IPC-TM-650 gives PCB testing a clear and shared method. It explains how to prepare samples, run tests, measure results and record data for printed boards, PCB materials, copper foil, solder mask and assemblies.
For PCB projects, this matters because a board can look acceptable on the surface but still hide plating cracks, ionic residue, weak copper adhesion or poor thermal reliability. These problems may appear later during soldering, storage, rework or field use.
This guide focuses on cleanliness, microsectioning, peel strength, bow and twist, solder mask testing, thermal stress, thermal shock and test reports. It also explains how to read test results without confusing a test method with a final pass or fail decision.
What Is IPC-TM-650?
IPC-TM-650 is a test methods manual for PCB materials, printed boards, assemblies and related interconnection products. It defines sample preparation, test conditions, measurement methods and reporting format.
In PCB production, the manual is used to test internal structure, copper adhesion, ionic contamination, solder mask behavior, board flatness, solderability and thermal reliability. It is useful for multilayer PCB, HDI PCB, automotive PCB, medical PCB, aerospace PCB and other high-reliability projects.
It is not a simple quality checklist. It is a technical reference that makes PCB test results repeatable, comparable and easier to review across suppliers, labs and production batches.
What Is IPC-TM-650 Used for in PCB Testing?
IPC-TM-650 is used to check whether a PCB, material or process meets defined technical requirements. It supports process control, material qualification, supplier review, failure analysis and final quality inspection.
Common uses include:
- PCB cleanliness review after fabrication or assembly.
- Plated hole and via inspection through microsectioning.
- Copper peel strength testing on laminate or finished boards.
- Bow and twist measurement before SMT assembly.
- Solder mask reliability testing under heat, chemicals or humidity.
- Thermal stress testing for plated-through holes.
- Solderability review for copper and finished surfaces.
- Lot traceability support for bulk PCB and PCBA orders.
This makes the method set useful from prototype validation to mass production quality control.
What Are the Main IPC-TM-650 PCB Test Methods?
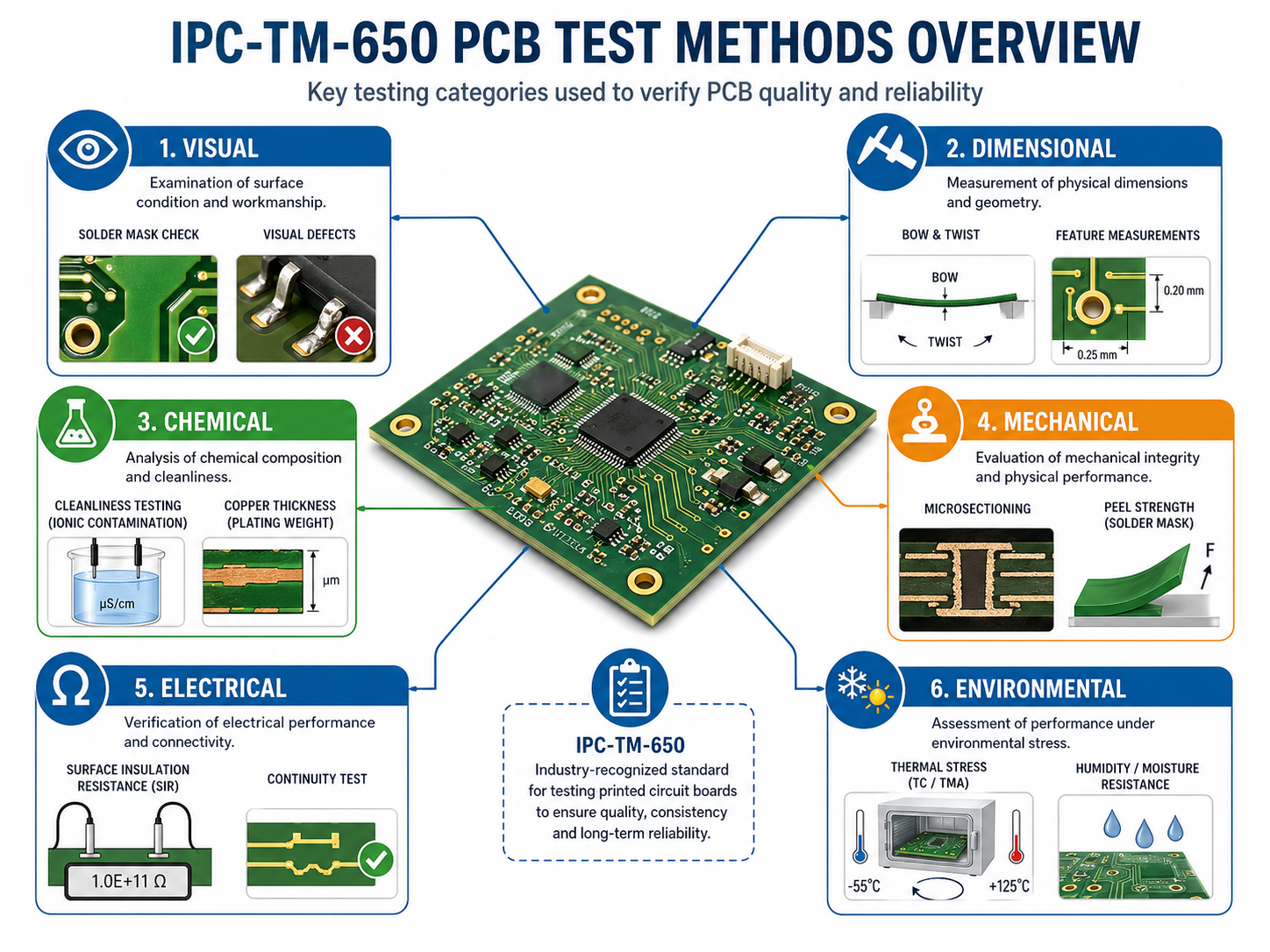
The main IPC-TM-650 PCB test methods cover reporting, visual, dimensional, chemical, mechanical, electrical and environmental testing. Each group targets a different quality risk.
