PCB depaneling is the controlled separation of individual printed circuit boards from a production panel after fabrication or assembly. The method must match the board outline, substrate, component location, production volume, edge-quality requirement, and allowable mechanical stress. A poor choice can crack components, strain solder joints, damage copper near the edge, or leave an outline that does not fit the enclosure.
The safest approach is to select the depaneling method during panel design—not after assembly is complete. V-scoring suits straight separation lines, routing supports complex outlines, laser cutting minimizes mechanical contact, and punching can be efficient for stable high-volume products. This guide explains how to choose among them and how to verify the result.
What Is PCB Depaneling?
PCB depaneling separates finished boards from an array while protecting the assembly and maintaining the specified outline. A panel may use V-grooves, routed slots with breakaway tabs, or a fully cut path that is completed by a machine. The correct strategy depends on whether the boards are bare or populated, how close components sit to the edge, and how much bending or vibration the assembly can tolerate.
Depaneling is related to PCB profiling but is not always the same production step. Profiling creates the board outline during bare-board fabrication. Depaneling often describes final singulation of boards that remained connected for solder paste printing, component placement, reflow, testing, or handling. Once components are installed, mechanical stress becomes a more important reliability concern.
PCB Depaneling Methods Compared
The main pcb depaneling methods are V-score separation, CNC routing, laser cutting, punching, sawing, and controlled manual separation. No single method is best for every board.
| Method | Best Fit | Main Advantage | Main Risk or Limitation | Key Inspection Point |
| V-score separation | Straight board edges and regular rectangular arrays | Fast separation and efficient panel use | Bending stress; limited to straight score lines | Score alignment, residual web, edge damage, board flex |
| CNC routing | Complex outlines, mixed shapes, tab-routed panels | Flexible path and controlled separation | Dust, tool wear, vibration, cycle time | Cut path, tab remnants, edge finish, fixture support |
| Laser cutting | Thin, flexible, sensitive, or tightly constrained designs | Minimal mechanical contact and precise paths | Equipment cost, heat-affected material behavior, process validation | Cut width, edge condition, residue, material response |
| Punch or die | Stable, repeat high-volume geometry | Short cycle once tooling is qualified | Dedicated tooling and mechanical force | Tool alignment, burrs, cracks, dimensional repeatability |
| Saw or blade | Straight cuts and suitable panel access | Simple linear separation | Geometry limits, vibration, debris | Blade condition, edge quality, contamination control |
| Manual breakaway | Low-volume prototypes with suitable tabs or scores | Little equipment investment | High variation and uncontrolled bending | Component damage, laminate cracks, rough tab remnants |
How Does V-Score Depaneling Work?
V-score depaneling uses aligned grooves on the panel surfaces to leave a controlled web of material for later separation. It works best when every separation path is straight and can extend across the panel without running into components or irregular board geometry.
A dedicated separator supports the panel and applies a controlled shearing or rolling action along the groove. Hand snapping is possible for some prototypes, but it produces less consistent force. For detailed groove and layout considerations, see the BestPCBs guide to V-Cut in PCB and PCB depaneling.
V-scoring saves routing space because boards can share a straight boundary. The trade-off is design freedom: curves, internal corners, and non-aligned outlines need another method. Designers must also review component distance from the score and the bending direction with the manufacturer.
How Does a PCB Depaneling Router Work?
A pcb depaneling router uses a programmed spindle and cutting bit to remove tabs or follow a separation path while the panel is supported in a fixture. Routing is a strong choice for complex outlines, curved edges, cutouts, and boards that cannot use uninterrupted V-score lines.
The fixture should prevent the panel and separated boards from moving during the cut. Tool diameter, spindle condition, feed, vacuum extraction, and cut sequence affect vibration, dust, heat, and edge quality. These parameters are equipment- and material-dependent, so they should be validated with the production supplier instead of copied from a generic value.

Router Advantages
- Supports irregular board shapes and mixed separation paths.
- Can cut tabs close to the final outline with controlled support.
- Works with many rigid panel constructions when the process is qualified.
- Allows automated programs and fixtures for repeat production.
Router Risks
- Worn tools can create rough edges, heat, or higher cutting force.
- Insufficient fixturing can let the board vibrate or shift.
- Dust extraction must protect assemblies and equipment.
- Cut sequence can release support too early and overload the remaining tabs.
When Does Laser Depaneling Make Sense?
Laser depaneling is useful when mechanical contact must be minimized or when the cut path is too fine or complex for a conventional tool. It is often considered for flex circuits, thin substrates, compact assemblies, and designs with sensitive parts near the board edge.
