BGA Assembly (Ball Grid Array Assembly) is a PCB assembly process where components are mounted using an array of solder balls underneath the package instead of leads. It provides higher connection density, better thermal performance, and improved electrical reliability, making it ideal for high-speed and high-performance electronics such as CPUs, GPUs, and communication devices.
BGA Assembly is a critical process in modern electronics, enabling high-density, high-speed, and high-reliability PCB designs. In this guide, you will understand BGA PCB assembly from process control to supplier selection, helping you reduce defects and improve production stability.

BGA Assembly
Looking for Reliable BGA Assembly? Why Right Partner Is Important?
Many projects encounter hidden failures during BGA assembly, especially when scaling from prototype to mass production. Since solder joints are located beneath the package, defects cannot be seen directly and often appear only after testing or field use.
Typical challenges include:
- Hidden defects such as voids and head-in-pillow
- Warpage during reflow causing open joints
- Inconsistent yield across production batches
- Difficult inspection and rework
- Reliability risks under thermal cycling
Because of these risks, selecting the right bga pcb assembly manufacturer becomes a key factor in product success rather than a simple sourcing decision.
EBest Circuit – How We Serve You?
EBest Circuit (Best Technology) provides one-stop bga assembly services, including PCB fabrication, component sourcing, SMT assembly, inspection, and final delivery. With over 20 years of experience, we focus on both engineering support and stable production.
What we provide:
- Turnkey BGA PCB assembly service
- DFM & DFA support before production
- Quick turn prototyping and mass production
- Advanced inspection (SPI + X-ray + AOI)
- Certified system (ISO9001, ISO13485, IATF16949, AS9100D)
Our goal is not only to assemble boards, but to reduce risk and improve yield from the beginning.
Our BGA Assembly Capabilities
BGA assembly requires precision, process stability, and advanced inspection. Our capability is built around real production control and engineering support.
Technical Capabilities
- Minimum BGA pitch down to 0.3 mm
- Placement accuracy up to ±25 µm
- Support for uBGA, CSP, LGA, PoP, fine-pitch BGA
- Double-sided SMT and mixed assembly (SMT + THT + BGA)
- HDI, multilayer, and high-speed PCB support
- Lead-free and RoHS-compliant processes
- Full support from prototype to mass production
- 100% X-ray inspection available for BGA joints
- SPI inspection for solder paste volume control
- Multi-zone reflow profiling for thermal consistency
- BGA rework capability with dedicated stations
- Void rate control typically <10%
- Support for tight-pitch, high-density PCB layouts
- MSL-controlled component handling
- ESD-controlled production environment
- Functional testing and validation support
- Quick turn service for urgent projects
What Is BGA Assembly and Why Is It Critical in Modern PCB Design?
BGA assembly is a process where components with solder balls are mounted onto PCB pads and soldered during reflow. Compared with traditional packages, BGA provides higher pin density and shorter signal paths.
This makes it essential for:
- High-speed signal transmission
- Compact electronic devices
- Better thermal dissipation
- High-performance computing and communication systems
As product complexity increases, BGA PCB assembly becomes a standard requirement rather than an option.
What Makes BGA PCB Assembly So Challenging?
BGA assembly introduces several technical challenges due to its structure and process sensitivity. Even small deviations can lead to hidden defects.
Key challenges include:
- Invisible solder joints under the package
- Thermal warpage during reflow
- Head-in-pillow defects
- Solder voids affecting reliability
- Complex and costly rework process
Because of these factors, advanced process control and inspection are required.
How Does the BGA Assembly Process Work Step by Step?