| Category | Common Method | PCB Use |
|---|---|---|
| Reporting | 1.4, 1.5 | Report format and result recording |
| Visual | 2.1.1 | Microsectioning and internal structure review |
| Dimensional | 2.4.22 | Bow, twist and PCB flatness |
| Chemical | 2.3.25 | Ionic contamination and ROSE testing |
| Mechanical | 2.4.8 | Peel strength of metallic clad laminates |
| Solderability | 2.4.12 | Edge dip solderability review |
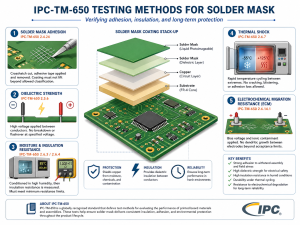
| Solder Mask | 2.3.42, 2.4.28.1, 2.5.6.1, 2.6.3.1, 2.6.14 | Solvent resistance, adhesion, dielectric strength, moisture resistance and electrochemical migration |
| Environmental | 2.6.8, 2.6.7.2, 2.6.26 | Thermal stress, thermal shock, thermal cycling and interconnect reliability |
For normal PCB production, the most practical areas are cleanliness, microsectioning, peel strength, bow and twist, solder mask testing and thermal stress. For HDI PCB, automotive PCB, medical PCB and aerospace PCB, extra reliability testing may be added because field failure cost is much higher.
What Does IPC-TM-650 2.1.1 Microsectioning Check?
IPC-TM-650 2.1.1 microsectioning checks the internal structure of a PCB by cutting, mounting, grinding, polishing and inspecting a sample cross-section. It is destructive, but it shows defects that cannot be seen from the board surface.
