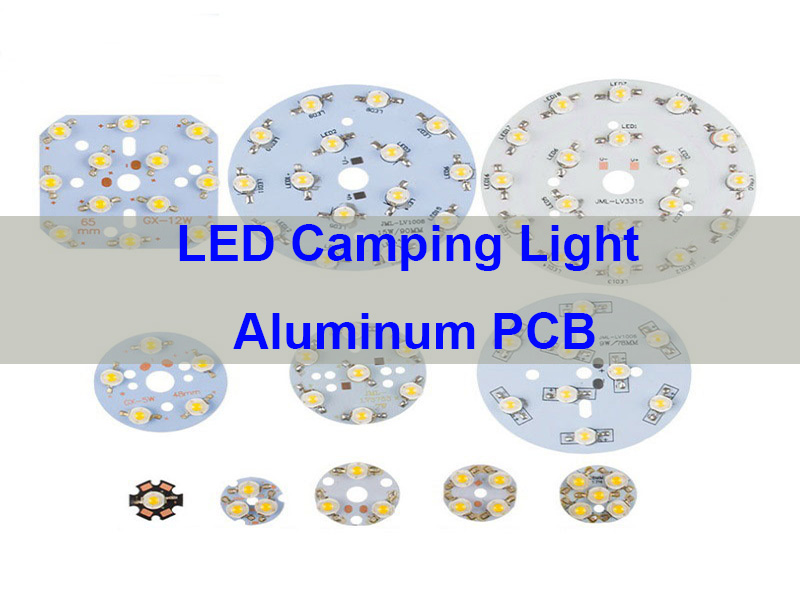
LED Camping Light Aluminum PCB is the backbone of reliable outdoor lighting, ensuring efficient heat dissipation, stable brightness, and extended product lifespan in harsh environments. This article explains how to design, manufacture, and select high-performance aluminum PCBs for camping lighting applications.
Common Challenges in Camping LED Lighting
- Heat buildup causing LED lumen degradation
- Unstable solder joints under outdoor temperature cycles
- Short battery life due to inefficient thermal design
- Poor waterproof reliability in humid environments
- Inconsistent brightness due to PCB layout issues
How Aluminum PCB Solves These Problems
- High thermal conductivity base improves heat dissipation
- Stable metal substrate enhances mechanical strength
- Optimized copper layout ensures uniform current distribution
- Better heat spreading increases LED lifespan
- Reliable structure supports outdoor durability
EBest Circuit (Best Technology) is a trusted manufacturer specializing in LED Camping Light Aluminum PCB, delivering compact, high-thermal-performance solutions tailored for portable outdoor lighting. We understand that uneven heat dissipation can shorten lifespan and reduce battery efficiency, so our designs focus on optimized thermal paths and stable miniaturization to ensure consistent performance. For high-brightness and portable requirements, our engineering team balances PCB size and heat conductivity to achieve both efficiency and durability.
With stable mass production capability and strict quality control, we help customers maintain consistent quality while ensuring reliable supply for large-volume orders. Our advanced materials and structural optimization also enhance moisture resistance and thermal reliability, making our solutions well-suited for demanding outdoor environments. Need a reliable LED Camping Light Aluminum PCB partner? Please feel free to contact us at +86-755-2909-1601 anytime.
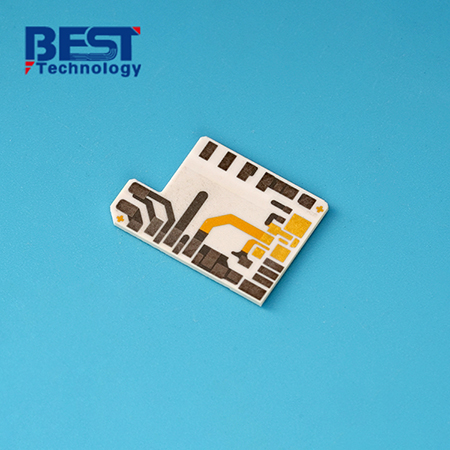
What Is LED Camping Light Aluminum PCB and Why Is It Critical?