A laser process still requires material qualification. Wavelength, energy delivery, cut speed, number of passes, extraction, and material composition influence the result. The edge should be examined for discoloration, residue, delamination, dimensional variation, or changes that could affect cleanliness and reliability. “Contactless” does not mean “validation-free.”
Mouse Bites, Breakaway Tabs, and Panel Support
Mouse bites are rows of small holes that create a controlled weak section in a breakaway tab. They allow irregular boards to remain attached to a routed panel during assembly and handling, then separate manually or by machine. The remaining tab may need trimming when the finished edge must be flush.
Tab location matters as much as tab geometry. A tab placed beside a fragile component, connector, thin neck, antenna area, or edge copper can concentrate stress where the product is most vulnerable. The BestPCBs mouse bites PCB guide explains this panel connection method in more detail.
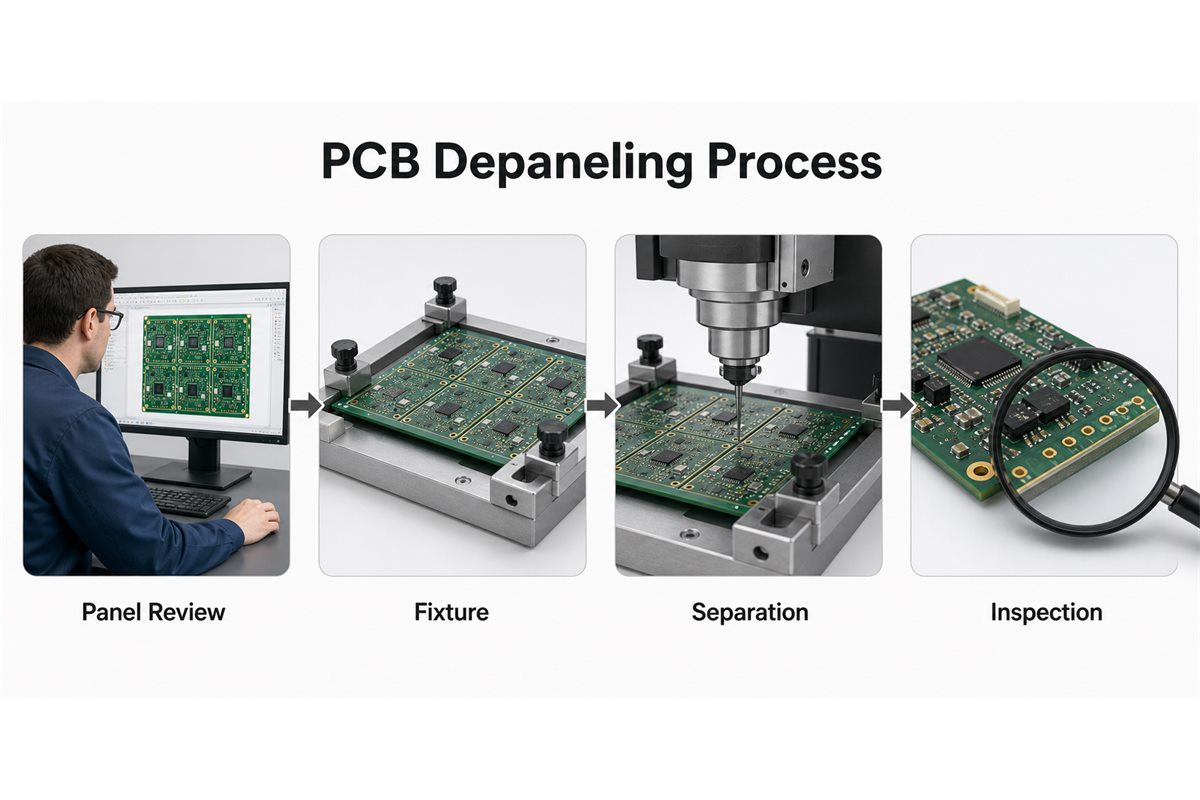
PCB Depaneling Process From Panel Review to Inspection
A controlled pcb depaneling process starts with design review and ends with documented inspection. Treating the cut itself as the entire process misses the risks created by panel support, component placement, tool condition, and post-cut handling.
- Review the panel drawing: Confirm board outlines, rails, fiducials, tooling holes, tabs, score lines, and keep-out areas.
- Identify sensitive locations: Mark ceramic capacitors, BGAs, connectors, thin sections, heavy components, edge copper, and finished surfaces.
