Soldering flux vs soldering paste is a common question in electronics soldering and PCB assembly. The two materials look related, but they do different jobs.
Flux helps solder flow. It removes oxidation and improves wetting.
Soldering paste, also called solder paste, contains solder alloy powder and flux. It can form solder joints during reflow.
So the simple answer is this: flux helps solder work better, while solder paste provides the solder metal and flux together.
This guide explains the difference, when to use each one, and how to avoid common soldering mistakes.
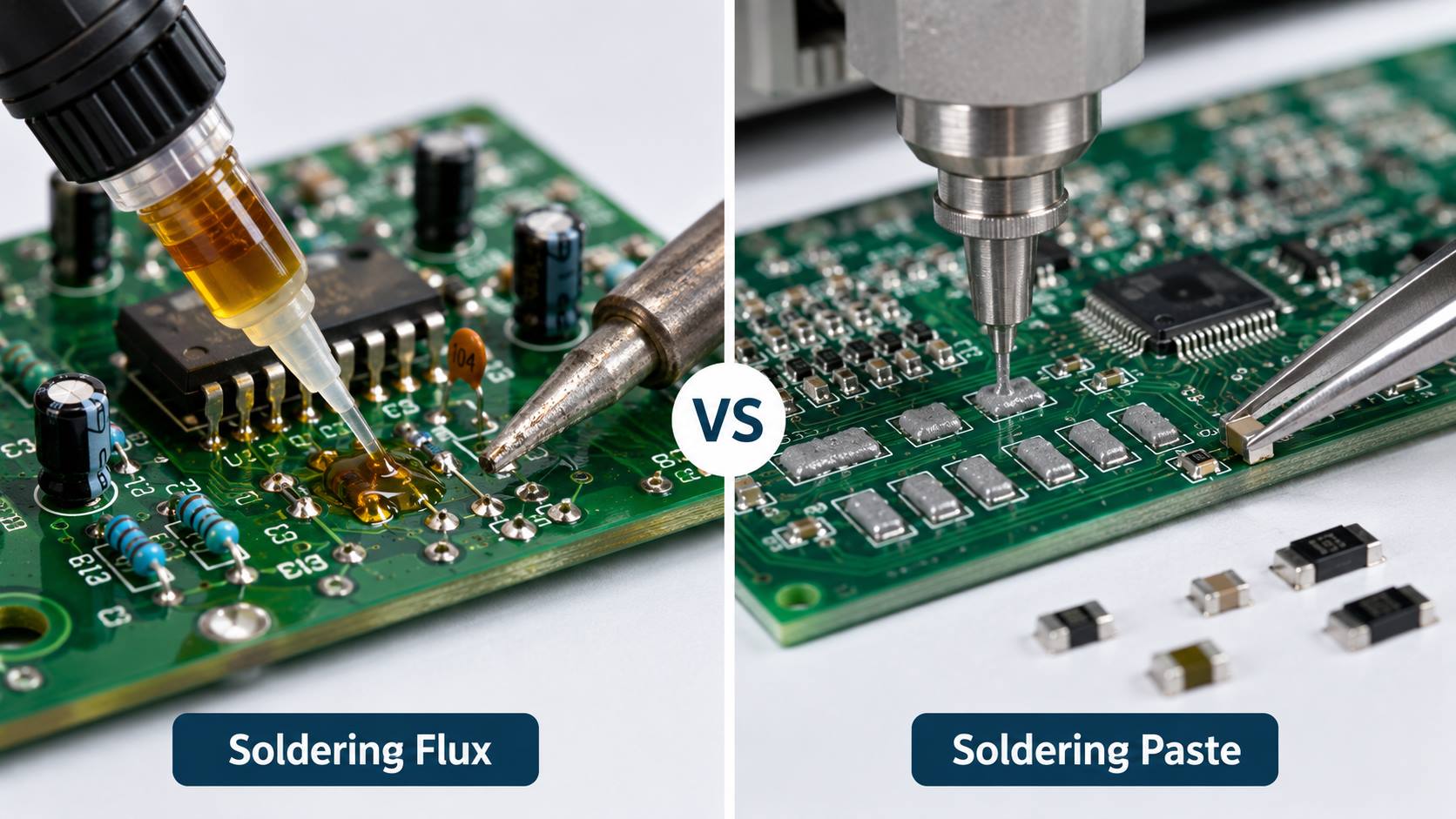
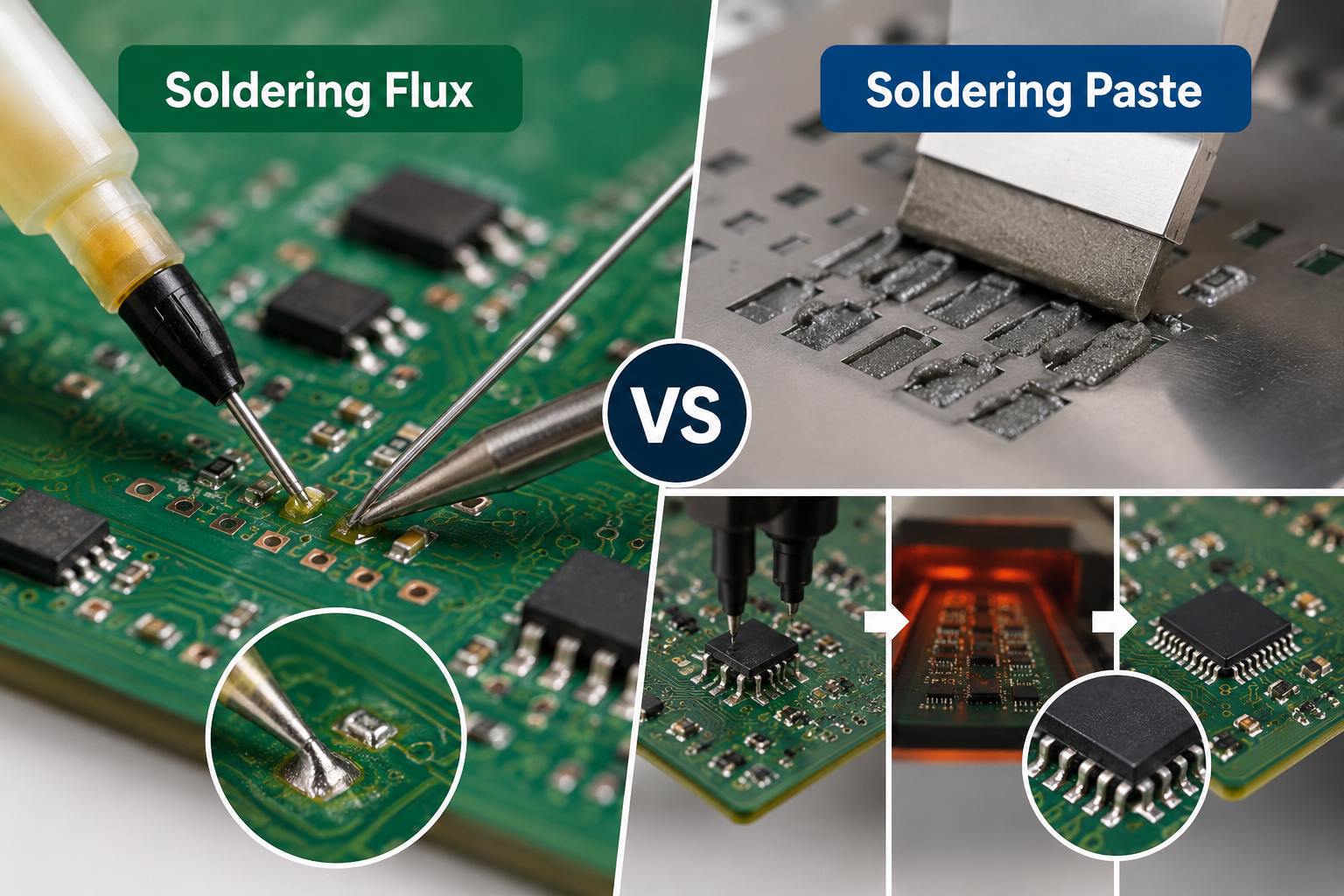
Soldering Flux vs Soldering Paste: Quick Difference
Soldering flux is not solder. Soldering paste contains solder.
