflection
Fast digital signals can behave like transmission-line signals. When they meet a sudden geometry change, part of the signal energy may reflect back.
Possible results include:
Ringing
Overshoot
Undershoot
Timing uncertainty
Lower signal margin
This is more important in high-speed buses, clock lines, and impedance-controlled differential pairs.
3. EMI Risk
A sharp trace corner can disturb the field around the trace. If the return path is also poor, the loop area may increase. A larger loop area can increase radiated noise.
The corner itself is usually not the only EMI cause. Poor grounding, bad return paths, long loops, and connector transitions often matter more. Still, avoiding sharp corners is part of good layout practice.
4. Fabrication Margin
In older PCB manufacturing, sharp inner corners could create acid trap concerns during etching. Modern PCB fabrication has improved, so this issue is less severe today.
However, smoother routing still gives cleaner copper definition and a more professional layout. It also reduces unnecessary questions during DFM review.
Engineering Tip: Do not focus only on the corner. A good PCB manufacturer will also check trace width, spacing, copper balance, via placement, reference plane continuity, and connector footprint accuracy.
When Are Right Angle PCB Traces Acceptable?
Right angle PCB traces are acceptable when the circuit is low speed, the trace is short, the signal is not impedance controlled, and the layout does not involve RF or strict EMI requirements.
A practical design should not treat every 90-degree corner as a failure. Some boards are simple. Some traces are not sensitive. Some design constraints also leave very little routing space.
Acceptable Use Cases
Right angle traces may be acceptable in:
LED control boards
Relay control circuits
Low-speed sensor boards
Simple power control lines
Short GPIO routes
Basic industrial control signals
Non-critical test points
Low-frequency analog sections
In these cases, the performance impact is often very small.
Use More Caution In These Cases
Right angle traces should be reviewed carefully when the design includes:
High-speed digital interfaces
RF circuits
Antenna feeds
Clock traces
Differential pairs
Impedance-controlled routing
Long traces near the board edge
Medical, automotive, aerospace, or industrial reliability needs
These products usually need more predictable routing and stronger design control.
Simple Decision Table
Situation
Right Angle?
Better Choice
Low-speed short trace
Usually OK
45-degree
LED / relay control
Usually OK
45-degree
High-speed trace
Avoid
45-degree
RF / antenna trace
Avoid
Curved
Impedance line
Avoid
Smooth route
Power trace
Depends
Wide copper
Manufacturing Tip: Before production, the real question is not only “Is this right angle trace allowed?” The better question is: Will this routing affect signal performance, manufacturing quality, or long-term reliability?
Right Angle vs 45-Degree vs Curved PCB Traces
For most PCB layouts, two 45-degree bends are better than one 90-degree bend. For RF and high-frequency designs, curved or mitered traces are often preferred.
The best routing style depends on the circuit type.
Trace Style
Best For
Note
90-degree
Low-speed routing
Use only when needed
45-degree
General PCB layout
Best default choice
Curved
RF / antenna
Smoothest transition
Mitered
High frequency
Needs design control
Why 45-Degree Routing Is Common
Two 45-degree bends reduce sudden geometry change. They are easy to route, easy to manufacture, and widely accepted as a clean PCB layout practice.
This is why many CAD tools use 45-degree routing as the standard setting.
When Curved Routing Makes Sense
Curved routing is useful for:
RF traces
Antenna feed lines
Microwave circuits
Precision analog routes
High-frequency connector launch areas
Curved routes provide a smoother field transition and can help maintain more stable impedance behavior.
When Mitered Corners Are Useful
Mitered corners are often used in high-frequency layouts. A miter cuts away part of the right angle corner to reduce excess capacitance.
This can be useful, but it should not be applied randomly. The layout should match the impedance requirement, stack-up, frequency range, and design guidance.
Practical Recommendation: Use 45-degree bends as the default. Use curved or mitered traces for RF and high-frequency areas. Avoid 90-degree routing on sensitive signals unless there is a clear reason.
Where Do Right Angle Traces Matter Most?
Right angle traces matter most in high-speed, RF, clock, impedance-controlled, and EMI-sensitive PCB designs.
In these applications, the copper trace behaves more like a controlled transmission path. Small geometry changes can become more important.