This method can check:
- Plated-through hole wall thickness
- Via copper quality
- Inner-layer connection
- Copper plating uniformity
- Laminate cracks
- Resin recession
- Void formation
- Microvia structure
- Solder joint cross-section
- Delamination or separation
This section also works as a practical microsectioning guide for reading hidden PCB structure. It helps confirm whether drilling, desmear, plating, lamination and thermal processes are stable.
Which IPC-TM-650 Cleanliness Tests Are Used for PCBs?
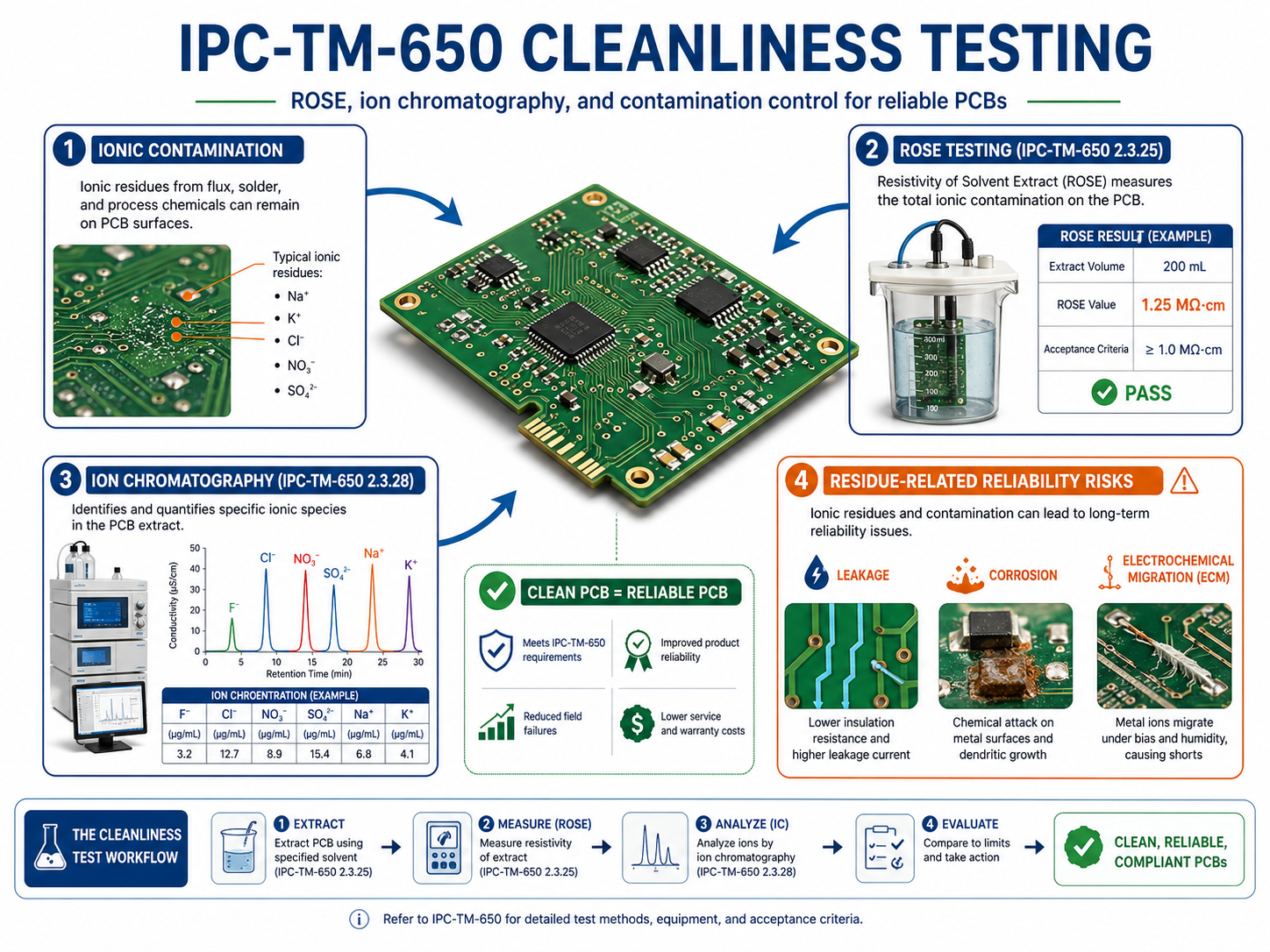
Cleanliness testing checks whether harmful ionic or chemical residues remain on the PCB surface. These residues may come from plating chemistry, flux, cleaning, handling, soldering or environmental exposure.
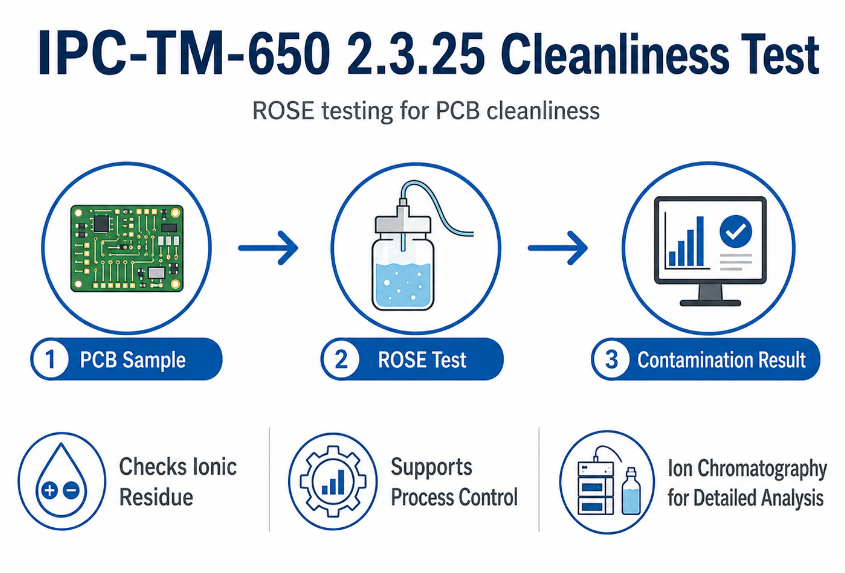
The most common method is IPC-TM-650 2.3.25 ROSE testing. ROSE means Resistivity of Solvent Extract. It extracts ionizable residues into a test solution and measures the contamination level.
Common cleanliness-related methods include:
- IPC-TM-650 2.3.25: ROSE testing for ionizable residues.
- Modified ROSE testing: used when a specific bare board process requires adjusted extraction control.
- Ion chromatography: identifies specific ionic species.
