If you work with electronic devices, you’ve probably heard of PCB thermal conductivity. But do you know what it really means? Or why it matters for your projects? This guide breaks down everything you need to know—from key materials to design tips
What Is PCB Thermal Conductivity?
PCB thermal conductivity refers to the ability of a printed circuit board material to transfer heat from one location to another. It is typically measured in W/m·K (Watts per meter-Kelvin).
A higher thermal conductivity value means heat travels more efficiently through the board. This helps prevent local hot spots and keeps electronic components operating within safe temperature limits.
Electronic components generate heat during operation. If the PCB cannot dissipate this heat effectively, several problems may occur:
Component overheating
Reduced electrical performance
Accelerated material aging
Solder joint fatigue
Unexpected system failure
Because of these risks, thermal performance is now a critical parameter in PCB design.
What Is PCB Thermal Conductivity?
Why Thermal Conductivity is Important in PCB?
Thermal conductivity becomes especially important in systems such as:
LED lighting modules
automotive power electronics
RF communication equipment
industrial motor controllers
high-density computing hardware
In these systems, components like MOSFETs, power regulators, and RF amplifiers can generate significant heat during operation. A properly designed PCB spreads that heat efficiently across copper planes and into external cooling systems.
Thermal Conductivity of Common PCB Materials
Different PCB materials conduct heat at different rates. The base laminate, metal layers, and structural design all influence overall thermal performance.
The following table shows typical thermal conductivity values for common PCB materials.
PCB Material
Thermal Conductivity (W/m·K)
Typical Applications
FR-4 Standard Laminate
0.3 – 0.4
Consumer electronics
High-Tg FR-4
0.4 – 0.6
Industrial electronics
Aluminum PCB
1 – 3
LED lighting, power modules
Copper
~385
Heat spreading layer
Ceramic (Alumina)
20 – 30
RF modules, high-power circuits
Aluminum Nitride (AlN)
140 – 180
High-power semiconductor modules
Most standard PCBs use FR-4 epoxy glass laminate. While FR-4 is cost-effective and electrically stable, its thermal conductivity is relatively low. This is why designers often rely on copper planes and thermal vias to improve heat flow.
Which PCB Material Has the Highest Thermal Conductivity?
Among commonly used PCB materials, ceramic substrates offer the highest thermal conductivity.
Aluminum nitride (AlN) stands out because it combines high thermal conductivity with excellent electrical insulation. Its thermal conductivity can exceed 170 W/m·K, which is hundreds of times higher than standard FR-4. Despite its excellent thermal properties, AlN is significantly more expensive than FR-4. Manufacturing complexity is also higher.
Therefore, ceramic PCBs are usually reserved for applications that require extreme thermal performance, such as:
power semiconductor modules
high-frequency RF systems
aerospace electronics
high-power laser drivers
For most industrial products, aluminum PCB or optimized FR-4 stack-ups provide sufficient thermal performance at a more reasonable cost.
How Does Copper Thickness Affect PCB Thermal Conductivity?
Copper plays a major role in PCB heat spreading. Although the base laminate may have low thermal conductivity, copper traces and planes help move heat away from components. Copper has a thermal conductivity of approximately 385 W/m·K, which is extremely high compared with FR-4.
Increasing copper thickness improves thermal performance in several ways:
Thicker copper spreads heat across a larger area.
Reduced resistance helps decrease power loss.
Heat moves more evenly through copper planes.
Typical PCB copper thickness values include:
Copper Weight
Thickness
1 oz
~35 µm
2 oz
~70 µm
3 oz
~105 µm
4 oz
~140 µm
Power electronics designs often use 2 oz or thicker copper. Heavy copper PCBs can reach 6 oz or even higher for extreme current applications. However, thicker copper also introduces design considerations:
trace spacing requirements increase
etching becomes more challenging
manufacturing cost rises
Therefore, engineers usually balance copper thickness with other thermal management methods such as thermal vias and heat sinks.
How Can You Improve PCB Thermal Conductivity in Design?
Even when using standard FR-4 materials, designers can significantly improve heat dissipation through thoughtful PCB layout and structure. Several design techniques are commonly used.
1. Use Larger Copper Planes
Copper planes distribute heat across the board surface, you can use large ground planes or power planes act as heat spreaders.
2. Add Thermal Vias
Thermal vias create vertical heat paths between layers. They allow heat to move from the component side to inner copper planes or heat sinks.