High-Speed Digital Circuits
High-speed interfaces need consistent routing. These may include:
USB
HDMI
PCIe
Ethernet
MIPI
LVDS
DDR memory interfaces
For these signals, trace impedance, pair spacing, length matching, via transitions, and reference plane continuity all matter. A right angle bend may not be the biggest issue, but it adds one more discontinuity.
RF and Antenna Circuits
RF PCB design is more sensitive to geometry. Around an SMA connector right angle PCB area or a BNC connector PCB mount right angle area, the connector launch and nearby trace routing should be carefully controlled.
Important RF checks include:
Controlled impedance trace width
Ground via placement
Smooth connector-to-trace transition
Short RF path
Continuous ground reference
Proper copper clearance
A right angle connector may be mechanically correct. But the RF trace leaving the connector should still be designed with controlled geometry.
Clock Lines
Clock signals affect the timing of the whole circuit. Poor clock routing can increase noise, jitter, and EMI.
For clock traces, designers should:
Keep the path short.
Avoid unnecessary corners.
Maintain a continuous return path.
Keep the trace away from noisy power circuits.
Avoid routing near board edges when possible.
Power Circuits
Power traces are different from high-speed signal traces. Their main concerns are current capacity, voltage drop, copper thickness, heat spreading, and thermal reliability.
For power PCB design, use:
Adequate trace width
Proper copper thickness
Smooth copper pours
Strong via arrays
Correct thermal relief design
Enough electrical clearance
Right Angle PCB Connector vs Right Angle Trace
A right angle PCB connector is a mechanical component choice. A right angle trace is a copper routing shape. They should not be treated as the same design issue.
This distinction matters because many buyers search “right angle PCB” when they actually need connector assembly or PCB-mounted components.
Right Angle PCB Connector
A right angle PCB connector exits from the side of the board. It is commonly used when the product needs compact cable routing, edge connection, or enclosure compatibility.
Common applications include:
Industrial controllers
Communication modules
Power supplies
Automotive electronics
Medical devices
Consumer electronics
Smart home products
Common Right Angle PCB-Mounted Parts
Component
Typical Use
Right angle header
Board connection
Right angle connector
Cable connection
Right angle SMA
RF signal
Right angle BNC
RF / test
Right angle terminal
Power / signal
Right angle switch
User control
Right angle bracket
Support
Assembly Risks to Check
Right angle connectors often need stronger process control than simple SMD parts.
Key risks include:
Incorrect footprint
Poor hole size
Connector tilt
Weak solder joints
Enclosure misalignment
Insufficient support
Wrong orientation
Clearance conflict
Manufacturing Tip: If your project includes right angle PCB connectors, send the connector datasheet and part number with your Gerber and BOM files. This helps the manufacturer check footprint accuracy, assembly direction, soldering process, and mechanical clearance.
Who Needs Right Angle PCB Manufacturing Support?
You may need right angle PCB manufacturing support if your design includes 90-degree traces, right angle connectors, RF connector launches, controlled impedance, or compact mechanical assembly requirements.
Not every PCB project needs deep engineering review. But some boards benefit from manufacturer input before production.
You Should Contact a PCB Manufacturer If You Are:
Unsure whether right angle traces need to be changed
Building a compact product with tight enclosure space
Requiring controlled impedance
Moving from prototype to mass production
Experiencing EMI, signal, or assembly issues
Looking for PCB fabrication and assembly from one supplier
Industries That Often Need This Support
Right angle PCB design and connector assembly may appear in:
Industrial control equipment
Communication devices
RF modules
Medical electronics
Automotive electronics
LED control systems
Power supplies
Consumer electronics
Smart home devices
Test equipment
How Best Technology Can Help
Best Technology supports custom PCB and PCBA projects from prototype to production. For designs involving right angle traces or right angle PCB-mounted components, our engineering team can help review:
Gerber files
PCB stack-up
Controlled impedance needs
Right angle trace locations
RF connector areas
Connector footprints
BOM part numbers
Assembly direction
DFM and DFA risks
Testing requirements
This helps reduce avoidable production problems before fabrication starts.
What Can a PCB Manufacturer Check Before Production?