BGA assembly follows a tightly controlled workflow, because each stage directly affects solder joint reliability and final product performance. A typical BGA PCB assembly process can be summarized as follows:
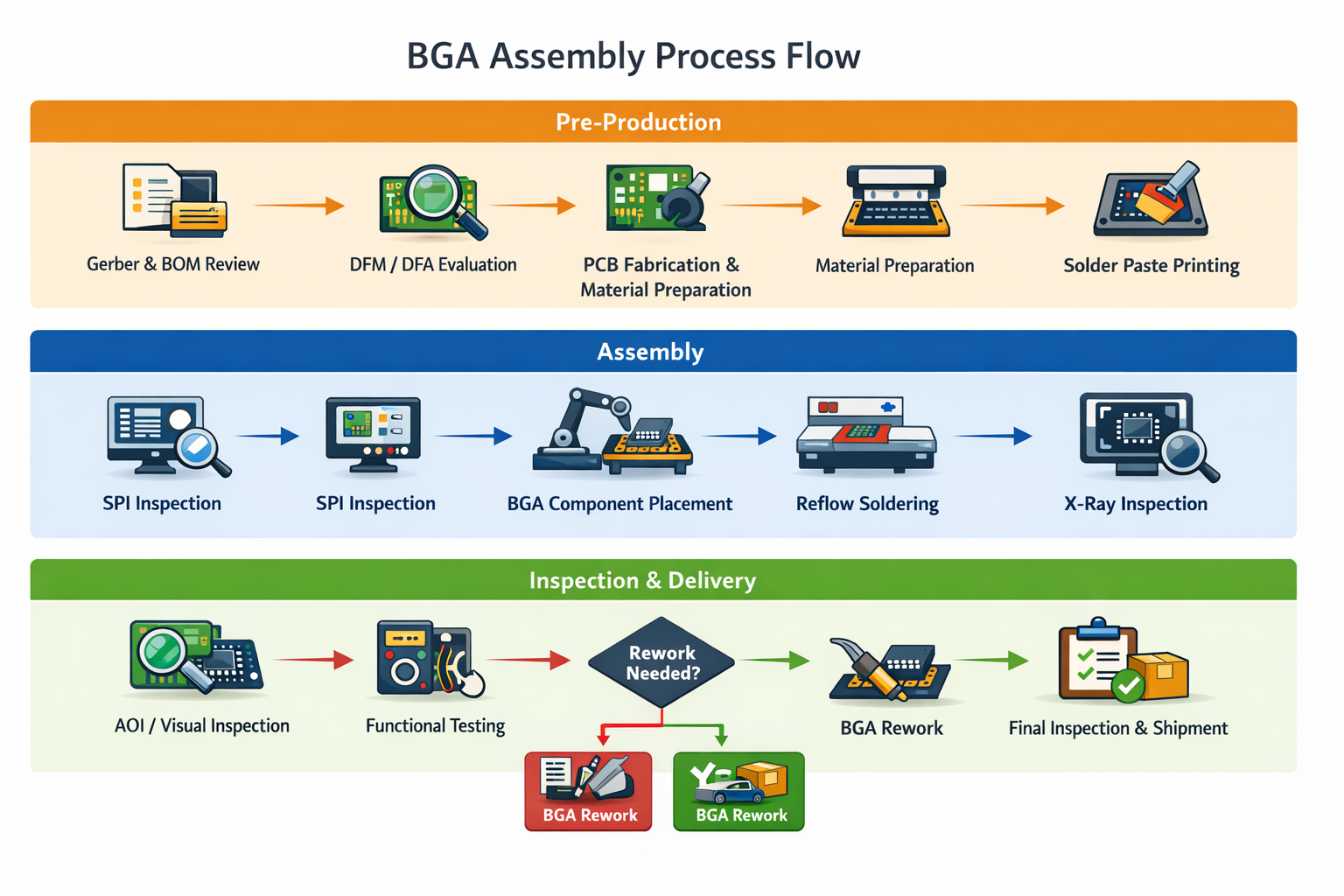
To make the process easier to understand, each step serves a specific purpose in controlling quality and reducing hidden BGA defects:
1. Gerber & BOM Review
First, the engineering team reviews the design files and bill of materials to confirm manufacturability and component availability.
2. DFM / DFA Evaluation
Next, design for manufacturability and design for assembly checks are performed, helping identify risks such as pad mismatch, spacing issues, or thermal concerns before production starts.