3. Select Metal Core PCB
Metal core PCBs use aluminum or copper substrates. These materials improve thermal conductivity and enable efficient heat transfer.
4. Optimize Component Placement
Components that generate significant heat should not be crowded together. Proper spacing helps air circulation and reduces temperature buildup.
5. Use Heat Sinks
External heat sinks remove heat from the PCB and release it into the surrounding environment.
What Is the Difference Between Thermal Conductivity and Thermal Resistance in PCB?
Thermal conductivity and thermal resistance are related but different concepts.
Thermal conductivity describes how well a material conducts heat.
Thermal resistance measures how difficult it is for heat to travel through a structure.
Designers often calculate thermal resistance when evaluating cooling performance. A lower thermal resistance means heat can flow away from components more easily.
Where Are High Thermal Conductivity PCBs Used?
High thermal conductivity PCBs appear in many modern electronic systems. As power density increases, thermal design becomes more critical.
Common applications include:
LED lighting systems
automotive control modules
power converters and inverters
telecom base stations
RF amplifiers
industrial automation equipment
Similarly, power electronics used in electric vehicles require efficient thermal management. Heavy copper PCBs and thermal vias help maintain stable operating temperatures. In RF systems, excessive heat can affect signal stability, thermal control therefore supports both reliability and electrical performance.
Why Choose EBest as Your High Thermal Conductivity PCB Manufacturer?
At EBest Circuit (Best Technology), we focus on supporting engineers who require reliable PCB fabrication and assembly solutions for high-performance electronics. Our team has over 19 of experience in PCB and PCBA manufacturing. Our facilities operate in both China and Vietnam, allowing us to support global supply chains and flexible production requirements.
We work closely with customers during the early engineering stage. Our engineering team reviews design files and provides practical DFM feedback that helps improve manufacturability and thermal performance.
Our capabilities include:
multilayer PCB fabrication up to complex stack-ups
aluminum PCB and metal core PCB manufacturing
heavy copper PCB production
thermal via drilling and filling technologies
SMT and THT assembly services
component sourcing and turnkey PCBA
For PCB fabrication, thermal design consultation, or turnkey PCBA services, feel free to contact our team at sales@bestpcbs.com.
FAQ About PCB Thermal Conductivity
1. How can I improve PCB heat dissipation?
Several design methods improve PCB heat dissipation. Common techniques include:
using thicker copper layers
adding thermal vias
increasing copper plane area
selecting aluminum PCB substrates
attaching external heat sinks
2. What PCB material is best for thermal management?
Ceramic materials such as aluminum nitride offer the highest thermal conductivity. However, aluminum PCBs provide an excellent balance between cost and performance. Many LED and power electronics systems use aluminum substrates. For general applications, optimized FR-4 with thermal vias can also deliver effective thermal management.
3. Does thicker copper improve thermal conductivity?
Yes. Thicker copper improves heat spreading across the board. Copper conducts heat extremely well. Increasing copper thickness creates larger thermal paths that help distribute heat more evenly.
4. Is aluminum PCB better for heat dissipation?
Yes. Aluminum PCBs provide significantly better heat dissipation than standard FR-4 boards.
The aluminum base acts as a heat spreader and transfers heat quickly to external cooling systems.
Industrial systems operate in harsh environments. Heat, vibration, dust, moisture, and electrical noise are part of daily life. The circuit boards inside these systems must survive years of continuous duty. This is where industrial PCB manufacturing stands apart from standard consumer production.
In this guide, we will walk through the materials, design rules, process steps, cost structure, certifications, and real-world expectations behind industrial-grade boards. If you design, source, or manage projects in this field, this article will give you clarity and confidence.
What Is Industrial PCB Manufacturing?
Industrial PCB manufacturing refers to the fabrication and assembly of circuit boards designed for high-reliability, long-life, and high-stress environments. These boards are used in equipment that runs factories, power plants, transportation systems, and heavy machinery.
Because of this, the production standards are stricter. Material selection is more demanding. Inspection levels are higher. Traceability is critical.
An industrial board is not defined by size or layer count. It is defined by performance expectations. A simple two-layer board can be industrial if it must operate reliably inside a motor control cabinet for fifteen years.
What Materials Are Used In Industrial PCB Manufacturing?
Material choice drives long-term performance. Industrial boards rarely rely on basic FR-4 alone. Instead, engineers consider thermal stress, mechanical load, and electrical safety margins.