A PCB manufacturer can check whether your right angle traces, connector footprints, stack-up, impedance requirements, and assembly details are suitable for reliable production.
Knowing the design rule is helpful. Confirming your actual file is better.
Design Checks Before Fabrication
A manufacturer can review:
Trace width and spacing
Right angle trace locations
High-speed routing
Differential pair spacing
Controlled impedance
Reference plane continuity
Via placement
Copper balance
Solder mask clearance
Board edge clearance
Drill size
Surface finish
Connector and Assembly Checks
For right angle PCB connectors and mounts, the review should include:
Connector footprint
Hole size
Pad size
Pin pitch
Connector orientation
Mechanical clearance
Enclosure alignment
Solder joint access
Soldering method
Inspection access
RF and High-Speed Checks
If the PCB includes RF or high-speed signals, the manufacturer may also check:
Impedance stack-up
RF trace width
Ground via stitching
Connector launch
Return path
Layer transition
Board edge distance
Nearby noise sources
What Files Should You Send for a Quote?
To get a faster and more accurate quotation, send:
Gerber files
Drill file
BOM file
Pick-and-place file
PCB stack-up
Board thickness
Copper thickness
Surface finish
Solder mask color
Quantity
Connector datasheets
Testing requirements
Packaging needs
If your design includes right angle PCB traces, right angle PCB connectors, SMA/BNC connectors, or impedance-controlled routing, you can send your files to Best Technology for engineering review and quotation. A short review before production can help prevent layout, assembly, and reliability problems later.
FAQs About Right Angle PCB
Q1: Are right angle PCB traces always wrong? No. Right angle PCB traces can work in many low-speed and non-critical circuits. However, they are usually avoided in high-speed, RF, clock, and impedance-controlled designs.
Q2: Why do PCB designers prefer 45-degree traces? 45-degree traces create a smoother copper transition than 90-degree traces. They are easy to route, easy to fabricate, and better for professional PCB layout quality.
Q3: Can right angle traces cause EMI? They can contribute to EMI in sensitive circuits, especially when the return path is poor or the trace carries fast edges. However, EMI usually comes from several layout factors, not just one corner.
Q4: Do right angle traces matter in low-speed circuits? Usually not much. In simple LED, relay, GPIO, and low-frequency control circuits, the practical effect is often very small.
Q5: Should RF PCB traces use curved routing? Curved or mitered routing is often preferred for RF traces because it helps maintain smoother impedance behavior and avoids abrupt field changes.
Q6: What is a right angle PCB connector? A right angle PCB connector is a connector mounted so the mating direction runs parallel to the board. It is common in compact devices, edge connections, and cable-to-board applications.
Q7: Is a right angle PCB connector the same as a right angle PCB trace? No. A connector is a component and assembly issue. A trace is a copper routing issue. The connector may be right angle, but the trace connected to it should still follow good routing practice.
Q8: Can a PCB manufacturer fabricate right angle traces? Yes. Modern PCB manufacturers can fabricate right angle traces. The more important question is whether those traces are suitable for your circuit and application.
Q9: What should I send for a right angle PCB quote? You should send Gerber files, BOM, pick-and-place file, stack-up requirements, copper thickness, board thickness, quantity, connector part numbers, and any controlled impedance or testing requirements.
Q10: Can Best Technology review my right angle PCB design before production? Yes. Best Technology can review Gerber files, connector footprints, impedance requirements, DFM risks, and assembly details before PCB fabrication and PCBA production.
In conclusion, a right angle PCB is not a simple “good or bad” topic. A 90-degree trace may be acceptable in low-speed circuits, but it is usually not the best choice for high-speed, RF, clock, or controlled-impedance routing. In most PCB layouts, two 45-degree bends are a cleaner and safer default. For RF and high-frequency circuits, curved or mitered routing may offer better performance.
Right angle PCB connectors are a different issue. They are useful for compact products, side-entry cables, edge connections, and enclosure-based electronics. But they require careful footprint checking, soldering control, mechanical clearance review, and assembly planning.