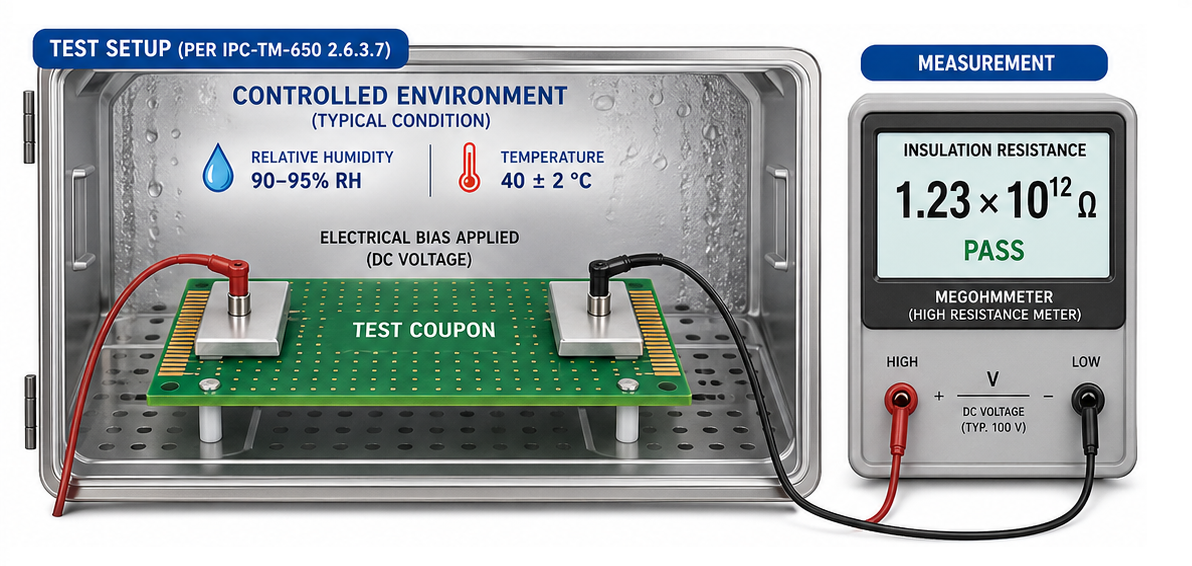
- SIR-related testing: checks insulation behavior under humidity and electrical bias.
ROSE testing is useful for process control, but it does not identify every contaminant. For high-reliability PCB, ion chromatography is often better for finding chloride, sulfate, bromide or weak organic acid residue.
What Does IPC-TM-650 2.4.8 Peel Strength Testing Measure?
IPC-TM-650 2.4.8 peel strength testing measures the bonding strength between metallic cladding and the base laminate. In PCB production, it is mainly used to check copper foil adhesion.
Good peel strength helps prevent lifted pads, copper separation, trace peeling and delamination during soldering, rework, thermal cycling or mechanical handling. Poor peel strength may appear after chemical exposure, repeated heating or weak laminate bonding.
Peel strength can be affected by:
- Copper foil type
- Laminate resin system
- Surface treatment
- Copper thickness
- Thermal history
- Chemical process control
- Test direction and sample condition
A useful test report should show the sample condition, copper weight, test direction, test speed and thermal exposure status.
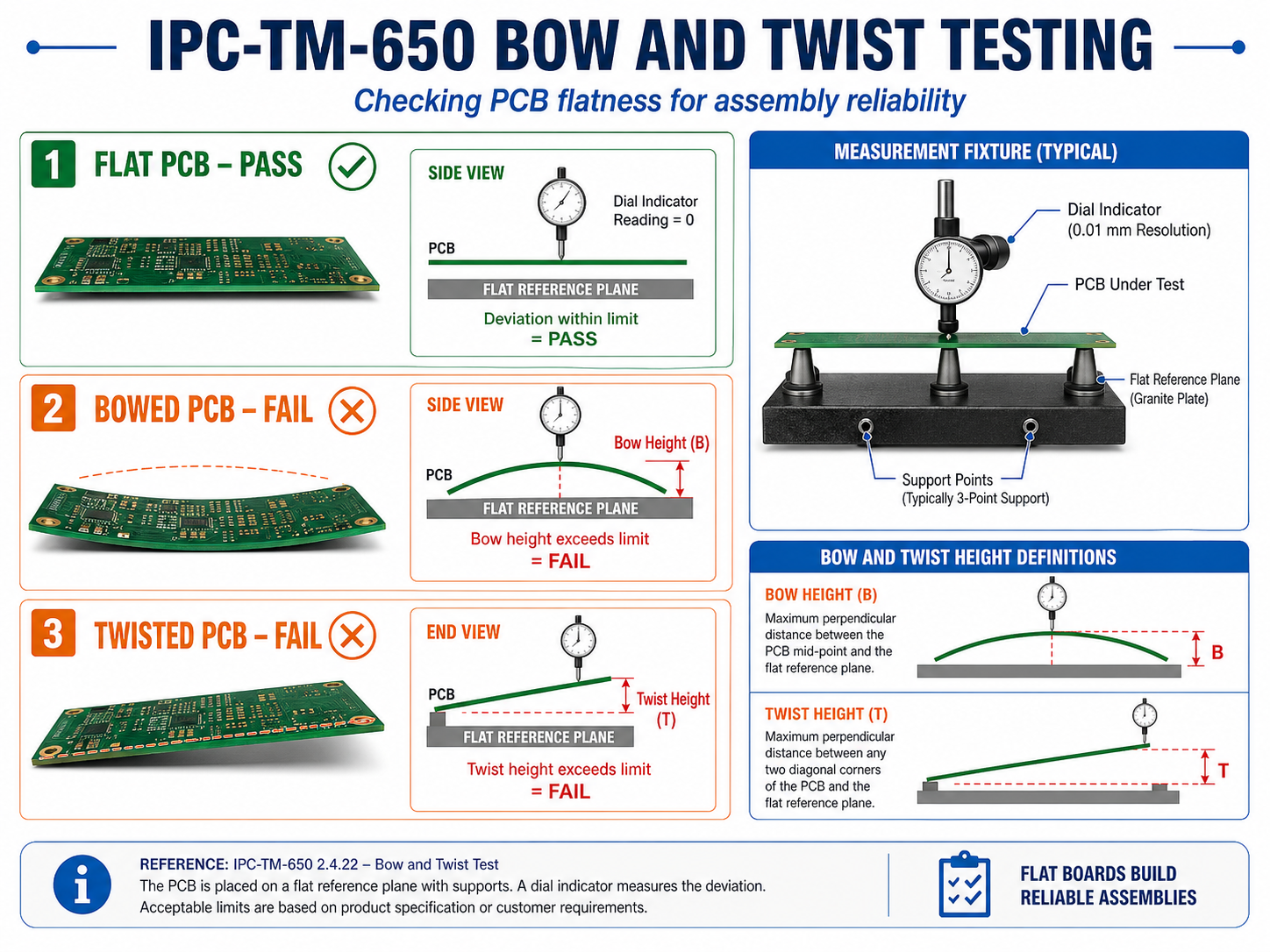
What Does IPC-TM-650 2.4.22 Bow and Twist Testing Check?