Here are common materials used:
High-Tg FR-4: Glass transition temperature above 170°C. Ideal for thermal cycling.
Polyimide: Excellent thermal resistance and chemical stability.
Ceramic substrates: Alumina or aluminum nitride for extreme heat and power modules.
Heavy copper laminates: 2oz to 6oz copper for high current paths.
Let’s compare common substrate options:
Material Type
Heat Resistance
Mechanical Strength
Cost Level
Typical Use Case
Standard FR-4
Moderate
Good
Low
Light industrial
High-Tg FR-4
High
Very good
Medium
Motor drives
Polyimide
Very high
Excellent
High
Aerospace-grade industrial
Aluminum Core PCB
High
Strong
Medium
LED power modules
Ceramic PCB
Extreme
Very rigid
High
Power electronics
Copper thickness is another key factor. Industrial boards often use:
2oz copper for power control
3oz or 4oz for heavy current
Thicker copper for busbar-like layers
Surface finish is selected for durability. ENIG, immersion silver, and OSP are common. For long storage, ENIG remains a strong option.
What Industries Use Industrial PCBs?
Industrial PCBs support mission-critical sectors. Because downtime is costly, reliability becomes a core requirement.
Key industries include:
Factory automation
Renewable energy systems
Oil and gas control platforms
Rail transportation
Power distribution equipment
Robotics systems
Industrial IoT infrastructure
Medical industrial equipment
For example, motor drives rely on thick copper traces for switching stability. Similarly, solar inverters demand thermal resilience during constant power conversion. In rail systems, vibration resistance is essential for passenger safety.
Industrial PCB Design Rules
Trace Width and Spacing: High-current paths require wider traces. Voltage clearance must meet safety standards.
Copper Weight Selection: Choose copper thickness based on current load and temperature rise calculations.
Creepage and Clearance: Industrial boards must meet international safety spacing standards.
Thermal Management: Use thermal vias, copper pours, and metal cores when necessary.
Vibration Reinforcement: Anchor large components and connectors.
Surface Finish Selection: ENIG, OSP, or Immersion Tin depending on application.
Design for manufacturability (DFM) reviews are critical. Best Technology performs DFM checks before fabrication begins. Early feedback reduces rework and accelerates production.
How Long Does Industrial PCB Manufacturing Take?
Lead time depends on complexity, testing scope, and material sourcing. However, planning can significantly improve schedule predictability. Below is a typical timeline for medium-complexity industrial boards:
Production Stage
Typical Duration
Engineering Review
1–2 days
Material Preparation
2–3 days
PCB Fabrication
7–14 days
Assembly (SMT + THT)
3–7 days
Testing & Inspection
2–5 days
Best Technology offers expedited services for urgent industrial projects. If your project requires urgent processing, please contact our team immediately or make a note in the order.
Industrial PCB Manufacturing Process
Unlike standard commercial boards, industrial-grade circuits must perform in environments where heat, vibration, dust, and electrical stress are part of daily operation. Because of that, every stage in the process is carefully managed and documented.
Below is a whole process of how a high-reliability industrial PCB moves from design to a fully tested finished board.
1. Engineering Review and DFM Verification
The process begins with a complete review of design files, including Gerber data, drill files, stack-up details, and fabrication notes. Engineers perform Design for Manufacturability (DFM) analysis to identify potential production risks.
Key checks include:
Trace width and spacing compliance
Copper weight accuracy
Annular ring tolerances
Via structure validation
Creepage and clearance verification
Material compatibility
At Best Technology, this stage is critical because catching issues early prevents delays, rework, and unexpected cost increases later in the production cycle.
2. Material Preparation
Once files are approved, raw materials are prepared. Industrial boards often use high-Tg laminates, heavy copper foils, or specialized substrates such as metal cores.
Material preparation includes:
Cutting laminate panels to production size
Cleaning copper surfaces
Verifying material certifications
Baking moisture-sensitive laminates when required
Proper material handling ensures dimensional stability and strong layer bonding in later stages.
3. Inner Layer Imaging
For multilayer boards, the process starts with inner layers. A photosensitive film is applied to copper-clad laminate panels. The circuit pattern is transferred using UV exposure through phototools.
After exposure, the panel is developed, leaving only the intended copper pattern protected.
Precision at this stage directly impacts electrical performance and layer alignment accuracy.
4. Inner Layer Etching
The exposed copper is removed through controlled chemical etching. This step defines the actual copper traces that carry current within the board.