If your project includes right angle PCB traces, right angle PCB connectors, RF connectors, or tight mechanical requirements, Best Technology can support your project from engineering review to PCB fabrication and PCBA assembly. We can also review PCB Routing Angle Rules, including 45-degree and 90-degree routing angles, connector footprints, impedance requirements, and assembly risks before production. Send your Gerber files, BOM, connector datasheets, and quantity requirements to sales@bestpcbs.com for a practical review and quotation.
A PCB ground loop happens when ground current can return through more than one unintended path. It can create noise, EMI, unstable sensor readings, audio hum, communication errors and RF performance loss. The real issue is not that a PCB has ground copper. The issue is that return current flows through a path the designer did not control.
In PCB design, grounding should be planned from the schematic, stack-up, layout, cable connection and final enclosure. A board may look correct in CAD but still fail after cables, chassis, shields or external power supplies are connected. This guide explains how ground loops form on a PCB, what a bad layout looks like, how to test the problem and how to avoid it before production.
What Is a Ground Loop in PCB?
A PCB ground loop is an unwanted closed path that allows ground current to circulate through more than one route. The core problem is uncontrolled return current, not the ground connection itself.
In a simple circuit, current leaves the power source and returns through ground. In a real PCB, the return path is affected by trace position, plane continuity, cable shields, chassis contact, connectors and power loads. When these paths form a loop, noise current may flow through sensitive areas.
This is why a ground loop in PCB design is often linked to analog errors, EMI, RF noise and unstable system behavior. In practical troubleshooting, the question is not only whether all grounds are connected, but whether the return current follows the intended path.
How Do Ground Loops Form on a PCB?
Ground loops form on a PCB when two or more ground paths connect the same reference points at different locations. Once current can return through several routes, voltage difference may appear between ground points.
This often happens when power ground, signal ground, shield ground and chassis ground are connected without a clear strategy. Long ground traces, split planes, multiple cable shields and metal standoffs can also create hidden loops.
In many projects, ground loops in PCB layouts are not obvious during schematic review. They appear after assembly, testing or enclosure installation because the full current path includes the whole product, not only the bare board.
Why Are PCB Ground Loops a Problem for Noise and EMI?
PCB ground loops create noise because every ground path has resistance and inductance. When current flows through that impedance, the ground reference is no longer stable.
For analog circuits, this can shift sensor signals or ADC readings. For digital circuits, it can cause jitter, false triggering, reset problems or communication errors. For switching power circuits, it can increase conducted and radiated EMI.
A large loop can also behave like an antenna. It may receive external electromagnetic noise or radiate switching noise from the PCB. Therefore, a PCB ground loop is both a signal integrity problem and an EMI control problem.
Problem
Cause
Result
Analog noise
Shared ground impedance
Sensor error
EMI failure
Large loop area
Radiation risk
Audio hum
Multiple ground references
50/60 Hz noise
RF instability
Poor return path
Signal loss
Logic error
Ground bounce
False switching
What Are the Common Symptoms of a PCB Ground Loop?
A PCB ground loop often appears as a noise problem that changes when cables, power supplies, probes or the enclosure are connected. The key sign is that the fault is not stable under different grounding conditions.
Common symptoms include:
Analog signal drift: Sensor readings, ADC values or reference voltages move when motors, relays, heaters or switching regulators operate.
Audio hum or low-frequency noise: Audio circuits may show 50/60 Hz hum when external equipment, shields or grounded power supplies are connected.
Random reset or logic error: Microcontrollers, digital ICs or communication modules may reset or misread signals when ground voltage shifts during load changes.
Communication instability: CAN, RS-485, UART, USB, Ethernet or sensor buses may show packet loss, CRC errors or intermittent connection failure.
EMI test failure: A large loop area may radiate switching noise or pick up external interference, causing conducted or radiated EMI issues.
RF sensitivity loss: Wireless modules may lose range, suffer antenna detuning or show poor signal quality when ground current enters the RF area.
Probe-dependent measurement: The waveform may change when an oscilloscope ground clip, PC cable or debug tool is attached.
These symptoms do not prove a PCB ground loop by themselves. However, if the issue changes after modifying a cable, shield, chassis bond or external ground path, the return-current path should be checked first.
What Is a Common Ground Loop PCB Example?
A common ground loop PCB example is a mixed-signal control board that uses one area for sensors and another area for a motor driver. The problem starts when analog return current and high-current load return share the same ground path.