IPC-TM-650 2.4.22 bow and twist testing checks PCB flatness. Bow means the board bends smoothly in one direction. Twist means one or more corners move out of plane.
This test is important because a warped PCB can pass electrical testing but still create SMT assembly problems. Excessive bow or twist may cause uneven solder paste, component placement shift, BGA coplanarity issues, connector mismatch and solder joint stress.
Bow and twist risk is higher in:
- Thin PCB
- Large PCB panels
- Unbalanced copper distribution
- High-layer-count PCB
- Heavy copper PCB
- BGA designs
- Fine-pitch SMT layouts
- Rigid-flex PCB structures
Flatness should be checked before assembly, especially when the product uses dense components, press-fit connectors or large board sizes.
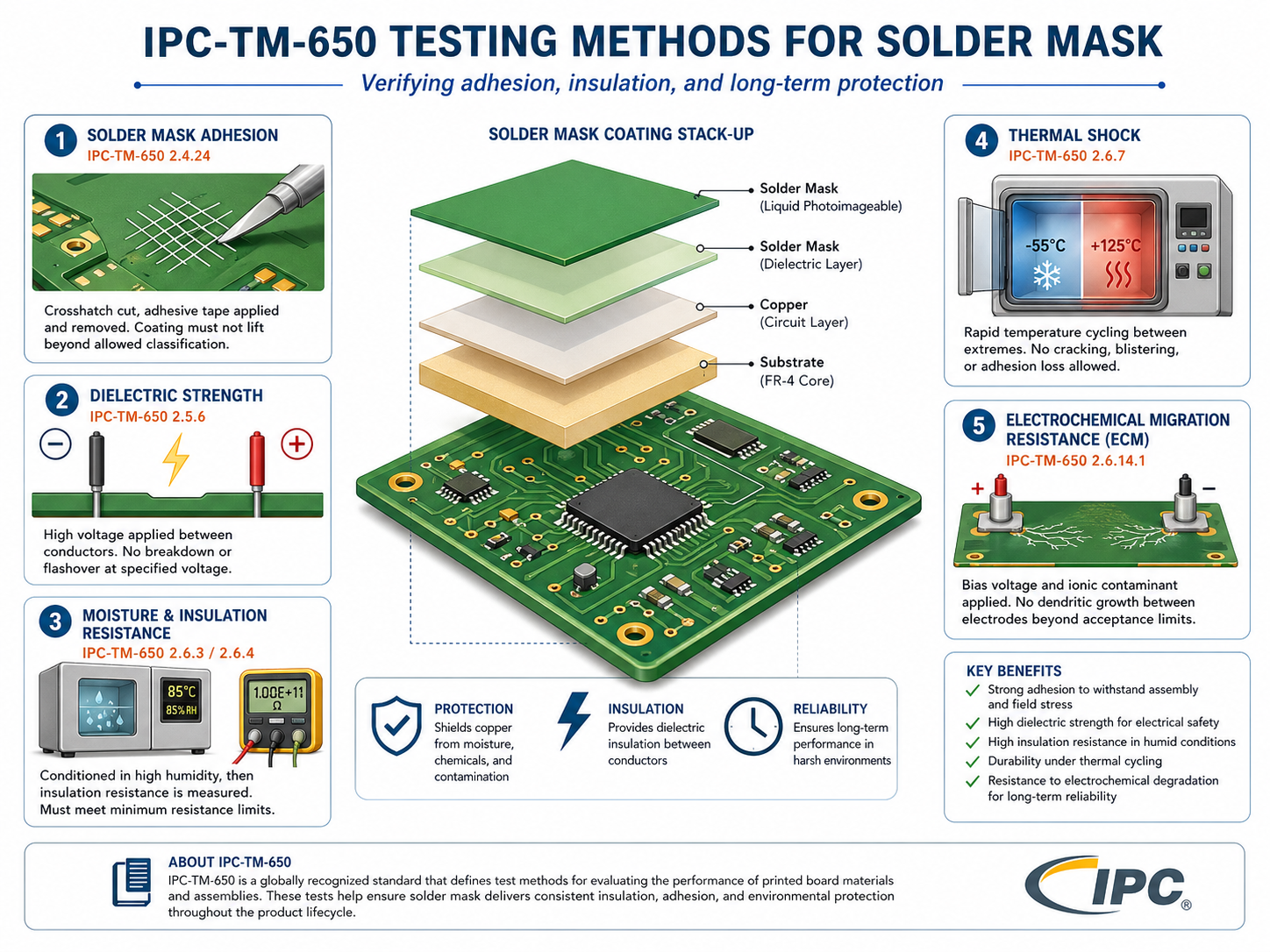
Which IPC-TM-650 Methods Are Used for Solder Mask Testing?
