When engineers search how to program a PCB, they usually do not mean programming the bare circuit board itself. A PCB is not programmed directly. What gets programmed is the MCU, IC, EEPROM, memory device, wireless module, camera module, or other programmable component assembled on the PCB.
In real PCBA production, PCB programming usually means loading customer-approved firmware or software into assembled boards, then checking whether the programmed PCBA works according to the customer’s test method. EBest Circuit (Best Technology) supports PCB fabrication, component sourcing based on approved BOM, PCBA assembly, firmware flashing based on customer-provided files, functional testing coordination, packing, and production traceability. If you have a PCB or PCBA project that needs programming support, pls feel free to send your Gerber files, BOM, firmware file, programming instructions, test method, or assembly notes to sales@bestpcbs.com for engineering review before production.
What Does PCB Programming Mean?
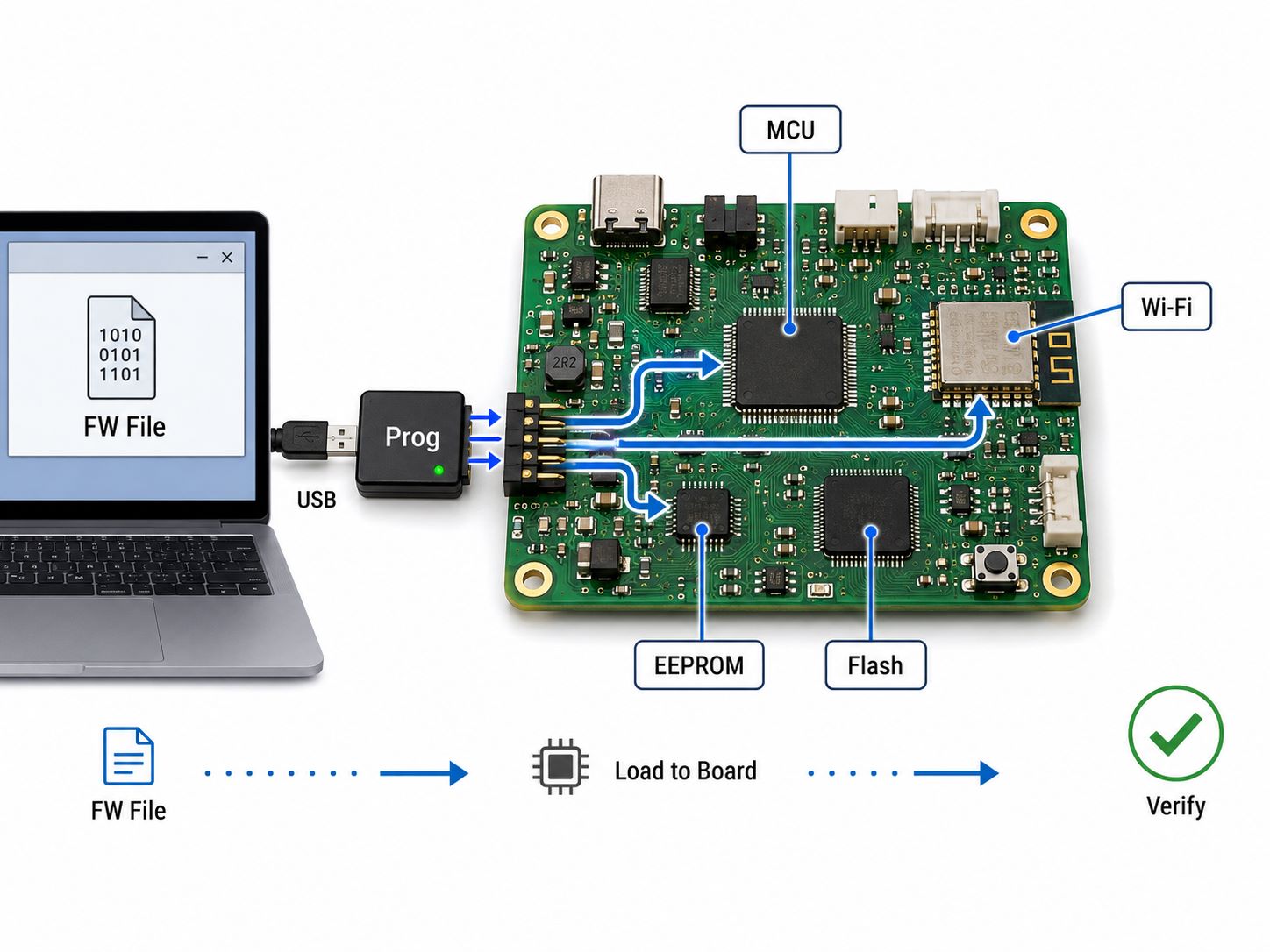
PCB programming means loading software, firmware, bootloader data, configuration files, or memory data into programmable components on a PCB assembly.