That is the biggest difference.
| Item | Soldering Flux | Soldering Paste |
|---|---|---|
| Main role | Helps solder flow | Forms solder joints |
| Contains solder metal? | No | Yes |
| Contains flux? | Yes | Yes |
| Common form | Liquid, gel, pen, or paste flux | Gray metallic paste |
| Best use | Hand soldering, repair, rework | SMT assembly and reflow |
| Application | Brush, pen, syringe, or bottle | Stencil, syringe, or dispenser |
| Heating result | Cleans and activates the surface | Melts and creates the joint |
Think of flux as the helper. Think of solder paste as the joint-forming material.
Flux alone cannot mount an SMT component. It does not supply metal. Solder paste can mount the component because it contains solder alloy powder.
What Is Soldering Flux?
Soldering flux is a chemical material that removes oxidation and helps solder wet metal surfaces.
Copper pads, wires, and component leads can oxidize. Oxidation makes soldering harder. Solder may bead up or refuse to spread.
Flux helps solve this problem.
During heating, flux does three useful things:
- Removes light oxidation
- Helps molten solder spread
- Protects the hot surface from new oxidation
Technicians use flux for hand soldering, PCB repair, wire tinning, connector soldering, and SMT touch-up.
Flux comes in several forms:
- Liquid flux
- Flux pen
- Gel flux
- Paste flux
- Rosin flux
- No-clean flux
- Water-soluble flux
For electronics, use electronics-grade flux. Do not use plumbing flux on PCBs. It can damage copper pads and traces.
What Is Soldering Paste?