Solder mask testing checks whether the mask can protect copper, maintain insulation and survive production stress. Solder mask is not only a colored coating. It affects solder bridging, leakage risk, copper exposure and long-term PCB reliability.
Common solder mask test areas include:
- Solvent resistance: checks whether cleaning agents damage the mask.
- Adhesion: checks whether the mask peels, lifts or flakes.
- Dielectric strength: checks insulation under voltage stress.
- Moisture resistance: checks stability under humidity.
- Thermal shock: checks cracking, blistering or separation.
- Electrochemical migration resistance: checks leakage path risk under moisture and voltage.
For fine-pitch PCB, solder mask testing should be reviewed together with solder mask bridge width, expansion setting and registration capability. A good material can still fail in assembly if the opening design is too aggressive.
How Does IPC-TM-650 2.6.8 Test PCB Thermal Stress?
IPC-TM-650 2.6.8 thermal stress testing checks whether plated-through holes and related PCB structures can survive soldering heat. It is commonly used to evaluate plating reliability under short-term thermal exposure.
The test exposes the sample to a defined high-temperature solder or thermal condition. After exposure, the board may be inspected by microsectioning to check barrel cracks, corner cracks, inner-layer separation, plating defects or laminate damage.
This method is especially useful for:
- Plated-through holes
- Multilayer PCB
- Thick PCB
- High-Tg materials
- Lead-free soldering conditions
- Automotive PCB
- Industrial control PCB
- Aerospace and medical PCB
Thermal stress testing helps find plating weakness before boards enter assembly, rework or long-term service.
What Is the Difference Between IPC-TM-650 Thermal Stress and Thermal Shock?
IPC-TM-650 thermal stress and thermal shock both involve temperature, but they check different risks. Thermal stress focuses on soldering heat resistance. Thermal shock focuses on repeated fast temperature change.
| Item | Thermal Stress | Thermal Shock |
|---|---|---|
| Typical Method | 2.6.8, 2.6.8.1 | 2.6.7, 2.6.7.2 |
| Main Purpose | Checks resistance to soldering or reflow heat | Checks resistance to repeated hot and cold changes |
| Main Risk | Barrel cracks, plating separation, laminate damage | Fatigue cracks, intermittent opens, material stress |
| Test Style | Short high-temperature exposure | Repeated temperature cycling or shock |
| Common Sample | Plated-through holes, laminates, coupons | Printed boards, coatings, interconnects |
| Best Use | Assembly heat risk review | Long-term reliability review |
| Follow-Up Check | Microsection and visual review | Continuity monitoring and failure analysis |
Thermal stress is closer to manufacturing and soldering risk. Thermal shock is closer to lifetime reliability risk. A high-reliability PCB project may require both tests, especially when the board will face lead-free reflow, field temperature swing or repeated power cycling.
How Do You Choose the Right IPC-TM-650 Test Method?
Choose the right method based on the actual PCB risk, not by ordering every available test. A simple 2-layer PCB and a high-layer-count automotive PCB should not use the same test plan.
- Check the product use first: consumer, industrial, medical, automotive and aerospace boards have different reliability levels.
- Review the PCB structure: layer count, board thickness, via type, copper weight and HDI structure affect test selection.
- Match the test to the failure risk: cleanliness uses ROSE, plating uses microsectioning, and flatness uses bow and twist testing.
- Confirm the process concern: solderability, solder mask adhesion, thermal stress and moisture resistance target different production risks.
- Define the acceptance source: use customer drawings, IPC-A-600, IPC-6012, procurement files or project specifications.
- Set sample quantity and coupon location: test data should represent the production lot, not just a convenient sample.
- Confirm the method revision: the test report should state the exact method number and revision.
- Control test cost: choose tests that reduce real risk instead of adding low-value inspection items.
The right test plan should be clear enough for production, inspection and purchasing teams to understand before the order starts.
What Should an IPC-TM-650 Test Report Include?
A test report should show what was tested, how it was tested, what was measured and how the result was judged. A report that only says “Pass” is not enough for serious PCB quality review.