LED Camping Light Aluminum PCB is a metal-core PCB designed to efficiently dissipate heat generated by high-power LEDs. It ensures stable operation in outdoor environments.
Compared to traditional FR-4, aluminum PCB offers:
- Better thermal conductivity
- Higher mechanical strength
- Improved LED lifespan
What Certifications and Services Support Aluminum PCB LED Camping Light Production?
| Category | Details |
|---|---|
| Certifications | ISO9001, ISO13485, IATF16949, AS9100D |
| PCB Capability | Aluminum PCB, MCPCB, multi-layer thermal PCB |
| Assembly | SMT, DIP, mixed assembly |
| Testing | AOI, X-ray, functional testing |
| Traceability | MES system with full traceability |
What Problems Do Users Face in LED Camping Lighting and How Do We Solve Them?
Many users struggle with overheating, unstable brightness, and limited durability in camping led lights. These issues directly affect product performance and user satisfaction.
Key Issues
- Heat accumulation reduces LED efficiency
- PCB warping under outdoor conditions
- Uneven light distribution
- Poor solder reliability
Our Engineering Solutions
- Optimized thermal path design with aluminum base
- Controlled reflow profile for stable solder joints
- Uniform copper distribution for current balance
- Enhanced substrate thickness for durability
Need a reliable Aluminum PCB LED Camping Light solution? Please feel free to contact us at +86-755-2909-1601 anytime to discuss your project details.
How Does Aluminum PCB Improve Camping LED Lights Performance?
Aluminum PCB enhances camping lighting performance by quickly transferring heat away from LEDs, preventing thermal buildup.
- Reduces junction temperature
- Maintains consistent brightness
- Extends LED lifespan
What Is the Difference Between Aluminum PCB and FR4 for Camping Lights?
| Parameter | Aluminum PCB | FR4 PCB |
|---|---|---|
| Thermal Conductivity | High | Low |
| Heat Dissipation | Excellent | Limited |
| Durability | Strong | Moderate |
| Application | LED lighting | General electronics |
How to Design Aluminum PCB for LED Camping Lantern?
Designing a high-performance LED camping lantern PCB requires a structured approach that balances thermal management, current distribution, and long-term reliability. The core objective is to control LED junction temperature (Tj), because it directly impacts lumen output, efficiency, and lifespan.
Thermal Calculation: How to Estimate LED Junction Temperature
Before layout, engineers should calculate the expected junction temperature:
Tj = Ta + (Pd × Rth)
Where:
- Tj = LED junction temperature (°C)
- Ta = ambient temperature (°C), typically 40–60°C for outdoor use
- Pd = power dissipation per LED (W)
- Rth = total thermal resistance (°C/W), including junction-to-board and board-to-ambient
For example, a 3W LED with total thermal resistance of 10°C/W at 50°C ambient:
Tj = 50 + (3 × 10) = 80°C
Keeping Tj below 85°C significantly improves LED lifetime.
Copper Trace Design: How to Size Current-Carrying Paths
Wide copper traces are essential for handling current and minimizing resistive heating.
Trace width can be estimated using IPC-2152 guidelines:
I = k × (ΔT0.44) × (A0.725)
Where:
- I = current (A)
- ΔT = allowable temperature rise (°C)
- A = cross-sectional area (mil²)
Practical guideline:
- 1A current → ≥1 mm trace width (1 oz copper)
- High-power lantern (>10W) → use 2–3 oz copper
This reduces voltage drop and prevents localized overheating.
LED Placement Strategy: Thermal Balance and Light Uniformity
LED layout directly affects both thermal distribution and lighting performance.
Key principles:
- Maintain equal spacing to avoid heat concentration
- Place high-power LEDs near thermal vias or heat-spreading zones
- Avoid clustering LEDs in one area
Thermal spreading angle in aluminum PCB is typically ~45°, meaning heat diffuses outward through the metal base. Proper spacing ensures uniform temperature across the board.