Common programmable parts include:
- MCU
- PIC microcontroller
- EEPROM
- Flash memory
- FPGA
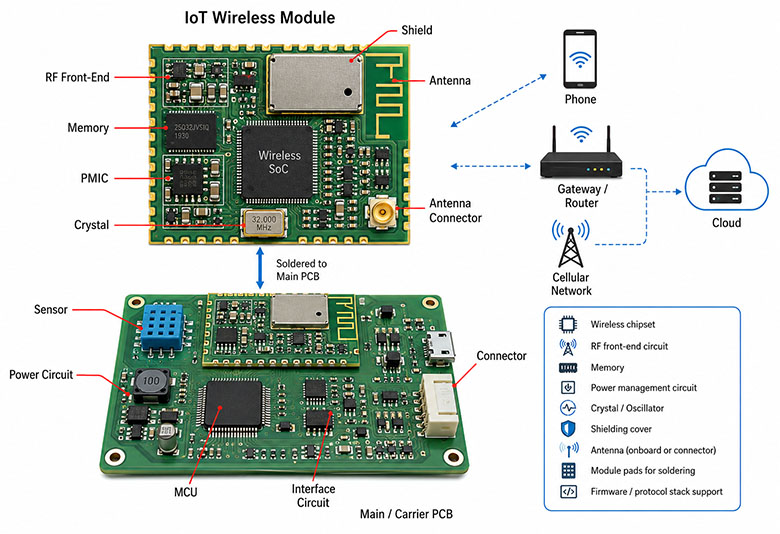
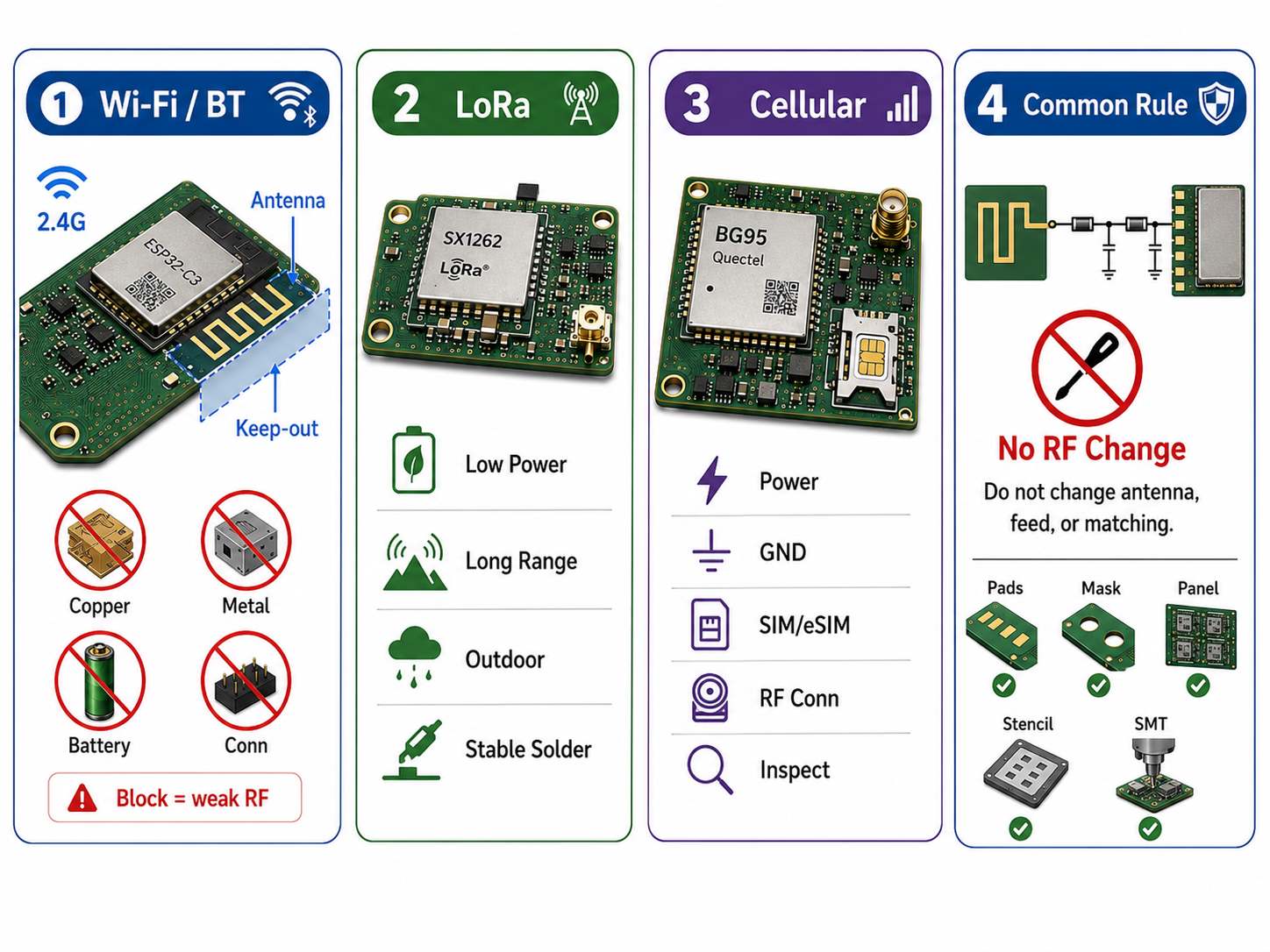
- Wireless module
- Sensor module
- Power management IC
- Camera control IC
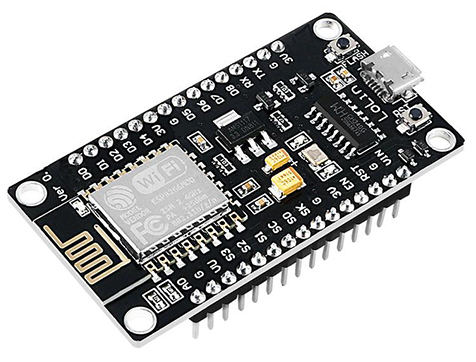
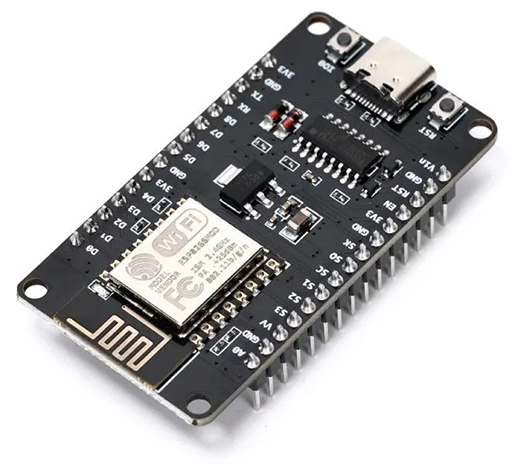
- Bluetooth or Wi-Fi module
The PCB provides the physical circuit, power, signal paths, connectors, test points, and programming interface. The firmware file is usually prepared by the customer’s software or embedded engineering team.
A PCB manufacturer or PCBA assembler may help with programming during production, but that does not mean the factory writes the firmware. The factory loads the approved file, follows the customer’s programming method, and verifies the board according to the approved test procedure.
How to Program a PCB Board During PCBA Assembly
To program a PCB board during PCBA assembly, the process usually starts after SMT assembly and inspection. The board must first be assembled correctly before firmware flashing can be done reliably.
A typical PCBA programming workflow includes:
- PCB fabrication
- Component sourcing based on approved BOM
- SMT assembly
- AOI or visual inspection
- IC or MCU programming
- Programming result check
- Functional testing
- Version record and batch traceability
- Packing and shipment
The programming step may happen through a programming connector, test pads, USB interface, SWD, JTAG, UART, ISP, or a custom fixture. The exact method depends on the customer’s circuit design and programming instructions.
For production, the programming file version must be clearly controlled. If different firmware versions are mixed, the product may pass assembly inspection but fail in the customer’s final system.
How to Program a Custom PCB with Customer Firmware
To program a custom PCB, the customer usually needs to provide the required firmware and production instructions. The PCBA supplier should not guess the firmware version, modify the code, or change the programming method without approval.