A complete report should include:
- Test method number and revision: confirms the exact procedure used.
- PCB part number and revision: connects the result to the correct design.
- Production lot number: supports batch traceability.
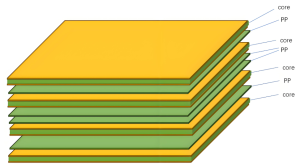
- Material type and stackup: shows the board construction under test.
- Surface finish: affects solderability, storage and inspection results.
- Sample quantity: shows how many pieces or coupons were tested.
- Coupon location: explains where the test sample came from.
- Test condition: includes temperature, time, solution, load or cycling condition.
- Equipment status: confirms calibration or measurement control.
- Measured result: gives real values instead of only pass or fail.
- Photos or microsection images: support visual review when structure matters.
- Acceptance criteria: shows which requirement was used for judgment.
- Final conclusion: states whether the result meets the project requirement.
- Traceability record: links the test to material batch, process record and shipment.
For global PCB supply, traceability is important. It connects the result to the production lot, material batch, process record and shipment, which reduces quality disputes after delivery.
What Are Common Mistakes When Reading IPC-TM-650 Results?
The most common mistake is reading test results as universal pass or fail answers. The method explains how testing is done, but acceptance depends on the PCB class, customer drawing, purchase file and reliability requirement.
Common mistakes include:
- Ignoring the method revision: an old method may not match the current requirement.
- Comparing different test conditions: time, temperature, solution and sample state can change the result.
- Using ROSE results as full chemical analysis: ROSE does not identify every ion type.
- Ignoring sample location: coupon data may not represent every dense area of the PCB.
- Treating one sample as the full batch: sample size should match the risk and order requirement.
- Confusing thermal stress with thermal conductivity: one checks reliability; the other describes heat transfer.
- Reading bow and twist after poor storage: humidity, stacking and support can affect flatness.
- Using uncontrolled IPC TM 650 PDF files: unofficial files may be outdated or incomplete.
- Missing acceptance criteria: the test method alone does not always define the final decision.
- Ignoring lot traceability: a result is weak if it cannot be linked to the real production batch.
A reliable result should connect the test method, measured data, sample condition, acceptance source and project requirement.
What Is the Difference Between IPC-TM-650, IPC-A-600 and IPC-6012?
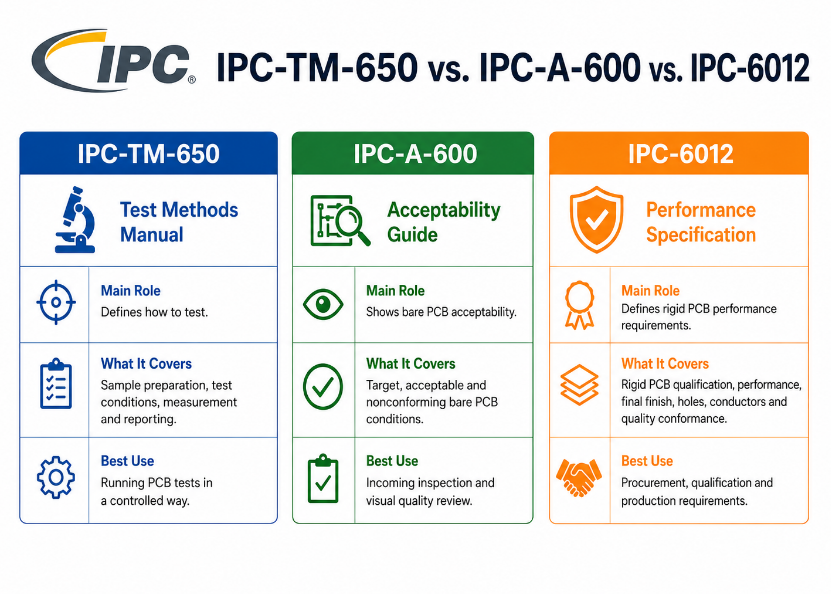
IPC-TM-650, IPC-A-600 and IPC-6012 work together, but they do not do the same job. IPC-TM-650 defines how to test. IPC-A-600 shows bare PCB acceptability. IPC-6012 defines rigid PCB performance requirements.
| Document | Main Role | What It Covers | Best Use |
|---|---|---|---|
| IPC-TM-650 | Test methods manual | Sample preparation, test conditions, measurement and reporting | Running PCB tests in a controlled way |
| IPC-A-600 | Acceptability guide | Target, acceptable and nonconforming bare PCB conditions | Incoming inspection and visual quality review |
| IPC-6012 | Performance specification | Rigid PCB qualification, performance, final finish, holes, conductors and quality conformance | Procurement, qualification and production requirements |
In practice, a rigid PCB may be purchased under IPC-6012, visually reviewed with IPC-A-600 and tested by methods from IPC-TM-650. The three documents should be used together when a project requires reliable quality control.
FAQs About IPC-TM-650
Q1: How do you know which revision to use for a test?