Dielectric Layer Selection: Core Thermal Path Optimization
The dielectric layer is the bottleneck of heat transfer in aluminum PCB.
Thermal resistance of dielectric layer:
Rth = t / (k × A)
Where:
- t = dielectric thickness (mm)
- k = thermal conductivity (W/m·K)
- A = heat transfer area
Design recommendations:
- Use dielectric with k ≥ 2.0 W/m·K for high-power camping lights
- Keep thickness between 50–100 μm
Thinner dielectric improves heat transfer but must maintain electrical insulation.
Grounding and Heat Spreading: Dual-Purpose Design
Ground planes in aluminum PCB serve both electrical and thermal roles.
Best practices:
- Use large copper ground planes under LEDs
- Connect LED thermal pads directly to ground copper
- Increase copper coverage to improve heat spreading
This reduces thermal resistance and improves EMI stability.
System-Level Thermal Design: Interface with Heat Sink
Aluminum PCB alone is not enough; heat must transfer to the external environment.
Thermal path:
LED → Copper → Dielectric → Aluminum base → Thermal interface material (TIM) → Housing
Key considerations:
- Use thermal grease or pad (TIM) with low thermal resistance
- Ensure flat mounting surface to avoid air gaps
- Increase contact area with housing
Even a 0.1 mm air gap can increase thermal resistance significantly.
Reliability Design for Outdoor Conditions
Camping lanterns operate in harsh environments, so PCB design must account for:
- Temperature cycling (-20°C to 60°C)
- Moisture exposure
- Mechanical vibration
Design enhancements:
- Use thicker aluminum base (1.5–2.0 mm)
- Apply conformal coating
- Reinforce solder joints for thermal cycling resistance
What Are the Key Materials Used in Camping Light LED Aluminum PCB?
Material selection defines the thermal efficiency, electrical stability, and long-term reliability of a LED Camping Light Aluminum PCB. In high-power outdoor lighting, the PCB is not just a carrier—it acts as a critical thermal management system.
A typical aluminum PCB stack-up consists of three main layers: aluminum base, dielectric layer, and copper circuit layer. Each layer plays a different but interconnected role in heat transfer and electrical performance.
Aluminum Base – Core Heat Dissipation Path
The aluminum substrate is the primary heat spreader, responsible for transferring heat away from LEDs to the external environment.
Key parameters:
- Thickness: typically 1.0–2.0 mm
- Thermal conductivity: ~ 150–200 W/m·K
Why it matters:
- Heat from LEDs quickly spreads laterally through the aluminum
- Reduces hotspot formation
- Improves overall thermal uniformity
Engineering insight:
The thicker the aluminum base, the better the mechanical strength and heat spreading capability, but it also increases weight. For portable camping lights, 1.2–1.6 mm is often the optimal balance.
Dielectric Layer – The Thermal Bottleneck
The dielectric layer sits between copper and aluminum and is the most critical factor in thermal performance.
Its thermal resistance can be estimated as:
Rth = t / (k × A)
Where:
- t = dielectric thickness
- k = thermal conductivity
- A = heat transfer area
Typical values:
- Thickness: 50–100 μm
- Thermal conductivity: 1.0–3.0 W/m·K
Why it matters:
- This layer controls how efficiently heat moves from copper to aluminum
- Even small improvements in k significantly reduce junction temperature
Design recommendation:
- Use ≥2.0 W/m·K dielectric for high-power LED camping lights
- Keep thickness as thin as possible while maintaining insulation
Copper Layer – Electrical Conduction and Heat Spreading
The copper layer forms the circuit and also acts as a secondary heat spreader.
Key parameters:
- Thickness: 1–3 oz (35–105 μm)
Why it matters:
- Carries current to LEDs
- Spreads heat before it reaches dielectric
- Affects voltage drop and efficiency
Engineering considerations:
- Wider traces reduce resistive loss
- Thicker copper improves current capacity
- Large copper areas under LEDs enhance thermal spreading
Practical guideline:
For high-power camping LED lights, using 2 oz copper can significantly improve both electrical and thermal performance.