Strict control of etching parameters ensures:
Accurate trace width
Clean copper edges
Minimal undercutting
Consistent impedance performance
Once etched, each inner layer undergoes automated optical inspection (AOI) to verify pattern accuracy before proceeding.
5. Layer Alignment and Lamination
Next, inner layers are stacked with prepreg sheets and outer copper foils. Proper alignment is essential for via accuracy and structural stability.
The stacked layers are pressed under high heat and pressure in a lamination press. During this stage:
Resin flows and bonds layers together
Air pockets are eliminated
Structural integrity is formed
Balanced stack-up design helps reduce warpage and improves mechanical strength, which is especially important in industrial environments.
6. Drilling
After lamination, mechanical drilling creates vias, component holes, and mounting holes. In advanced designs, laser drilling may be used for microvias.
Drilling accuracy affects:
Electrical connectivity
Structural reliability
Vibration resistance
Hole wall quality is closely inspected because poor drilling can weaken plating performance.
7. Hole Wall Plating
To make vias conductive, the hole walls are chemically treated and plated with copper. This step creates electrical connections between layers.
The plating process includes:
Desmearing and surface conditioning
Electroless copper deposition
Electrolytic copper plating
For industrial boards, thicker copper plating improves mechanical strength and long-term reliability under thermal cycling.
8. Outer Layer Imaging and Etching
The outer layers follow a similar imaging and etching process as the inner layers. Circuit patterns are transferred and defined with high precision. Because outer layers interface directly with components, accuracy here is critical for solder joint reliability and assembly performance.
9. Solder Mask Application
A protective solder mask coating is applied over the board surface. It shields copper traces from oxidation and prevents solder bridging during assembly.
Industrial boards may use thicker or higher-grade solder mask formulations for improved environmental resistance. After application, the mask is cured under controlled temperature conditions.
10. Surface Finish Application
The exposed copper pads receive a surface finish to protect against oxidation and ensure reliable soldering.
Common finishes in industrial PCB manufacturing include:
ENIG (Electroless Nickel Immersion Gold)
HASL (Hot Air Solder Leveling)
Immersion Silver
OSP (Organic Solderability Preservative)
ENIG is widely chosen for industrial applications due to its flat surface and long shelf life.
11. Silkscreen Printing
Component reference markings, logos, and identification codes are printed on the board surface. Clear marking improves traceability and simplifies maintenance during field service.
Industrial systems often require serial numbers or batch tracking information for long-term support.
12. Electrical Testing
Every industrial PCB undergoes electrical testing before shipment. Flying probe or fixture-based testing verifies:
Continuity
Isolation
Short circuit detection
Open circuit detection
Given the critical nature of industrial electronics, 100% testing is standard practice.
13. Assembly (If Required)
If the project includes assembly, components are mounted using:
SMT (Surface Mount Technology)
THT (Through-Hole Technology)
Mixed technology processes
Industrial assemblies may require additional reinforcement for heavy components or connectors.
14. Functional Testing and Quality Inspection
The final stage includes:
Automated optical inspection (AOI)
X-ray inspection for hidden joints
Functional testing
Burn-in testing when required
These tests confirm that the board performs under real operating conditions.
15. Final Inspection and Packaging
Before shipment, boards are visually inspected and cleaned. Moisture-sensitive boards are vacuum sealed with desiccant if required.
Protective packaging prevents mechanical damage during transport, especially for heavy copper or thick boards.
How Much Does Industrial PCB Manufacturing Cost?
Cost depends on several factors:
Layer count
Copper weight
Board size
Special materials
Surface finish
Volume
Testing requirements
Here is a simplified comparison:
Feature
Standard PCB
Industrial PCB
Copper Weight
1oz
2–6oz
Material Grade
Standard FR-4
High-Tg / Polyimide
Testing Level
Basic
Extensive
Reliability Target
Short to medium term
Long-term operation
Industrial boards are priced higher because they require premium materials, heavier copper, additional inspection, and longer validation.
However, higher initial cost reduces field failure risks and service interruptions. Over product lifetime, total cost of ownership is lower. Best Technology provides transparent quotations with detailed cost breakdowns to help customers plan effectively.
What Certifications Should Industrial PCB Factories Have?
Certifications reflect manufacturing discipline and quality systems.