A typical case looks like this:
Project background: The PCB has a temperature sensor, ADC input, microcontroller, motor driver and external power connector.
Wrong layout condition: The sensor ground returns through the same narrow ground trace used by the motor driver current.
What happens during operation: When the motor starts, load current creates voltage drop on the shared ground path.
Observed fault: The ADC value shifts, the temperature reading jumps, or the control system makes wrong decisions.
Why it is a ground loop problem: The ground reference at the sensor is no longer the same as the ground reference at the controller.
Another example is a PCB connected to a PC through USB while also connected to a grounded power adapter. The USB shield, signal ground and power ground may create an external loop. The board may work alone, but noise appears after the USB cable and power adapter are connected together.
A better design separates high-current return paths from sensitive analog return paths, keeps the ground plane continuous, controls the shield connection and reviews the full cable system before production.
What Does a Bad PCB Ground Loop Layout Look Like?
A bad PCB ground loop layout usually has long ground traces, broken planes, uncontrolled ground bridges and sensitive circuits placed in noisy return paths. The layout may still pass netlist checking because the electrical connection exists, but the return path is poor.
Common bad layout signs include:
Ground routed as a thin trace instead of a low-impedance plane
Signal traces crossing ground plane gaps
Switching current returning through analog ground
Split ground planes connected at multiple distant points
Cable shield tied to signal ground without a chassis plan
Test points or connectors creating extra ground routes
A bad example PCB for ground loops often looks electrically connected but performs poorly under real load. During review, engineers should trace both the signal path and the return path, especially around connectors, regulators, motors, relays and analog inputs.
What Is the Difference Between PCB Ground Ring and Ground Loop?
A PCB ground ring is a designed copper structure. A ground loop is an unwanted current path. The main difference is whether the current path is intentional, controlled and useful.
Item
PCB Ground Ring
PCB Ground Loop
Definition
Planned copper ring connected to ground
Unwanted closed ground-current path
Purpose
Shielding, guarding, ESD control or chassis bonding
No design purpose
Current control
Current path is defined by design
Current path is uncontrolled
Typical location
Board edge, RF area, analog input, high-impedance node
Around cables, planes, connectors or chassis
Main benefit
Reduces noise pickup or improves shielding
No benefit in normal design
Main risk
Wrong connection point may carry noisy current
Causes noise, EMI or ground offset
RF impact
Can improve shielding if designed correctly
Can detune antenna or increase RF noise
Analog impact
Can protect sensitive nodes as a guard ring
Can shift sensor or ADC reference
Design rule
Connect with a clear grounding strategy
Remove or control the loop path
Review focus
Tie point, current type, nearby signals
Loop area, shared impedance, external paths
A PCB ground ring is not automatically a problem. It becomes risky when it connects to ground at multiple uncontrolled points or carries return current from noisy circuits. In contrast, a PCB ground loop should be identified and corrected because it creates an unstable reference path.
How Do Ground Planes Affect Ground Loops in PCB Design?
Ground planes help reduce ground impedance and keep return current close to the signal path. A continuous ground plane is usually safer than long routed ground traces.
However, ground planes do not automatically remove every loop risk. Slots, split planes, copper islands, poor via placement and connector gaps can force return current to detour. This increases loop area and EMI risk.
Ground plane loop problems in PCB design often happen when designers split copper without understanding return current. For most multilayer PCB designs, one solid reference plane with smart component placement is more reliable than several small ground islands.
Should You Use Single-Point Grounding or Multi-Point Grounding in PCB Design?
Single-point grounding and multi-point grounding are both valid, but they fit different conditions. The correct choice depends on frequency, current level, circuit sensitivity and system grounding.
Single-point grounding is often useful for low-frequency analog and sensor circuits because it prevents heavy current from flowing through a sensitive reference. The risk is that long return paths may create high impedance at higher frequencies.
Multi-point grounding is common in high-speed digital, RF and chassis-shielded systems. It keeps high-frequency return paths short, but it must be planned carefully. In many modern PCB designs, a solid ground plane with controlled placement is the best practical choice.