For a custom PCB programming project, customers should prepare:
- Gerber or ODB++ files
- BOM
- Pick and place file
- Assembly drawing
- Firmware file
- Programming tool or method
- Programming connector definition
- Test procedure
- Pass/fail criteria
- Firmware version requirement
- Packing and labeling requirements
EBest Circuit can support firmware flashing based on customer-provided files. If the customer requires basic functional testing after programming, the test method should be confirmed before production.
For example, a programmed board may need to power on correctly, show LED status, connect through USB, display a camera image, communicate with a module, read a sensor, or pass a current consumption check. These checks should be defined by the customer and confirmed before mass production.
Can You Program a PCB Board with a Gerber File?
No. A Gerber file cannot program a PCB board.
A Gerber file is used to manufacture the bare PCB. It defines copper layers, solder mask, silkscreen, drill holes, board outline, and other PCB fabrication information. It does not contain firmware, software, or executable code.
A Gerber file can help the PCB factory make the board. To program the assembled board, you also need a firmware file or software file, plus a programming method.
In simple terms:
| File Type | Purpose |
|---|---|
| Gerber / ODB++ | PCB fabrication |
| BOM | Component sourcing |
| Pick and place | SMT assembly |
| Firmware file | IC or MCU programming |
| Test procedure | Functional verification |
This is why PCB programming should be planned together with PCBA assembly. The PCB must include the correct programming connector, test pads, or access points before production.
How to Program a PCB Board with a USB Interface
Some PCB boards can be programmed through USB if the circuit supports it. This may be done through a USB bootloader, USB-to-UART bridge, MCU USB interface, or a customer-defined programming tool.
A USB programming process may include:
- Connect the PCBA to a computer
- Put the board into bootloader or programming mode
- Open the customer-approved programming software
- Select the correct firmware file
- Flash the firmware
- Verify programming success
- Run a basic functional test
For production, USB programming can be convenient, but it still requires clear instructions. The factory needs to know the correct cable, software tool, driver, firmware version, programming sequence, and pass/fail standard.
If USB is also used for product operation, the customer should define whether the test is only for firmware loading or also for communication verification.
How to Program a PIC Microcontroller on a PCB
A PIC microcontroller on a PCB can usually be programmed through an ICSP interface or another customer-defined programming method. The PCB must include the correct access points for programming signals, power, ground, and reset or control lines.
For a PIC microcontroller programming project, the customer should confirm:
- PIC part number
- Programming interface
- Pin definition
- Programming voltage
- Firmware file
- Programmer model
- Programming software
- Verification method
- Functional test requirement
For PCBA production, accessibility matters. If programming pads are too small, blocked by components, or difficult to contact with a fixture, programming may become slow or unreliable. This should be reviewed before mass production.
EBest Circuit can support the assembly and programming process according to customer-provided files and instructions, but firmware development and code debugging should remain with the customer’s embedded software team.
Programming Connectors, Test Points, and PCBA Fixtures
Programming access should be considered before PCB fabrication. If the board has no accessible connector or test pads, programming after assembly may become difficult.
Common programming access methods include:
- Pin header
- Tag-Connect style pads
- Test pads
- USB port
- SWD connector
- JTAG connector
- UART pads
- Bed-of-nails fixture
- Custom PCBA test fixture
For prototype builds, engineers may use a connector or manual cable. For larger production, a fixture is often better because it improves speed, consistency, and operator efficiency.
A well-designed PCBA programming setup should ensure uninterrupted contact, minimize manual handling, protect the board from mechanical damage, and provide clear programming results.
PCB Programming Checks Before Mass Production
Before mass production, PCB programming should be verified with a small pilot run. This helps catch problems before a large batch is assembled.
Important checks include:
- Is the firmware version correct?
- Is the programming interface accessible?
- Does the programming tool work consistently?
- Is the programming time acceptable?
- Is the pass/fail result clear?
- Can the board be tested after programming?
- Are labels or QR codes needed for traceability?
- Is the customer’s test procedure complete?
- Are failed boards handled correctly?
- Is the packing method suitable after testing?
For programmed PCBA products, traceability is important. The production team should know which firmware version was loaded, which batch was programmed, which test method was used, and whether the product passed inspection.