How These Materials Work Together as a System
The effectiveness of an Aluminum PCB for LED Camping Light depends on how well these layers cooperate:
Heat transfer path:
LED → Copper → Dielectric → Aluminum → Air / Housing
Key insight:
- The aluminum spreads heat
- The dielectric controls heat transfer speed
- The copper distributes both current and heat
If any layer is poorly designed, the entire thermal system becomes inefficient.
Material Selection Tips for Outdoor Camping Lighting
- Choose high thermal conductivity dielectric (≥2 W/m·K)
- Optimize aluminum thickness for strength and weight balance
- Use thicker copper for high-current designs
- Ensure compatibility with outdoor conditions (humidity, temperature cycling)
Why Material Selection Directly Impacts Product Lifespan
LED lifespan is strongly tied to junction temperature:
- Every 10°C increase in junction temperature can reduce LED lifetime significantly
- Proper material selection can lower Tj by 10–20°C, dramatically improving reliability
Which Industries Use LED Camping Light Aluminum PCB?
| Industry | Application |
|---|---|
| Outdoor Equipment | Camping lamps and lanterns |
| Emergency Lighting | Portable lighting systems |
| Automotive | Vehicle outdoor lighting |
| Consumer Electronics | Rechargeable LED devices |
How to Ensure Reliability in Outdoor Camping Lighting PCB?
Ensuring long-term reliability in a LED Camping Light Aluminum PCB requires a combination of thermal optimization, material robustness, and process stability. Outdoor environments introduce temperature fluctuations, humidity, vibration, and dust—all of which can accelerate failure if not properly addressed.
Thermal Design – Control LED Junction Temperature
Thermal stability is the first priority because LED degradation is directly linked to junction temperature (Tj).
Key approach:
- Maintain Tj below 85°C for long lifespan
- Use high thermal conductivity dielectric (≥2.0 W/m·K)
- Ensure proper heat transfer path: LED → Copper → Dielectric → Aluminum
Engineering insight:
Reducing thermal resistance by even 1–2°C/W can significantly improve reliability in continuous-use camping lights.
Material Selection – Build Mechanical and Environmental Stability
Outdoor lighting PCBs must withstand mechanical stress and environmental exposure.
Recommended material strategies:
- Aluminum base thickness: 1.2–1.6 mm for structural strength
- High Tg dielectric to resist thermal cycling
- Corrosion-resistant materials for humid environments
Why it matters:
Material mismatch (CTE differences) can cause solder joint fatigue under repeated heating and cooling cycles.
Conformal Coating – Protection Against Moisture and Dust
Camping environments often involve rain, humidity, and condensation.
Typical coating types:
- Acrylic (cost-effective, easy rework)
- Silicone (best for wide temperature range)
- Polyurethane (strong moisture resistance)
Design considerations:
- Coating thickness: 25–75 μm
- Ensure full coverage of exposed copper and solder joints
Result:
Prevents corrosion, leakage current, and short circuits.
Thermal Cycling and Reliability Testing – Validate Real Conditions
Reliability must be verified through testing, not assumptions.
Common tests:
- Thermal cycling: -40°C to +85°C, 100–500 cycles
- Burn-in test: continuous operation at elevated temperature
- Humidity test: 85°C / 85% RH
Purpose:
Simulates real outdoor conditions and identifies early failure risks.
Soldering Process Control – Prevent Hidden Failures
Solder joint integrity is critical in aluminum PCB assembly.
Key control points:
- Reflow profile optimization (avoid excessive thermal stress)
- Use of SAC305 or high-reliability solder alloys
- Controlled cooling rate to prevent micro-cracks
Engineering insight:
Aluminum PCB has different thermal expansion compared to FR4, so improper soldering can lead to long-term fatigue failures.
System-Level Reliability – Beyond the PCB
Reliability is not only about the PCB itself.
Additional considerations:
- Use thermal interface materials (TIM) between PCB and housing
- Ensure proper mechanical mounting
- Avoid air gaps that increase thermal resistance
What Surface Finish Is Best for LED Camping Light Aluminum PCB?