Method
Best Use
Risk
Single-point
Low-frequency analog
Long return path
Multi-point
High-speed or RF
Circulating current
Hybrid
Mixed systems
Poor planning
Solid plane
Compact PCB design
Plane cuts
How Should Analog Ground and Digital Ground Be Handled in Mixed-Signal PCB Design?
Analog ground and digital ground should be handled by placement and return-current control, not by random copper splitting. The goal is to keep noisy current away from sensitive analog reference paths.
Practical rules include:
Place analog and digital circuits in clear zones: Keep ADC inputs, sensors, amplifiers and references away from clocks, switching regulators, relays and fast buses.
Use one continuous ground plane when possible: A solid plane usually gives a shorter and lower-impedance return path than separated ground islands.
Do not route signals across ground splits: When a trace crosses a split, its return current must detour, increasing loop area and EMI risk.
Connect split grounds at a controlled point if splitting is required: The connection is often placed near the ADC, DAC or mixed-signal IC reference point.
Keep digital return current out of analog areas: Fast digital traces should stay over the digital section of the reference plane.
Place decoupling close to each IC: The capacitor, power pin and ground connection should form a very small loop.
Separate noisy power circuits physically: Switching regulators, motor drivers and high-current loads should not return through analog sensor ground.
Review the full system connection: Cable shields, chassis ground and external power supplies can defeat a clean mixed-signal layout if they are not planned.
A good mixed-signal layout does not rely on labels such as AGND and DGND alone. It controls where current flows.
How to Avoid Ground Loops in PCB Layout?
To avoid ground loops in PCB layout, define the return path before routing is finished. Every signal, power load, shield and connector should have a predictable ground return route.
Use these layout practices:
Use a continuous ground plane: A solid reference plane reduces impedance and keeps return current close to the signal trace.
Keep high-current loops small: Power input, switching regulator, motor driver and relay current paths should be short and compact.
Avoid broken ground under critical traces: Do not route clocks, RF traces, ADC inputs or high-speed lines over slots, gaps or split planes.
Separate noisy and sensitive circuits: Place switching power, motors and digital buses away from sensors, amplifiers and analog references.
Control cable shield grounding: Decide whether the shield connects to chassis ground, signal ground or both through controlled components.
Use stitching vias correctly: Add ground vias near layer transitions, connector shields, board edges and RF zones to reduce return-path detours.
Avoid isolated copper islands: Floating copper can pick up noise and does not provide a reliable return path.
Review connector pinout early: Poor ground pin placement can force current across the PCB and create large loop areas.
Add useful test points: Ground test points near power input, analog reference, switching power and chassis help later troubleshooting.
Check the layout under real current flow: Do not rely only on net names. Follow the actual path from source to load and back to ground.
These PCB grounding techniques for noise reduction help prevent hidden loops before prototype, EMC testing and mass production.
How Do Connectors, Cables and Chassis Ground Create PCB Ground Loops?
Connectors, cables and chassis ground create PCB ground loops when they add external return paths. Many loop problems do not exist on the bare PCB; they appear after the system is fully connected.
For example, a board may connect to a PC, power adapter, sensor cable and metal enclosure at the same time. Each connection may carry shield, earth or signal ground. If those grounds connect at different points, circulating current may flow.
This is common in industrial control, medical equipment, audio devices, RF modules and long-cable systems. The PCB layout should be reviewed together with cable shielding, connector pinout, chassis bonding and power supply grounding.
How to Test and Identify a Ground Loop Problem in PCB?
Testing should reproduce the real failure condition. A PCB ground loop is often invisible during bare-board checking but visible during system-level operation.
Step 1: Test the PCB in its real setup. Connect the normal power supply, load, communication cable, sensor cable, shield and enclosure. Many ground loop problems only appear after the full system is connected.
Step 2: Observe when the fault appears. Check whether the noise happens during motor start, relay switching, RF transmission, USB connection, charger connection or enclosure contact. This helps narrow down the current path.
Step 3: Measure ground voltage difference. Use a multimeter or oscilloscope to measure voltage between suspected ground points while the system is operating. A changing ground voltage may show shared impedance or loop current.
Step 4: Use proper oscilloscope probing. Use a short ground spring or differential probe when possible. A long oscilloscope ground lead can create another loop and mislead the diagnosis.