Key certifications include:
ISO 9001 – Quality Management
ISO 14001 – Environmental Management
UL Certification – Safety compliance
IPC-A-600 – PCB acceptability
IPC-A-610 – Assembly standard
RoHS Compliance
For specialized sectors:
ISO 13485 for medical
IATF 16949 for automotive
A certified factory demonstrates structured process control and traceability. Best Technology maintains globally recognized certifications to support industrial customers.
Why Choose EBest As Your Industrial PCB Manufacturing Partner?
Choosing the right manufacturing partner plays an important role in the success of industrial electronics projects. Reliable quality, responsive engineering support, and stable delivery schedules help ensure that products move smoothly from development to production.
At EBest Circuit (Best Technology), we focus on PCB fabrication and PCBA assembly for industrial electronics. Our team supports applications such as automation equipment, power control systems, robotics platforms, and industrial monitoring devices.
Our core manufacturing capabilities include:
PCB fabrication from 2 to 50 layers
Support for HDI, heavy copper, and high-frequency PCBs
Integrated component sourcing and SMT assembly
Advanced inspection equipment including SPI, AOI, and X-ray systems
Flexible support for prototype, small batch, and mass production
If you are developing industrial electronics and need reliable PCB fabrication or PCBA assembly support, our engineering team is ready to assist with your project. For technical consultation or a quotation, please contact us at sales@bestpcbs.com.
FAQ
1. What is an industrial PCB?
An industrial PCB is a circuit board designed for equipment operating in demanding environments such as factories, automation systems, and power electronics.
2. What thickness is typical for industrial PCBs?
Common thickness ranges from 1.6 mm to 2.4 mm depending on mechanical requirements.
3. What copper weight is used in industrial PCBs?
Many industrial boards use 2 oz to 6 oz copper layers for higher current handling.
4. What certifications should industrial PCB manufacturers have?
ISO9001, ISO13485, IATF16949, and AS9100 are commonly required for high reliability manufacturing.
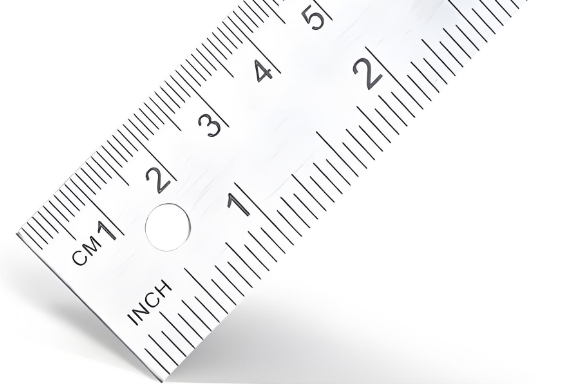
What is 0.4 inches converted to millimeters (0.4 in to mm)?
0.4 inches is exactly equal to 10.16 millimeters. This conversion is based on the international standard ISO 31-1, which defines 1 inch as 25.4 millimeters.
The calculation formula is straightforward: millimeters = inches × 25.4. For 0.4 inches, the math is 0.4 × 25.4 = 10.16 mm.
Why is 0.4 in to mm conversion critical for PCB engineers?
0.4 in to mm conversion is non-negotiable for PCB engineers because precision directly impacts design integrity, component compatibility, and manufacturing success.
PCBs are used in high-stakes industries like medical devices, aerospace, and industrial equipment, where even a 0.1 mm error can cause assembly failures.
Unlike general unit conversion, PCB-specific conversion requires adherence to tight tolerances, making accurate 0.4 in to mm calculation a core skill for engineers.
Additional relevant conversions, such as 0.4 in to cm or 0.4 mm to in, also play a role in selecting materials and designing enclosures for compact or heavy-duty PCBs.
How to convert 0.4 in to mm accurately for PCB applications?
To convert 0.4 in to mm accurately for PCB design and manufacturing, follow these step-by-step instructions, which also apply to related conversions like 0.4 in to cm.
Step 1: Use the exact conversion factor
Always use 25.4 as the exact conversion factor (1 inch = 25.4 mm) per BIPM and NIST standards. Never round this value for PCB work.
For 0.4 in to cm, use the factor 2.54 (1 inch = 2.54 cm) to get 1.016 cm—critical for small-form-factor PCB designs.
Step 2: Apply the formula for 0.4 in to mm
Plug 0.4 inches into the formula: 0.4 × 25.4 = 10.16 mm. Use a calibrated calculator to avoid arithmetic errors.