3. PCB Fabrication & Material Preparation
After that, the PCB and components are prepared, while moisture-sensitive devices are handled according to proper storage and baking requirements.
4. Solder Paste Printing
Then, solder paste is printed onto the PCB pads with carefully controlled volume, because excessive or insufficient paste can directly affect BGA joint quality.
5. SPI Inspection
Before placement, solder paste inspection verifies paste height, area, and consistency, which helps reduce process variation early.
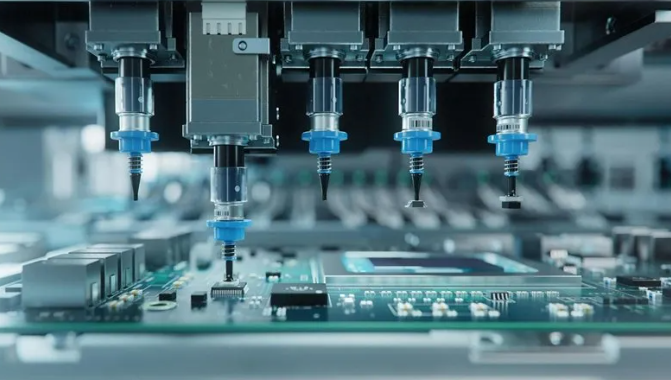
6. BGA Component Placement
The BGA device is then placed using high-precision pick-and-place equipment, ensuring accurate alignment between the solder balls and PCB pads.
7. Reflow Soldering
Next, the board passes through the reflow oven, where the solder balls melt and form electrical and mechanical connections under a controlled temperature profile.
8. X-ray Inspection
Since BGA joints are hidden beneath the package, X-ray inspection is used to check for voids, bridging, opens, and insufficient solder wetting.
9. AOI / Visual Inspection
In addition, visible components and surrounding areas are inspected to confirm overall assembly quality.
10. Functional Testing
Once inspection is complete, electrical and functional tests are performed to verify that the assembled board works as intended.
11. Rework if Needed
If defects are detected, qualified technicians use dedicated BGA rework equipment to remove and replace the component under controlled conditions.
12. Final Inspection & Shipment
Finally, the board goes through final quality verification before packaging and shipment.
Each parameter must be tightly controlled to ensure stable solder joints and minimize defects.
What Equipment Is Required for High-Quality BGA Assembly?
High-quality BGA assembly depends on both equipment and process control.
- High-precision pick-and-place machines
- Multi-zone reflow ovens
- SPI systems for solder paste inspection
- X-ray inspection systems
- AOI systems
Among these, X-ray inspection is essential because it allows detection of hidden solder defects.
China BGA PCB Assembly vs Your Local Manufacturing
Choosing between China BGA PCB assembly and local manufacturing depends on project priorities.
| Factor | China | Local |
|---|---|---|
| Cost | 20–40% lower | Higher |
| Capability | Advanced | Varies |
| Lead time | Competitive | Faster locally |
| Scalability | High | Medium |
For many companies, China offers a strong balance between cost and capability.