Soldering paste is a gray mixture of fine solder alloy powder and flux. It is mainly used in SMT PCB assembly to form solder joints during reflow soldering.
The alloy powder creates the solder joint. The flux inside the paste helps clean the PCB pads and component terminals during heating.
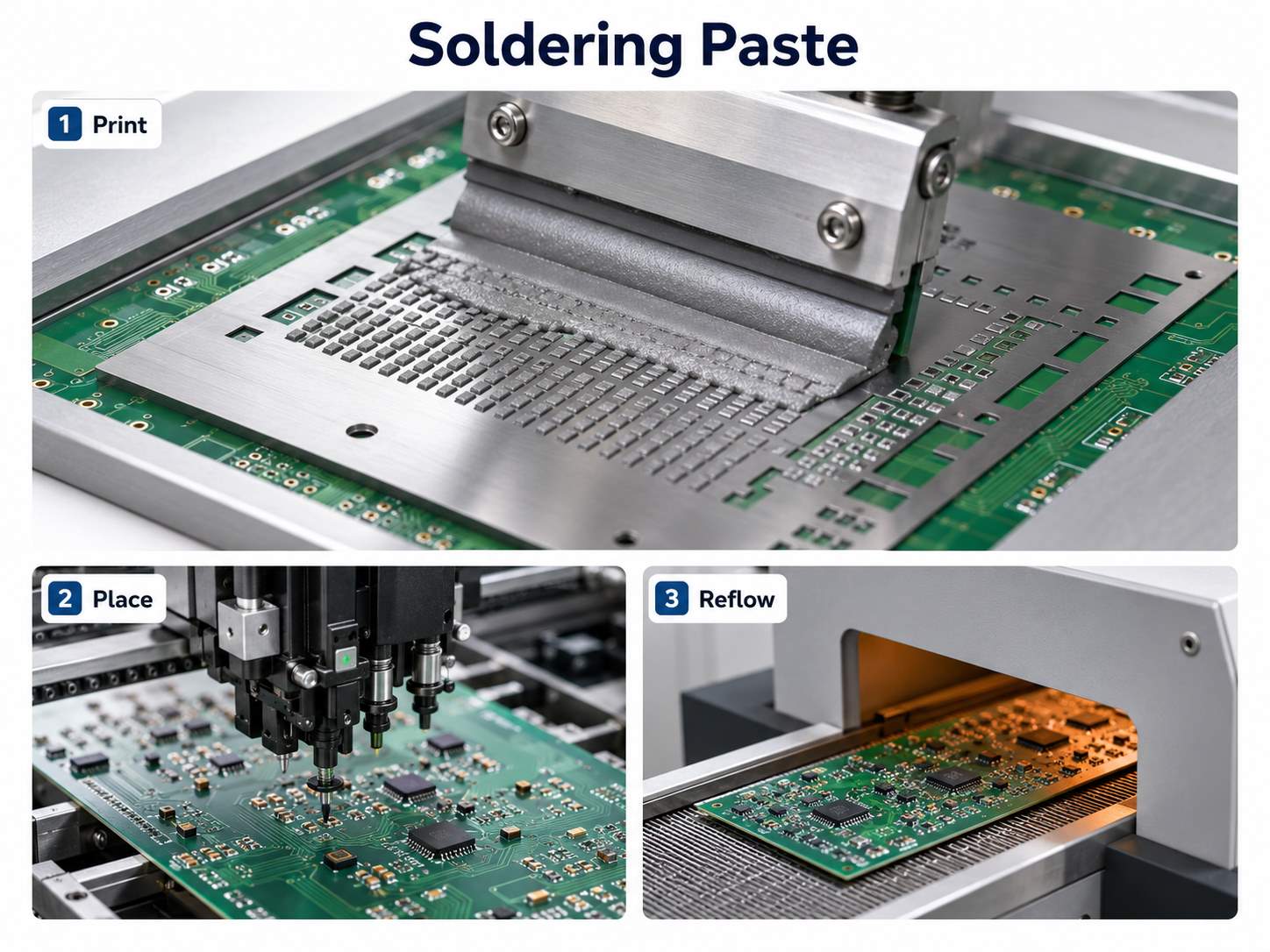
How Does Soldering Paste Work?
The SMT process is simple:
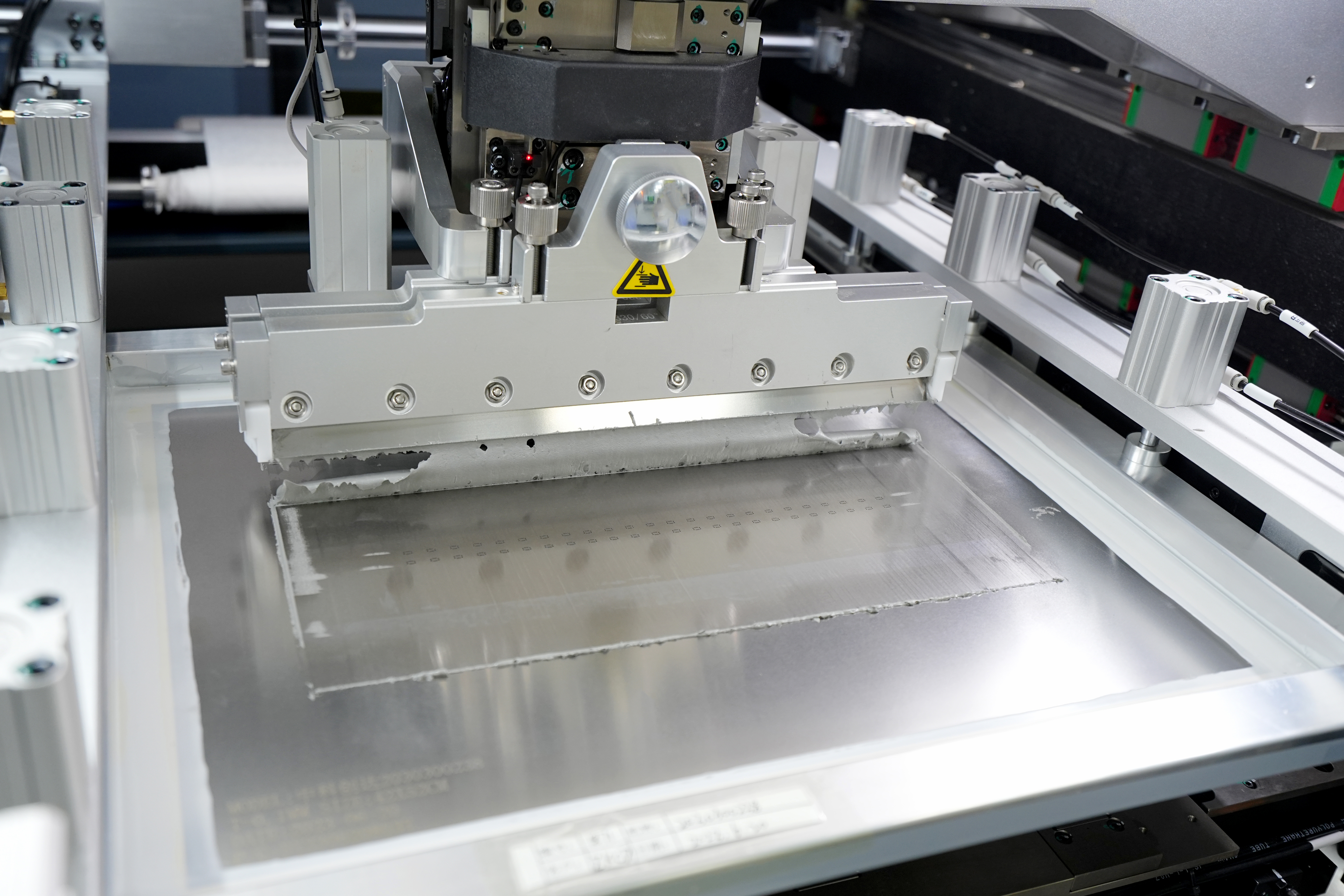
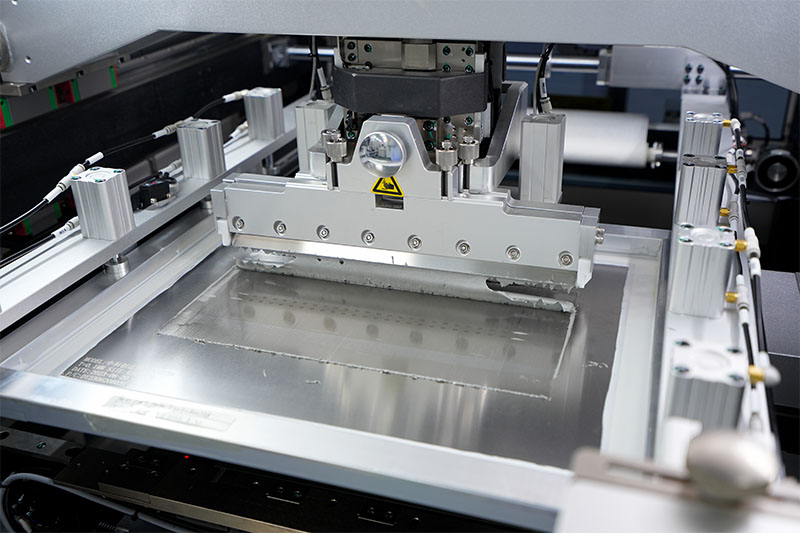
- Stencil printing applies solder paste onto PCB pads.
- Pick-and-place machines place components on the paste.
- Reflow soldering melts the solder particles.
- Cooling forms stable solder joints.
This is why solder paste is widely used for ICs, resistors, capacitors, QFN, BGA, and other surface-mount components.