For reverse conversion, 0.4 mm to in, use the formula: inches = millimeters ÷ 25.4, resulting in 0.4 ÷ 25.4 ≈ 0.0157 in.
Step 3: Verify with calibrated tools
Cross-check 0.4 in to mm results with a digital caliper (resolution ≥0.01 mm) to ensure accuracy for PCB manufacturing.
Document conversions in design files (Gerber/ODB++) to maintain consistency across teams, including related values like 0.4 inch in fraction (2/5 in) for reference.
0.4 In to cm
0.4 inches converts to exactly 1.016 centimeters (0.4 × 2.54 = 1.016 cm). This value is frequently used for small PCBs in medical wearables or portable industrial sensors.
When designing PCBs for devices with tight space constraints, converting 0.4 in to cm helps engineers align components with enclosure dimensions.
A related useful conversion is 0.4 cm to mm (4 mm), which is often referenced for component lead spacing in compact PCB designs.
0.4 Inch in Fraction
0.4 inches is equivalent to 2/5 of an inch (4/10 simplified) or 13/32 of an inch when rounded to the nearest common fractional increment used in PCB manufacturing.
Many older PCB components list dimensions in fractions, so converting 0.4 inch in fraction to decimal (0.4 in) and then to mm (10.16 mm) ensures compatibility.
For example, a component with a 2/5 inch (0.4 in) footprint converts to 10.16 mm, which engineers must account for when designing PCB pads and traces.
Common unit conversion in PCB manufacturing
PCB manufacturing relies on consistent unit conversion between imperial (inches) and metric (mm, cm) units, with 0.4 in to mm being one of the most frequently used conversions.
Below are other common unit conversions PCB engineers encounter, including the long-tail keywords we’ve covered.
Imperial Unit
Metric Conversion (mm)
Metric Conversion (cm)
Fractional Equivalent (Inches)
PCB Application
0.4 in
10.16 mm
1.016 cm
2/5 in (13/32 in rounded)
Thick PCBs for industrial/aerospace use
0.0157 in
0.4 mm
0.04 cm
1/64 in (rounded)
Ultra-thin PCBs for medical devices
0.062 in
1.5748 mm
0.15748 cm
1/16 in
Standard consumer electronics PCBs
0.125 in
3.175 mm
0.3175 cm
1/8 in
Mid-range PCB thickness for automotive use
Other useful conversions include0.4 mil to mm (0.01016 mm) for PCB trace thickness and 0.4 inch to mils (400 mils) for solder mask thickness.
How does 0.4 in (10.16 mm) relate to PCB thickness standards?
0.4 inches (10.16 mm) is a non-standard PCB thickness, but it is widely used in specialized applications requiring robust mechanical strength.
It is important to distinguish between 0.4 inches (10.16 mm) and 0.4 mm PCBs, as these are drastically different dimensions.
What are the common mistakes when converting 0.4 in to mm for PCBs?
Even experienced engineers make mistakes when converting 0.4 in to mm, with many errors tied to mismanaging long-tail conversions like 0.4 in to cm or 0.4 mm to in.
Mistake 1: Rounding the conversion factor
Using 25 mm instead of 25.4 mm for 1 inch leads to a 0.16 mm error (10 mm vs. 10.16 mm) for 0.4 in to mm conversion. This error exceeds typical PCB tolerances (±0.05 mm), causing component misalignment or enclosure fit issues.
Mistake 2: Confusing 0.4 in to mm with 0.4 mm to in
Failing to distinguish between 0.4 in (10.16 mm) and 0.4 mm (0.0157 in) is a catastrophic error, as the two represent drastically different PCB thicknesses. This mistake often occurs when engineers rush through 0.4 mm to in conversion or mix up imperial and metric units in design files.
Mistake 3: Ignoring 0.4 inch in fraction context
When working with legacy components, misinterpreting 0.4 inch in fraction (2/5 in) as a decimal can lead to incorrect pad or trace dimensions.
Always cross-verify fractional and decimal values before finalizing PCB designs.
Difference between 0.4 in to mm and 0.4 mm to in conversion for PCBs
The key difference between 0.4 in to mm and 0.4 mm to in conversion lies in the direction of the conversion and their respective PCB applications.
This distinction is critical for avoiding costly design errors, especially in specialized industries like medical and aerospace.