Step 5: Disconnect one external path at a time. Temporarily remove a shield, chassis bond, USB cable, sensor cable or external power connection. If the symptom changes, that path may be part of the loop.
Step 6: Compare measurement with the layout. Trace the path from power source to load and back to ground. Check whether sensitive signals share return paths with noisy or high-current circuits.
Step 7: Confirm with a controlled modification. Add a temporary ground jumper, move a shield connection, isolate a cable path or cut an unwanted bridge only for testing. Then verify whether the noise improves.
This process helps identify the real return-current path instead of guessing from the schematic alone.
How to Fix Ground Loop Problems on an Existing PCB?
Fixing an existing PCB should start with measurement, not random copper changes. The correct fix depends on where the unwanted current is flowing.
Step 1: Confirm the loop path. Use measurement and controlled disconnection to identify whether the loop comes from a cable shield, chassis bond, power return, split plane, connector or shared ground trace.
Step 2: Separate noisy return current. Move high-current or switching return paths away from sensors, ADC references and low-level analog circuits. For prototypes, this may involve a jumper or controlled cut. For production, it should become a layout change.
Step 3: Improve the ground connection point. If analog and digital grounds, shield ground or chassis ground connect in the wrong place, move the tie point to a controlled location near the correct reference.
Step 4: Reduce loop area. Shorten power loops, add ground vias near layer transitions, improve decoupling and keep signal and return paths close together.
Step 5: Adjust cable and shield grounding. Change shield termination, chassis bonding or connector grounding if the loop is created outside the PCB. This is common in industrial, RF and audio systems.
Step 6: Add isolation when the system requires it. Use digital isolators, optocouplers, transformers or isolated DC-DC modules when long cables, high voltage or different earth references make direct grounding risky.
Step 7: Verify the fix under final conditions. Retest with the real load, enclosure, cables and operating mode. A fix that works on the bench may fail after the product is assembled.
For mass production, the final correction should be documented in the PCB layout, stack-up notes, assembly instructions and test plan.
How to Eliminate Ground Loop Problems in Antenna PCB Design?
Antenna PCB design requires extra care because the ground structure is part of the RF system. A poor ground loop can detune the antenna, reduce range or increase radiated noise.
Use these design rules:
Keep the RF return path short: The antenna feed and ground return should be compact and low impedance.
Protect the antenna keep-out area: Do not place copper, traces, metal parts or noisy components inside the antenna clearance zone unless required by the antenna design.
Keep switching circuits away from the antenna: DC-DC converters, clocks, relays and high-current traces can couple noise into the RF path.
Use proper ground stitching: Place ground vias around RF transmission lines, connectors and board edges to control return current and shielding.
Control coax shield grounding: For SMA, U.FL, IPEX or other antenna connectors, the shield ground should be close, stable and compatible with the enclosure.
Avoid long chassis-current paths near RF areas: Chassis or shield current should not flow through the antenna ground region.
Match the final enclosure condition: Plastic housing, metal housing, battery position and cable routing can all change antenna performance.
Test after assembly: Measure RF performance after the PCB is installed in the real product, not only on the open bench.
To eliminate ground loop antenna PCB problems, the antenna, ground plane, connector, shield and enclosure should be reviewed as one RF system.
FAQs About PCB Ground Loop
Q1: Can a PCB ground loop happen on a 2-layer PCB? A1:Yes. A 2-layer PCB can have a ground loop when ground copper is broken, return paths are long, or cables create extra ground routes. The risk is higher when high-current loads and sensitive signals share the same return path. Good copper pour, short loops and ground stitching are important on 2-layer boards.
Q2: Does a 4-layer PCB automatically prevent ground loops? A2: No. A 4-layer PCB usually provides a better ground plane, but poor placement, split planes, bad connector grounding or chassis current can still create a loop. Layer count helps only when the return path is designed correctly. A solid ground plane does not replace system-level grounding review.
Q3: Can a PCB ground loop appear only after PCBA assembly? A3:Yes. Bare PCB testing checks continuity and isolation, but it does not test operating current, cable shields, enclosure contact or component behavior. A PCB ground loop often appears only after PCBA assembly and system connection. Functional testing under real load is necessary before mass production.