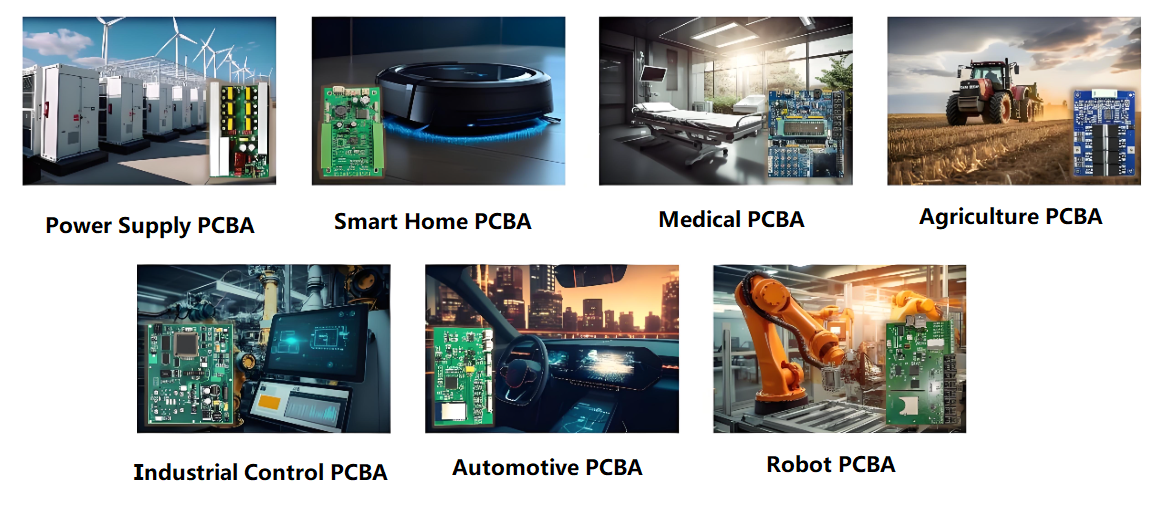
Which Industries Require Advanced BGA Assembly Services?
BGA assembly is widely used in:
- Consumer electronics
- Automotive systems
- Industrial control
- Medical devices
- Aerospace
These industries require both performance and reliability.
How to Choose the Right BGA PCB Assembly Manufacturer?
When selecting a partner, focus on both technical capability and process control.
Key factors include:
- Proven BGA assembly experience
- X-ray and inspection capability
- Process control and thermal profiling
- Quality certifications
- Engineering support
A reliable partner helps reduce defects and improve production consistency.
FAQs about BGA Assembly Services
1. What are the main advantages of BGA over QFP?
The primary advantage of Ball Grid Array (BGA) over Quad Flat Package (QFP) is its higher connection density. Since BGAs use the entire bottom surface for interconnects rather than just the perimeter, they allow for hundreds of pins in a smaller footprint. Additionally, BGAs offer better thermal dissipation and lower parasitic inductance, which improves high-speed signal integrity.
2. Can BGA components be inspected visually?
No, BGA solder joints cannot be inspected with the naked eye or standard optical equipment because they are hidden beneath the component body. To ensure joint integrity, manufacturers use Automated X-Ray Inspection (AXI) to look through the package and detect defects like solder voids, bridging, or insufficient wetting.
3. What is the most common cause of BGA assembly failure?
The most common cause of BGA failure is an incorrect reflow temperature profile. If the temperature rises too quickly or unevenly, it can lead to “popcorning” (internal package cracking due to moisture), solder ball bridging (shorts), or “head-in-pillow” defects where the solder ball and paste fail to merge.
4. Can you hand-solder a BGA package?
While technically possible for advanced hobbyists with a hot air station, hand-soldering BGAs is not practical or recommended for production. BGAs require precise alignment and a specific thermal profile that can only be consistently achieved using automated pick-and-place machines and multi-zone reflow ovens.
5. Why is “underfill” used in BGA assembly?
Underfill is a specialized epoxy resin injected under the BGA package after soldering. It is used to improve the mechanical reliability of the device by spreading the stress of thermal expansion and physical shock (like dropping a phone) across the entire component rather than just the individual solder balls.
6. What is a “Fine-Pitch” BGA?
A Fine-Pitch BGA (FPBGA), sometimes called a MicroBGA, refers to components where the distance between the centers of the solder balls (the “pitch”) is 0.8mm or less. As the pitch decreases to 0.5mm or 0.4mm, the assembly process becomes significantly more challenging, often requiring advanced PCB technologies like “via-in-pad” to route signals.
Ready for Fast and Reliable BGA Assembly? Get a Quote Today
If you are looking for a reliable bga pcb assembly manufacturer, EBest Circuit is ready to support your project.
- DFM feedback within 24 hours
- Process optimization suggestions
- Fast quotation
Contact: sales@bestpcbs.com