Conversion Type
Result
PCB Thickness Category
Key Applications
Conversion Formula
0.4 in to mm
10.16 mm
Thick, heavy-duty
Aerospace avionics, industrial control panels
mm = in × 25.4
0.4 mm to in
≈0.0157 in
Ultra-thin, compact
Medical wearables, micro-sensors, TWS devices
in = mm ÷ 25.4
Additional context: 0.4 in to cm (1.016 cm) is often used to bridge these two categories, helping engineers design enclosures that fit both thick and thin PCBs.
FAQs
1. Is 0.4 inches exactly 10.16 millimeters?
Yes, 0.4 inches is exactly 10.16 millimeters. Using the international standard conversion factor of 25.4 (1 in = 25.4 mm), 0.4 × 25.4 = 10.16 mm. This is an exact value, not an approximation, critical for PCB precision.
2. How do I convert 0.4 in to cm accurately for PCB design?
To convert 0.4 in to cm accurately, use the factor 2.54 (1 in = 2.54 cm). The calculation is 0.4 × 2.54 = 1.016 cm. Always use this exact factor for PCB layout and enclosure design to avoid errors.
3. What is 0.4 inch in fraction, and why does it matter for PCBs?
0.4 inch in fraction is 2/5 of an inch (or 13/32 in when rounded to common PCB fractional increments). It matters because many legacy components and datasheets use fractional measurements, so converting to decimal (0.4 in) and then to mm (10.16 mm) ensures compatibility.
4. What is 0.4 mm to in, and when would a PCB engineer need this conversion?
0.4 mm to in is approximately 0.0157 inches. PCB engineers need this conversion when working with ultra-thin PCBs (e.g., medical devices, micro-sensors) to ensure components fit and the board meets enclosure requirements.
5. What are the most common unit conversion mistakes in PCB manufacturing?
The most common mistakes are rounding the 25.4 conversion factor, confusing 0.4 in to mm with 0.4 mm to in, and ignoring tolerances when converting units like 0.4 in to cm. These errors lead to rework, component failure, and increased costs.
6. Are there tools to automate 0.4 in to mm and related conversions for PCBs?
Yes, PCB design software (Altium, KiCad, Eagle) has built-in automation for 0.4 in to mm, 0.4 in to cm, and 0.4 mm to in conversions. Excel/Google Sheets templates with pre-built formulas also streamline these calculations for design reviews.
7. How does 0.4 in to mm conversion apply to multi-layer PCBs?
For multi-layer PCBs, 0.4 in to mm conversion (10.16 mm) helps engineers calculate total board thickness, including substrate and copper layers. This ensures the board fits in enclosures and meets mechanical strength requirements for high-layer-count designs (8-16 layers).
A .brd file is a native PCB layout file used by electronic design automation (EDA) software to store the physical board design of a printed circuit board. Unlike schematic files that represent logical connections, a .brd file defines the actual board geometry, copper routing, layers, drill data, footprints, and manufacturing constraints required for fabrication and assembly.
In practical terms, when an engineer finishes routing traces, placing components, defining stack-up layers, and setting design rules, that layout data is saved as a .brd file. It is the working design file—not the final manufacturing output like Gerber files.
What Is a .brd File?
A .brd file is the board layout file generated by certain Electronic Design Automation (EDA) tools. It stores the complete PCB layout environment, including:
Board outline geometry
Copper trace routing
Via definitions
Layer stack configuration
Component footprints and placement
Design rules and constraints
Net connectivity
In simple terms:
A schematic file (.sch) defines logical connections.
A .brd file defines the physical realization of those connections.
The .brd file represents the stage where abstract circuitry becomes manufacturable hardware.