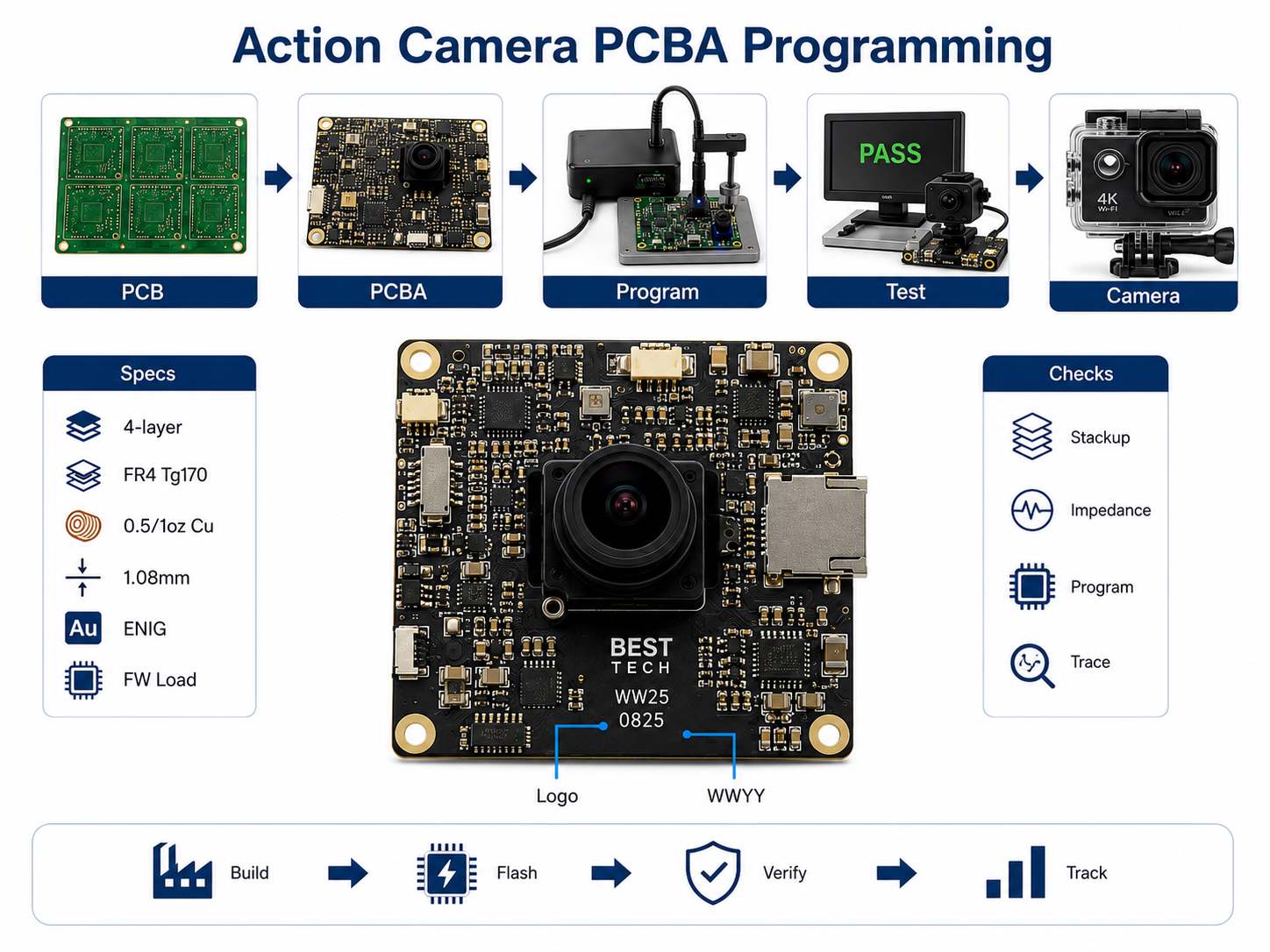
PCB Programming Case Study for an Action Camera PCBA
A European customer needed PCB and PCBA support for an action camera project. The customer had already prepared the camera firmware and product requirements. EBest Circuit’s role was to manufacture the PCB, support assembly, load the customer-provided software, and help verify the board according to the approved test instructions.