A1: Check the exact method number before testing. Different methods may have different revision dates, so there is no single “latest revision” for every test. A reliable report should show the method number, revision and test date. This prevents disputes when a customer, lab and PCB factory review the same result.
Q2: Can a PCB pass electrical test but still fail these methods?
A2: Yes. Electrical test mainly checks opens and shorts. It may not reveal ionic contamination, weak copper adhesion, barrel cracking, poor solder mask adhesion or board warpage. That is why microsectioning, cleanliness, peel strength, bow and twist and thermal stress testing are often used for higher-reliability PCB projects.
Q3: When is ROSE testing not enough for cleanliness review?
A3: ROSE testing is useful for fast process control, but it does not identify every contaminant. If the project involves high voltage, fine spacing, medical electronics, automotive electronics or corrosion risk, ion chromatography or SIR testing may be better. These tests provide more detailed residue or insulation reliability information.
Q4: Why does sample location matter in microsectioning?
A4: Microsectioning is destructive, so only selected coupons or board areas are inspected. If the sample comes from a low-risk area, it may miss defects near dense vias, heavy copper, BGA zones or high-current sections. For critical boards, sample location should reflect the most difficult structure on the PCB.
Q5: What can cause poor peel strength on a PCB?
A5: Poor peel strength may come from weak laminate bonding, copper foil treatment problems, poor surface preparation, excessive chemical attack, repeated heat exposure or unsuitable material selection. The risk is higher when the PCB faces lead-free reflow, rework, high temperature or mechanical stress during assembly and service.
Q6: Why is bow and twist important before SMT assembly?
A6: A warped board can cause solder paste thickness variation, placement offset, BGA coplanarity issues and connector fit problems. Even if the circuit passes electrical test, poor flatness can reduce SMT yield. Bow and twist review is especially important for thin, large, dense or high-layer-count PCB designs.
Q7: What should buyers avoid when searching for IPC TM 650 PDF files?
A7: Avoid using random IPC TM 650 free download files for purchasing or audit decisions. They may be outdated, incomplete or uncontrolled. For serious projects, confirm the controlled document source, method number and current revision for that specific test before writing requirements into a purchase order or quality agreement.
Q8: Which tests are useful for lead-free PCB assembly?
A8: Lead-free assembly usually brings higher reflow temperature, so thermal stress, solderability, solder mask reliability and microsectioning become more important. These tests help check plated-through hole reliability, surface wetting, solder mask stability and laminate resistance to heat before the PCB enters mass assembly.
Q9: What is the risk of using only a “Pass” statement in a report?
A9: A “Pass” statement alone does not show the method, sample size, test condition, measured value or acceptance source. This makes the report weak during customer review or failure analysis. A useful report should include real measured data, method revision, sample condition and acceptance criteria.
Q10: Do all PCB orders require the same test package?
A10: No. A simple prototype may only need standard inspection and electrical test. A high-reliability PCB may require cleanliness, microsectioning, thermal stress, solderability, SIR, CAF or thermal cycling review. The test package should match product risk, operating environment, reliability class and customer requirement.
Q11: Can these methods help with failure analysis?
A11: Yes. These methods can help locate the cause of field or assembly failure. Microsectioning can reveal cracks or plating defects. Cleanliness testing can show residue risk. Thermal stress can expose weak plated holes. Peel strength testing can show copper bonding problems. Together, they support root cause analysis and corrective action.
Q12: What should be included in a PCB purchase specification?
A12: A clear purchase specification should include PCB class, material, stackup, copper thickness, surface finish, acceptance standard, test method, sample quantity, report format and traceability requirement. For critical products, it should also define cleanliness limits, microsection requirements and thermal reliability expectations.
Q13: Why do high-reliability industries request more testing?
A13: Automotive, medical, aerospace and industrial control products often face longer service life, higher thermal stress, stricter safety requirements and higher failure cost. Extra testing helps reduce hidden defects before shipment. The focus is usually plating reliability, residue control, solderability, insulation resistance and long-term thermal performance.
Q14: Can EBest Circuit provide PCB and PCBA testing support?
A14: Yes. EBest Circuit can support PCB fabrication, PCBA assembly, custom production, batch orders and test report coordination based on project needs. For critical projects, the team can help review test method selection, sample requirements, manufacturing risk and report details before production starts.
Conclusion
IPC-TM-650 is valuable because it turns PCB testing into a controlled process. It helps define how samples are prepared, how tests are performed, what data should be measured and how results should be reported. For real production, the most useful areas are cleanliness control, microsectioning, peel strength, bow and twist, solder mask reliability and thermal stress testing.
For PCB selection, match the test plan to the board material, stackup, copper weight, via structure, surface finish, assembly process and operating environment. For procurement, do not accept vague reports. Ask for method numbers, revisions, measured values, sample details, acceptance criteria and lot traceability.
EBest Circuit is a China source PCB and PCBA manufacturer supporting prototype, custom PCB, batch PCB fabrication, PCBA assembly and global delivery. If you need reliable PCB manufacturing, PCBA service, test report support or a project quotation, contact us at sales@bestpcbs.com.