- Select the separation method: Match geometry, substrate, assembly state, volume, edge quality, and stress limits.
- Qualify the fixture and program: Support the panel, control the cutting sequence, and keep boards stable after release.
- Run a controlled first article: Inspect the first separated boards before processing the full lot.
- Monitor the process: Check tool wear, alignment, dust extraction, cut consistency, and operator handling.
- Inspect finished boards: Verify outline, edge quality, tab remnants, damage, cleanliness, and electrical or functional results where required.
How Do You Choose a PCB Depaneling Machine?
A pcb depaneling machine should be selected around the real product mix and risk profile, not only advertised cutting speed. The machine must accommodate panel size, board thickness, outline complexity, substrate, component height, required support, dust control, traceability, and maintenance needs.
- Product geometry: Straight V-score arrays need different equipment from routed complex outlines.
- Assembly sensitivity: Review permissible bending, vibration, heat, and contamination.
- Production mix: High-mix work values rapid program and fixture changeover; stable high-volume work may justify dedicated tooling.
- Edge requirement: Enclosure fit, exposed customer surfaces, connectors, coating, and sealing may require tighter edge control.
- Process control: Consider tool-life monitoring, program control, vision alignment, extraction, error handling, and production records.
- Serviceability: Review consumables, preventive maintenance, local technical support, training, and spare-part availability.
Machine price alone is not the total cost. Fixtures, tools, extraction, programming, maintenance, floor space, cycle time, inspection, scrap risk, and changeover labor all belong in the comparison.
DFM Rules That Make Depaneling Safer
Depaneling DFM aligns the board outline, panel connection, component placement, and selected machine before production. The detailed limits should come from the PCB/PCBA supplier because material, thickness, equipment, and component sensitivity differ.
- Define V-score lines, routed slots, and tabs clearly in fabrication and panel drawings.
- Keep components, copper, vias, and fragile features away from separation zones according to supplier rules.
- Use breakaway rails and tooling features that support printing, placement, reflow, testing, and separation.
- Avoid tab placement that twists a thin board section or loads a nearby component.
- Plan how the final released board will be supported, collected, and transferred.
- Specify critical outline dimensions and surfaces that require flush tab removal or controlled edge finish.
- Review mixed-material panels, metal-core boards, flex, rigid-flex, and thick copper constructions separately.
Panelization decisions have downstream effects on yield and handling. Use the BestPCBs PCB panel design guidelines and PCBA panel strategies when preparing the array.
Common PCB Depaneling Defects
Most depaneling defects come from excessive force, poor support, worn tools, incorrect geometry, or missing process control. Inspection should look beyond cosmetic edge quality.
| Defect | Likely Cause | Why It Matters | Prevention or Check |
| Rough edge or large tab remnant | Tool wear, poor path, unsuitable tab design, uncontrolled break | Enclosure interference, handling risk, exposed fibers | Check tool condition, tab location, trim requirement, and outline |
| Laminate crack or delamination | High bending force, impact, heat, or unsuitable process | Mechanical weakness and possible conductor damage | Improve support, reduce force, change method, inspect edges |
| Cracked MLCC or solder joint | Board flex near the separation line | Immediate or latent electrical failure | Move sensitive parts, control strain, review fixture and method |
| Copper or via damage | Features too close to the outline or cut path error | Open circuits, reduced insulation, reliability loss | Apply edge keep-outs and verify the programmed path |
| Dust or residue | Routing debris, poor extraction, laser byproducts | Contamination and inspection difficulty | Validate extraction, cleaning, and post-process inspection |
Pad cratering and component cracking can be latent. A board may pass a quick visual check but fail later after thermal or mechanical loading. Sensitive products may require strain assessment, cross-section review, electrical testing, or other validation defined by the product’s reliability plan.
How Do You Inspect Depaneled PCBs?
Inspection should verify the board outline and detect damage caused by separation. The exact sampling plan and acceptance criteria depend on product risk and customer requirements.
- Visual or magnified edge inspection for cracks, fibers, burrs, discoloration, and tab remnants.
- Dimensional inspection of critical outline features, slots, notches, and connector edges.
- Inspection of nearby components, solder joints, vias, traces, and conformal coating.
- Cleanliness check after routing or laser processing.
- Electrical, functional, or mechanical verification when the depaneling risk justifies it.
- First-article approval and periodic checks for tool wear or process drift.