Common Solder Paste Types We Use
In SMT production, lead-free solder paste is commonly used for RoHS-compliant PCB assembly.
| Solder Paste Type | Typical Composition | Common Use |
|---|---|---|
| SAC305 | Sn96.5%, Ag3.0%, Cu0.5% | Standard lead-free SMT assembly |
| SAC0307-type | Sn99%, Ag0.3%, Cu0.7% | Lead-free SMT projects with different process needs |
| Sn63/Pb37 | Sn63%, Pb37% | Some special or legacy applications |
For most standard SMT projects, we prefer high-temperature lead-free solder paste because it provides better wetting, stronger solder joints, and more stable process control. Medium-temperature solder paste is considered only when heat-sensitive components or special requirements make it necessary.
Solder Paste Handling Control
Good solder paste handling helps reduce printing defects and soldering problems.
| Control Item | Our Typical Practice |
|---|---|
| Storage temperature | 2–10°C |
| Warming time before use | About 4 hours |
| Mixing time before printing | About 3 minutes |
These controls help keep the solder paste viscosity stable before stencil printing.
Why Is SPI Inspection Important?
After solder paste printing, SPI inspection checks whether the paste has been applied correctly.
SPI can inspect:
- Paste volume
- Paste area
- Paste height and thickness
- Offset
- Bridging risk
- Missing paste
- Insufficient paste
It helps find common SMT printing issues early, such as missing paste, misalignment, solder bridging, insufficient paste, and paste tailing. Our SPI inspection accuracy can reach around 10 μm, helping improve solder joint consistency before component placement and reflow.
Main Differences at a Glance
Solder paste and flux both support soldering. But they do not replace each other.
| Comparison Point | Soldering Flux | Soldering Paste |
|---|---|---|
| Composition | Flux chemicals only | Solder powder + flux |
| Main purpose | Improve solderability | Deposit solder and form joints |
| Used with | Solder wire, solder bars, existing solder | SMT components and PCB pads |
| Common process | Manual soldering and repair | Stencil printing and reflow |
| Storage | Usually room temperature | Often refrigerated |
| Can form a joint alone? | No | Yes |
| Common risk | Too much residue | Bridging, solder balls, expired paste |
The key point is simple: flux prepares the surface. Solder paste creates the connection.
- If you only need better solder flow, use flux.
- If you need to place SMT components before reflow, use solder paste.
Is Soldering Paste the Same as Flux?
No. Soldering paste is not the same as flux.
Solder paste contains flux, but flux does not contain solder alloy powder.
This causes confusion because some products use similar names. For example:
- Solder paste
- Soldering paste
- Paste flux
- Soldering flux paste
- Rosin paste flux
These names may sound similar. But they are not always the same product.
Here is the easy way to check:
| Product Name | Usually Means |
|---|---|
| Solder paste | Solder powder + flux |
| Paste flux | Thick flux only |
| Liquid flux | Liquid flux only |
| Flux pen | Flux in pen form |
| Rosin flux | Rosin-based flux |
If the product does not contain solder alloy powder, it cannot work as solder paste.
Always check the datasheet. Real solder paste usually lists alloy type, metal content, particle size, and reflow profile.
When Should You Use Flux?
Use flux when you already have solder metal.
For example, you may use solder wire with a soldering iron. The wire supplies solder. The flux helps it flow.
Use soldering flux for:
- Hand soldering
- Wire tinning
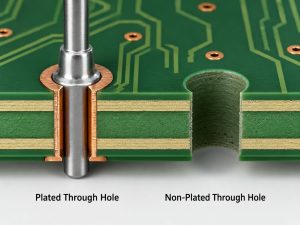
- Through-hole soldering
- Connector soldering
- PCB pad touch-up
- SMT rework
- Component replacement
- Oxidized pads or leads
Flux is especially useful when the solder does not wet the pad well. It can also help when you repair an old PCB.
For hand soldering, flux plus solder wire often gives better control than solder paste.
When Should You Use Solder Paste?
Use solder paste when you need to place solder on PCB pads before heating.
This is common in SMT assembly. The paste holds components in place before reflow. Then it melts and forms solder joints.
Use solder paste for:
- SMT PCB assembly
- Reflow soldering
- Stencil printing
- Fine-pitch PCB assembly
- Small SMT prototype builds
- BGA, QFN, IC, resistor, and capacitor soldering
Solder paste gives better volume control. This matters for small pads and dense PCB layouts.