Project requirements
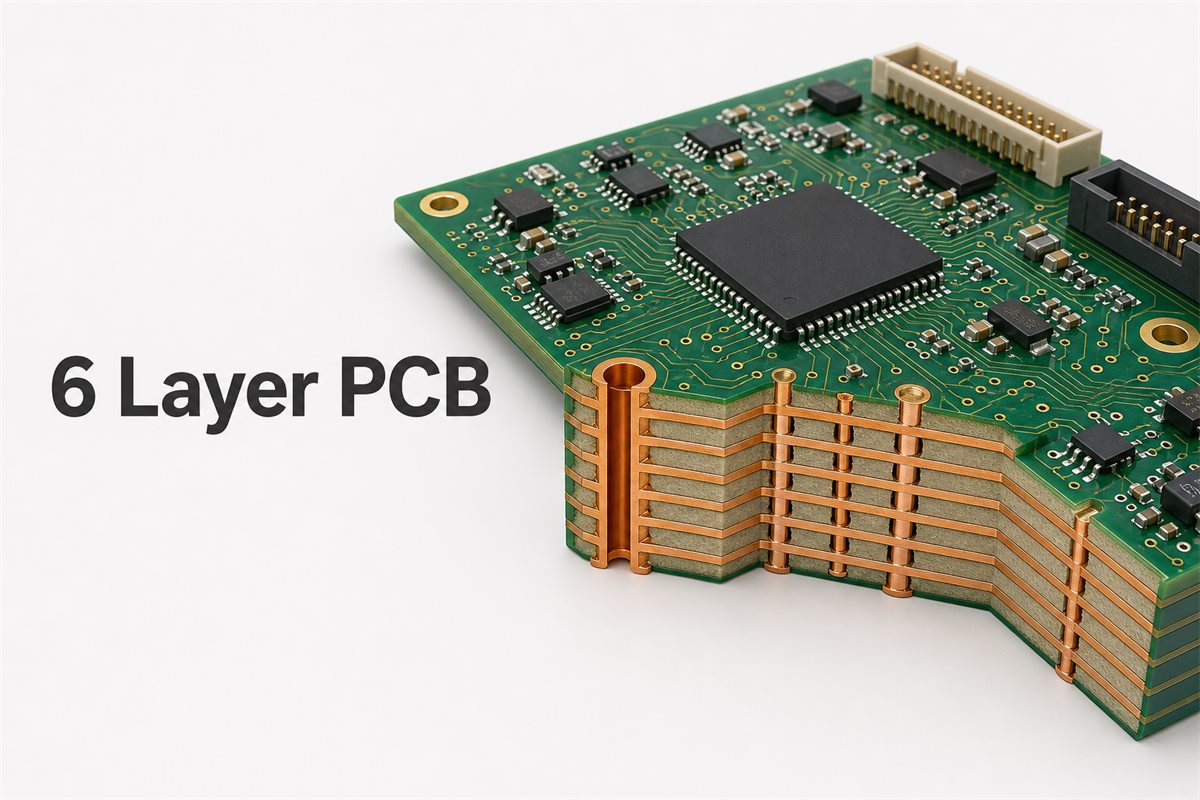
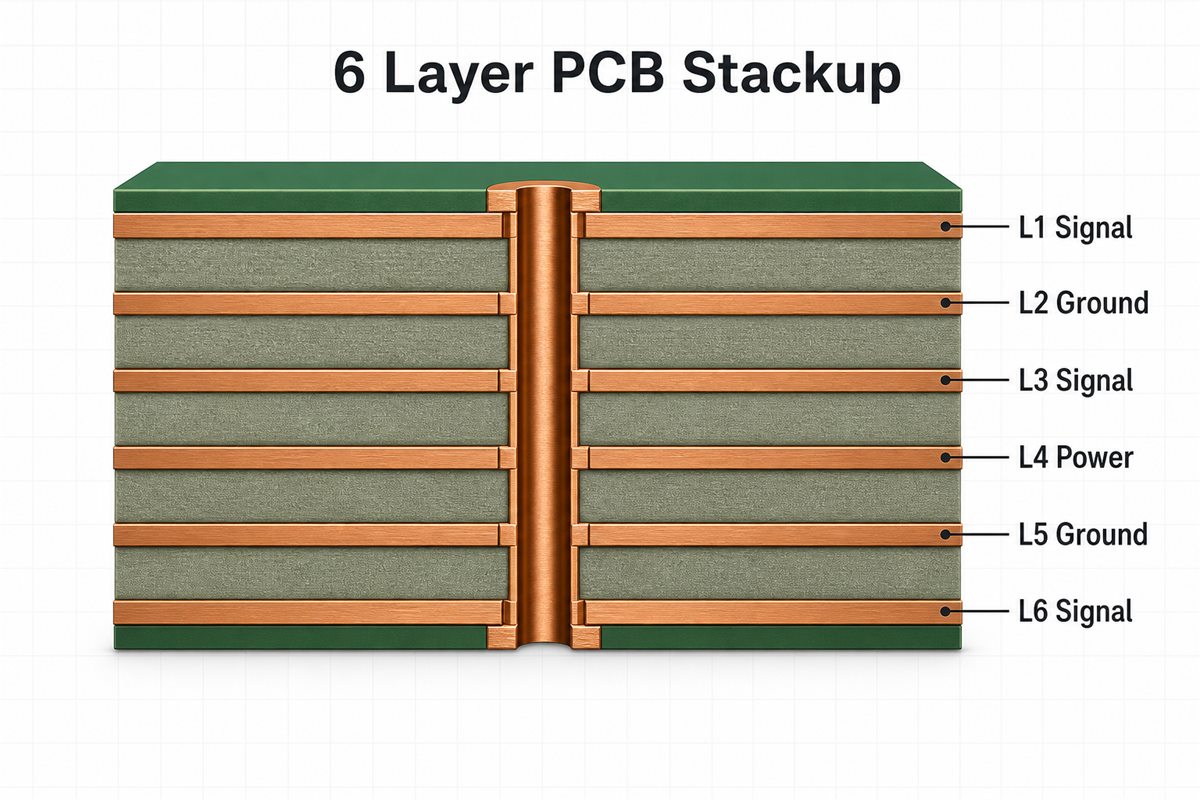
- FR4 4 layer PCB
- FR4 Tg170
- Inner copper: 0.5oz
- Outer finished copper: 1oz
- Board thickness: 1.08mm ±10%
- Green solder mask, white silkscreen
- ENIG, Au 1u”
- Controlled impedance requirement
- EBest Circuit logo on board
- Production date code in WWYY format
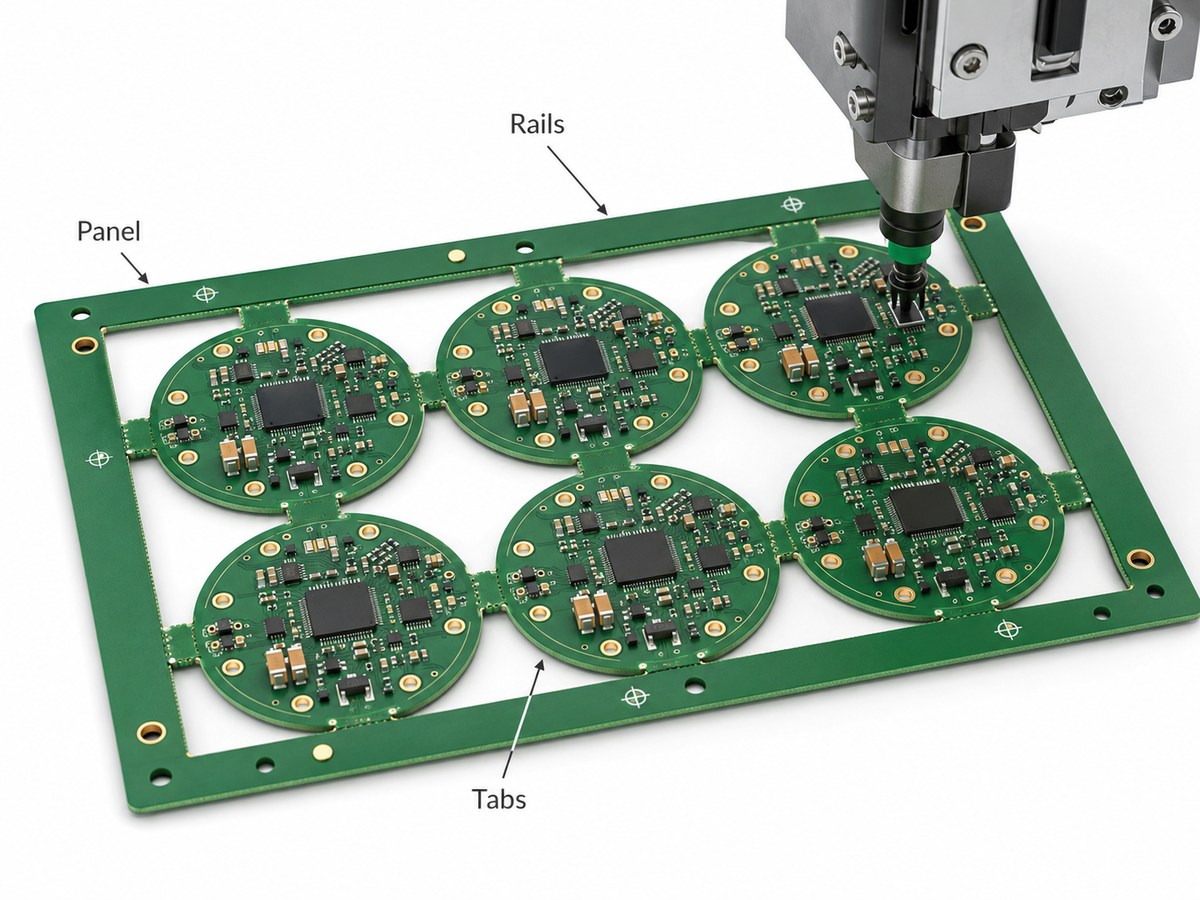
- Suggested panel size: 128.75mm × 77.148mm / 5 pcs
- Customer-provided firmware for action camera PCBA programming
Why this project needed careful control
The first checkpoint was the PCB structure. An action camera board usually has compact component placement, camera-related signal paths, power circuits, storage interface, connectors, and sometimes high-speed or impedance-sensitive lines. The 4-layer stackup, copper thickness, board thickness, and impedance requirement needed to be reviewed before production.