Q4: Are ground loops only a problem in analog circuits? A4: No. Analog circuits are sensitive, but digital, RF and power circuits can also suffer from ground loop problems. Digital systems may show reset, jitter or communication errors. RF modules may lose antenna performance, while power circuits may create EMI problems through large return-current loops.
Q5: Can differential signals avoid ground loop noise? A5: Differential signals improve noise immunity, but they do not remove the need for a proper return path. USB, CAN, RS-485, Ethernet and LVDS can still suffer from common-mode noise. Shield grounding, reference design and cable routing still need to be checked.
Q6: Should cable shields connect to PCB ground or chassis ground? A6: It depends on the product structure, EMI target and safety requirement. Many designs connect the shield to chassis near the connector and control its connection to signal ground. Directly sending shield current into sensitive PCB ground may create noise, especially in long-cable systems.
Q7: Can a 0-ohm resistor help during grounding debugging? A7: Yes, a 0-ohm resistor can provide a selectable ground tie point during prototype testing. It helps engineers compare grounding options without redesigning the board immediately. However, it should not carry uncontrolled high current or replace a properly planned return path.
Q8: Are ferrite beads a reliable solution for PCB ground loops? A8: Ferrite beads may reduce some high-frequency noise, but they are not a complete ground loop fix. A bead between grounds can also create impedance and ground voltage difference. It should be used only after current path, frequency range and load condition are understood.
Q9: When should isolation be used to solve ground loop problems? A9: Isolation is useful when two systems have different ground references, long cables, high voltage or safety separation requirements. Common options include digital isolators, optocouplers, transformers and isolated DC-DC modules. Isolation adds cost and space, so it should be selected for clear electrical or safety reasons.
Q10: Can PCB test points help find a ground loop? A10: Yes. Proper test points help measure ground voltage difference, ripple and noise at important locations. Useful locations include power input ground, analog reference ground, switching power ground, connector ground and chassis ground. Without test points, debugging may require risky probing or rework.
Q11: What PCB manufacturing issues can worsen grounding reliability? A11: Poor via plating, over-etching, weak copper balance, solder mask misregistration and uncontrolled stack-up can affect grounding quality. Manufacturing cannot fix a bad design, but stable fabrication protects the intended ground path. DFM review and inspection are useful before batch production.
Q12: What should buyers provide for grounding review before production? A12: Buyers should provide schematic files, PCB layout, Gerber files, stack-up requirements, BOM, cable diagram, enclosure drawing and test conditions. Cable and chassis information is especially important because many loops are created outside the PCB. Gerber files alone are not enough for complete review.
Q13: Does copper thickness reduce PCB ground loop risk? A13: Thicker copper can reduce resistance and support higher current, but it does not remove an uncontrolled loop. Copper thickness helps only when the current path is short and correctly placed. For high-current designs, trace width, via count, copper balance and thermal control should be reviewed together.
Q14: What industries should pay more attention to PCB ground loops? A14: Medical devices, industrial control, automotive electronics, RF modules, audio systems, test instruments and sensor equipment should pay close attention. These products often combine weak signals, long cables, metal enclosures and strict EMI requirements. Early grounding review can reduce certification and reliability risks.
Q15: How can EBest PCB support PCB projects with grounding risks? A15: EBest PCB is a China source factory supporting custom PCB fabrication and PCBA assembly for global OEM/ODM projects. We can assist with DFM review, stack-up communication, fabrication inspection, PCBA testing and production risk control. Early review helps reduce noise, EMI and reliability problems before batch production.
Conclusion
A PCB ground loop is a return-current control problem that can affect analog accuracy, EMI performance, RF stability, communication reliability and final product consistency. The best solution is to control the current path early, keep ground impedance low, avoid uncontrolled loops and test the PCB under real system conditions.
EBest Circuit is a China source factory providing custom PCB fabrication, PCBA assembly, DFM review and global supply support for OEM/ODM projects. If your project involves grounding noise, EMI risk, antenna PCB design or mixed-signal PCB production, contact us for technical review and quotation: sales@bestpcbs.com.
This website uses cookies to enhance your experience, remember your preferences, and help us understand how visitors use our site. You can accept all cookies, reject non-essential cookies, or manage your settings.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.