Too much paste can cause bridging. Too little paste can cause open joints. That is why stencil design, paste quality, and reflow profile matter in PCBA production.
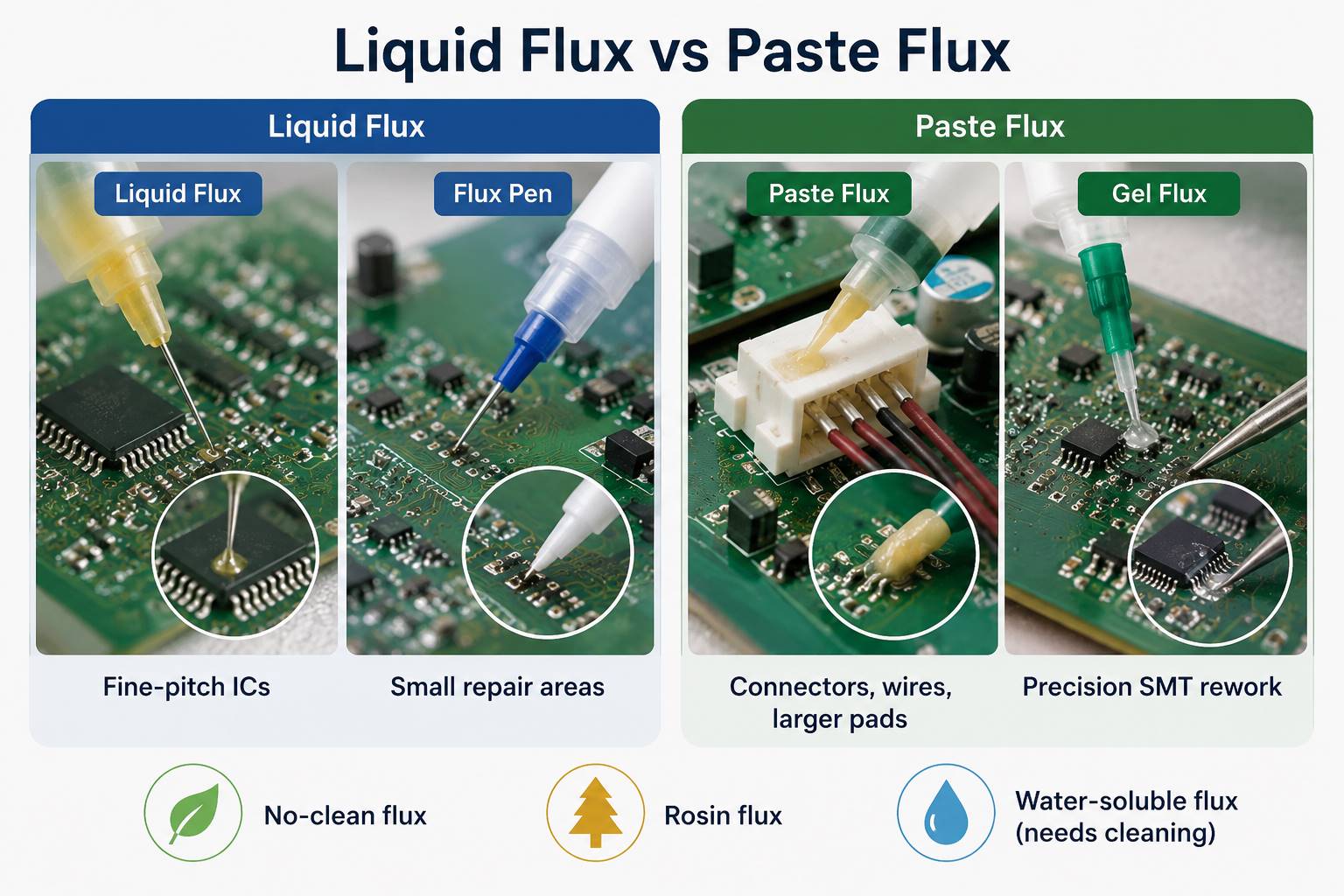
Liquid Flux vs Paste Flux
Liquid flux and paste flux both help soldering. The better choice depends on the job.
| Flux Type | Best For | Advantage |
|---|---|---|
| Liquid flux | Fine-pitch ICs and PCB touch-up | Spreads quickly |
| Flux pen | Small repair areas | Easy to control |
| Paste flux | Connectors, wires, and larger pads | Stays in place |
| Gel flux | Precision SMT rework | Good placement control |
Liquid flux works well for small pads and fine-pitch pins. It flows into tight spaces.