The second checkpoint was programming preparation. The customer needed the correct software loaded after assembly. That meant the firmware version, programming method, programming interface, and post-programming test steps had to be clear before production started.
The third checkpoint was production traceability. The customer required the EBest Circuit logo and WWYY production cycle marking, which helped identify the production batch. For programmed PCBA products, this is useful because the PCB batch, assembly batch, and firmware version should not become disconnected.
EBest Circuit’s support
- Reviewed Gerber, BOM, stackup, impedance notes, and panel information
- Confirmed FR4 Tg170, copper thickness, ENIG, solder mask, silkscreen, logo, and date code
- Supported PCB fabrication and PCBA assembly in one workflow
- Loaded customer-provided firmware according to customer instructions
- Coordinated functional testing after programming
- Checked programming result, assembly quality, and board cleanliness
- Supported batch traceability for production control
For the customer, the value was not software development. The value was production execution. EBest Circuit helped connect PCB fabrication, PCBA assembly, customer-provided firmware flashing, functional testing, and batch marking in one controlled process. This reduced the risk of wrong firmware version, unclear test steps, or production handoff mistakes.
Why Choose EBest Circuit for PCB Programming Support in PCBA?
EBest Circuit is suitable for customers who need PCB manufacturing, PCBA assembly, and production programming support based on customer-approved firmware files.
Customers choose EBest Circuit because we can support:
- PCB fabrication
- Component sourcing based on approved BOM
- SMT assembly
- Connector assembly
- DFM review before production
- IC or MCU programming based on customer files
- Functional testing coordination
- Prototype and small-batch production
- Batch marking and production traceability
- One-stop PCB + sourcing + assembly service
For PCB programming projects, EBest Circuit focuses on production reliability. We help confirm files, interfaces, version requirements, test methods, and packing notes before production starts.
If you have a PCBA project that needs programming support, pls feel free to send your Gerber files, ODB++ files, BOM, firmware file, programming instructions, test method, or assembly notes to sales@bestpcbs.com. Our engineering team can help review the PCB and PCBA manufacturing path before production.
PCB Programming FAQs
1. Can a PCB be programmed directly?
No. A bare PCB cannot be programmed directly. The programmable parts on the PCB, such as MCU, IC, EEPROM, FPGA, or module, are programmed after assembly.
2. What do I need to program a PCB board?
You need the assembled PCB, firmware file, programming interface, programming tool, power supply method, and a clear test procedure.
3. Can a Gerber file be used to program a PCB?
No. A Gerber file is for PCB fabrication. Programming requires a firmware file or software file plus a programming method.
4. Can EBest Circuit write firmware for my PCB?
EBest Circuit mainly supports PCB manufacturing, component sourcing, PCBA assembly, firmware flashing based on customer-provided files, inspection, and testing coordination. Firmware development should be handled by the customer’s software team.
5. Can PCB programming be done during mass production?
Yes. PCB programming can be done during PCBA production if the programming interface, firmware file, test method, and version control process are confirmed before production.
Need help with PCB programming during PCBA production? Pls feel free to send your Gerber files, BOM, firmware file, programming instructions, test method, or assembly requirements to sales@bestpcbs.com. EBest Circuit can help review the manufacturing, assembly, programming, and testing path before production starts.