Special Cases: Aluminum, Flex, and Sensitive Assemblies
Special substrates and assemblies need separate process review because their cutting behavior differs from ordinary rigid FR-4. Aluminum boards combine metal and dielectric layers, flex circuits can deform during mechanical separation, and rigid-flex transitions can be vulnerable to poor support.
Metal-core products may require a saw, router, punch, or other qualified process depending on outline and thickness. Refer to the BestPCBs explanation of aluminum PCB depaneling for that specific material family. Flex and rigid-flex products often favor processes that minimize bending and control heat, but the final choice must be validated with the actual stackup and design.
What Files Should You Provide for Depaneling Review?
A useful RFQ package gives the manufacturer enough information to review both the panel and the separated board. Include:
- Gerber X2 or ODB++ data with a clear board outline.
- Panel drawing showing rails, tabs, V-scores, routed slots, tooling holes, and fiducials.
- Assembly drawings and component-height information.
- Critical edge dimensions, connector locations, and cosmetic requirements.
- Material, finished thickness, copper construction, surface finish, and quantity.
- Preferred depaneling method, if already qualified.
- Known sensitive components or maximum handling/strain requirements.
- Inspection, cleanliness, traceability, and packaging expectations.
For a new PCB depaneling process, ask the supplier to review panel connection and component placement before the assembly layout is frozen.
PCB Depaneling FAQ
What is the purpose of PCB depaneling?
It separates individual boards from a production panel while preserving board dimensions, edge quality, components, solder joints, and electrical reliability.
Which PCB depaneling method is best?
The best method depends on board shape, substrate, component proximity, production volume, edge requirement, and allowable stress. V-score is efficient for straight lines, routing supports complex outlines, and laser cutting is useful when mechanical contact must be minimized.
Can PCBs be depaneled by hand?
Some prototypes with suitable V-scores or breakaway tabs can be separated manually. However, hand breaking applies variable bending force and may damage nearby components or laminate, so controlled equipment is safer for sensitive or repeat production.
What is the difference between V-score and mouse bites?
V-score uses continuous grooves along straight separation lines. Mouse bites use perforated breakaway tabs between routed slots, allowing more flexible board shapes but leaving tab remnants after separation.
Does router depaneling damage components?
A qualified router process can limit assembly stress, but poor fixturing, worn tools, vibration, dust, or an incorrect cut sequence can still cause damage. Sensitive components and edge clearances must be reviewed during DFM.
Is laser depaneling suitable for every PCB?
No. Laser cutting offers precise, low-contact processing, but the wavelength, energy, material response, residue, heat effects, and cycle economics must be qualified for the actual substrate and product.
Why do ceramic capacitors crack during depaneling?
Multilayer ceramic capacitors can crack when board bending transfers tensile strain into the component body or solder joints. Placement, orientation, distance from the edge, fixture support, and separation method all influence the risk.
When should a punch tool be used?
Punching can suit stable high-volume designs with repeat geometry when dedicated tooling cost is justified. The tool and support must be qualified for alignment, burrs, dimensional control, and mechanical stress.
How do I reduce routing dust?
Use effective local extraction, suitable tooling, controlled process parameters, fixture design, and cleaning or inspection steps matched to the product. Dust control should be validated on populated assemblies.
Should depaneling happen before or after assembly?
It can happen at different stages. Many boards stay panelized through SMT assembly and testing for efficient handling, then are separated afterward. The later the separation, the more carefully the process must protect installed components and solder joints.
What determines PCB depaneling machine price?
Machine type, automation, panel capacity, vision, fixtures, extraction, tooling, software, traceability, service, and throughput all influence price. Compare total process cost and scrap risk, not purchase price alone.
What should be checked after depaneling?
Inspect the outline, edges, tab remnants, nearby copper, vias, components, solder joints, cleanliness, and critical dimensions. Add electrical or functional verification when product risk requires it.
Choose Depaneling Before the Panel Is Final
Reliable depaneling begins with the panel drawing, not the cutting machine. Select the connection method, component keep-outs, fixture strategy, separation sequence, and inspection plan together. A fast method that introduces board strain or edge damage is not a low-cost process once rework, scrap, and field risk are included.
If you are preparing PCB depaneling requirements for a new PCB or PCBA project, send the panel drawing, board files, assembly data, material, thickness, quantity, critical edge requirements, and sensitive-component information for DFM review. If you’re sourcing reliable PCB/PCBA manufacturing, including OEM, ODM, prototyping, mass production, or custom engineering solutions, reach out to our engineering team for technical support and a quote at sales@bestpcbs.com.