Surface finish plays a key role in solderability, corrosion resistance, and long-term durability of LED Aluminum PCB Camping Light products. The choice depends on application requirements, environmental exposure, and assembly process.
ENIG (Electroless Nickel Immersion Gold) – High Reliability Choice
ENIG is widely used in high-performance LED lighting applications.
Structure:
- Nickel layer: 3–6 μm
- Gold layer: 0.05–0.1 μm
Advantages:
- Excellent flatness for SMT assembly
- Strong oxidation resistance
- Stable contact performance over time
Engineering benefit:
ENIG ensures consistent solder joints and is ideal for high-density or precision LED layouts.
HASL (Hot Air Solder Leveling) – Standard and Robust Option
HASL is a traditional and widely used surface finish.
Types:
- Leaded HASL
- Lead-free HASL
Advantages:
- Good solderability
- Strong mechanical bonding
- Suitable for through-hole or simple SMT designs
Limitations:
- Less flat surface compared to ENIG
- Not ideal for fine-pitch components
ENIG vs HASL – Quick Engineering Comparison
| Parameter | ENIG | HASL |
|---|---|---|
| Surface Flatness | Excellent | Moderate |
| Solderability | High | Good |
| Oxidation Resistance | Strong | Moderate |
| Application | High-performance LED | Standard lighting |
How to Choose the Right Surface Finish?
Selection depends on your product positioning:
- High-end camping lights → ENIG recommended
- Standard consumer products → HASL sufficient
- Fine-pitch LED arrays → ENIG preferred
- Cost-sensitive designs → HASL acceptable
Engineering Recommendation
For most LED Camping Light with Aluminum PCB applications:
- Use ENIG for better long-term stability and outdoor durability
- Use HASL only when design complexity is low and requirements are moderate
Looking for High-Reliability LED Camping Light Aluminum PCB?
If you are sourcing LED Camping Light Aluminum PCB, selecting a partner with proven thermal design and manufacturing capability is critical. EBest Circuit (Best Technology) delivers high-performance aluminum PCBs optimized for outdoor LED lighting.
Key Parameters for LED Camping Aluminum PCB
- Thermal Conductivity: 1.0–3.0 W/m·K
- Base Material Thickness: 1.0–2.0 mm aluminum
- Copper Thickness: 1–3 oz
- Surface Finish: ENIG / HASL
- Operating Temperature Range: -40°C to 125°C
Looking to improve product reliability and reduce failure rates? Contact us at sales@bestpcbs.com for your next metal core circuits project.
Why Choose Us for LED Camping Light Aluminum PCB
- Quality: Full-process inspection including AOI and X-ray
- Lead Time: Fast delivery with stable production scheduling
- Service: Free DFM and engineering support
- Supply Chain: Integrated PCB + PCBA + sourcing
- Experience: 20+ years serving global customers

If you are looking for a reliable LED Camping Light Aluminum PCB supplier, EBest Circuit (Best Technology) provides complete solutions from design to mass production. Pls feel free to contact us at sales@bestpcbs.com to start your project anytime.
FAQs About LED Camping Light Aluminum PCB
What is LED Camping Light Aluminum PCB?
LED Camping Light Aluminum PCB is a metal-core PCB designed to provide efficient heat dissipation and stable performance for outdoor LED lighting applications.
Why use Aluminum PCB for camping LED lights?
Aluminum PCB improves thermal management, ensuring longer LED lifespan and consistent brightness in outdoor conditions.
How to design LED Camping Light with Aluminum PCB?
Design requires optimized copper layout, proper LED spacing, and high thermal conductivity materials to ensure efficient heat dissipation.
What is the best thickness for Aluminum PCB for LED camping light?
Typically 1.0–2.0 mm aluminum base depending on thermal requirements and mechanical strength.
How to improve reliability of camping LED lights?
Use high-quality materials, optimize thermal design, and ensure stable manufacturing processes.
What surface finish is best for LED Aluminum PCB Camping Light?
ENIG is preferred for high reliability, while HASL is suitable for standard designs.