Paste flux works better when you need the flux to stay in one area. It helps with connectors, wires, and larger solder joints.
For electronics, no-clean flux and rosin flux are common choices. Water-soluble flux can also work, but it needs proper cleaning.
Storage and Handling Tips
Solder paste needs stricter control than flux.
Most solder paste should stay refrigerated. Many products require 0–10°C / 32–50°F storage. Before use, let it return to room temperature. This helps avoid moisture condensation.
Do not use expired solder paste for production. Expired paste can dry out, separate, or print poorly.
Flux is usually more stable. Many flux products can stay at room temperature. Still, you should seal the bottle or container after use.
| Item | Solder Paste | Flux |
|---|---|---|
| Typical storage | Refrigerated | Room temperature |
| Shelf life | Often 3–6 months | Often 6–24 months |
| Main risk | Drying, separation, oxidation | Solvent loss, contamination |
| After opening | Control exposure time | Keep sealed |
| Expired material | Do not use for production | Not recommended |
Good handling helps prevent solder defects. It also improves solder joint consistency.
Common Mistakes to Avoid
Many soldering problems come from simple material mistakes.
Avoid these errors:
- Using flux as solder paste
- Using plumbing flux on electronics
- Applying too much flux
- Using expired solder paste
- Printing too much solder paste
- Heating solder paste with the wrong profile
- Forgetting to clean flux when cleaning is required
- Using cold solder paste directly from the refrigerator
Also avoid assuming that “no-clean” always means “no concern.” In RF, high-voltage, medical, aerospace, or high-reliability electronics, residue still needs review.
FAQs About Soldering Flux vs Soldering Paste
Q1: Can I use flux instead of solder paste?
A1: No. Flux cannot replace solder paste because it does not contain solder metal. It can only help solder flow.
Q2: Does solder paste already contain flux?
A2: Yes. Solder paste contains solder alloy powder and flux. The flux helps clean the surface during reflow.
Q3: Do I need extra flux with solder paste?
A3: Usually no. Fresh solder paste already contains flux. Extra flux may help during rework, but too much can leave residue.
Q4: Can solder paste be used for hand soldering?
A4: Yes, but it is not always the best choice. For normal hand soldering, solder wire plus flux gives better control.
Q5: What happens if I solder without flux?
A5: Solder may not flow well. You may see poor wetting, weak joints, solder balls, or dull joints.
Q6: Is paste flux the same as solder paste?
A6: No. Paste flux is flux in a thicker form. Solder paste contains solder powder and flux.
Q7: Should flux be cleaned after soldering?
A7: It depends on the flux type. Rosin and water-soluble flux often need cleaning. No-clean flux may stay on the board, but sensitive circuits still need review.
Q8: Can I use plumbing flux for PCB soldering?
A8: No. Plumbing flux can corrode PCB pads and traces. Use electronics-grade flux only.
To sum up, soldering flux and soldering paste are not the same material.
Flux helps solder flow and wet the surface. Solder paste contains solder metal and flux, so it can form solder joints during reflow.
Use flux for hand soldering, repair, and rework. Use solder paste for SMT assembly, stencil printing, and reflow soldering.
Choosing the right material helps reduce bridging, poor wetting, weak joints, and process waste.
For PCB fabrication and PCBA assembly, EBest supports PCB manufacturing, component sourcing, SMT assembly, soldering process review, testing, and production-quality control. Send your Gerber files, BOM, and assembly requirements to sales@bestpcbs.com for project support.