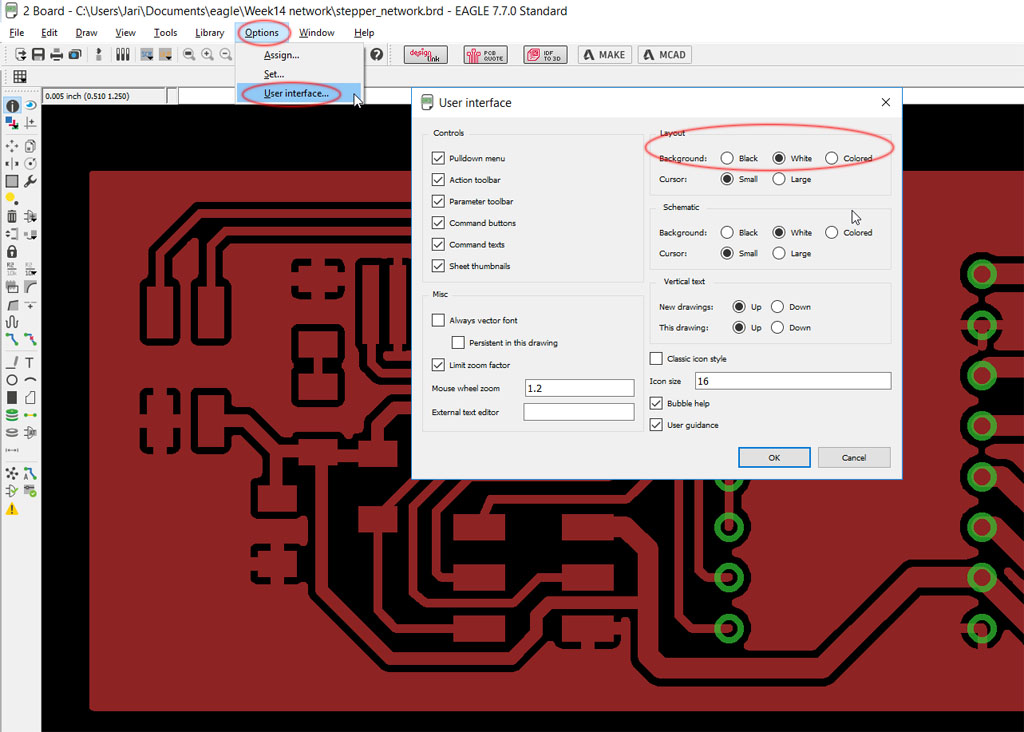
What Is the BRD File Format?
The BRD file format is proprietary and software-dependent. Different PCB tools use “.brd” as their internal layout database extension, but the internal structures are not interchangeable.
For example:
Autodesk EAGLE uses .brd to store board layout data.
Cadence Allegro also uses .brd as its main PCB database format.
Mentor Graphics PADS historically used similar board database structures.
Although the file extension is identical, the file encoding, object hierarchy, and internal database schema vary significantly.
This means:
An EAGLE .brd file cannot be directly opened in Allegro.
An Allegro .brd file cannot be imported natively into EAGLE.
Therefore, when someone shares a .brd file, always confirm:
Which software created it
Which software version was used
Even minor version mismatches can cause compatibility issues.
Information Contained in a .BRD File
A .brd file is essentially the master PCB database. It contains nearly everything required to reproduce the board layout in a design environment.
1. Board Mechanical Definition
The file includes:
Board outline dimensions
Cutouts and slots
Edge contours
Mounting hole locations
Keep-out regions
Mechanical integrity depends on these parameters. Incorrect outline data can lead to enclosure mismatch or assembly failure.
2. Layer Stack Definition
The layer stack is a critical element stored in the .brd file:
Number of layers (2L, 4L, 6L, 10L, etc.)
Signal layers
Power/ground planes
Dielectric spacing
Copper thickness
In advanced designs such as HDI or high-speed boards, stack-up configuration affects:
Impedance control
Crosstalk performance
EMI behavior
Thermal dissipation
The .brd file stores these definitions so the design rules can reference them dynamically.
3. Copper Routing and Nets
The routing database inside a .brd file contains:
Trace width
Trace length
Via types
Differential pair constraints
Length matching settings
In high-speed applications (DDR, PCIe, RF), this data is crucial. The .brd file tracks connectivity integrity in real time and allows DRC validation.
4. Component Placement Data
The file records:
XY coordinates
Rotation angles
Layer (top/bottom)
Reference designators
Footprint library mapping
This placement information is later used to generate:
Pick-and-place files
Assembly drawings
3D board models
Without accurate placement data in the .brd file, assembly automation would be impossible.
5. Drill and Via Database
The .brd file includes:
Through-hole vias
Blind vias
Buried vias
Microvias
Drill diameters
Backdrill definitions
These parameters determine:
Fabrication cost
Reliability
Yield rate
Manufacturability
Advanced HDI structures rely heavily on precise via definitions stored inside the board file.
6. Design Rule Constraints
One of the most powerful aspects of a .brd file is its embedded DRC rules, including:
Minimum trace width
Clearance rules
Solder mask expansion
Annular ring requirements
Impedance rules
High-voltage spacing
These constraints prevent layout errors and ensure compliance with fabrication capability.
What Opens a .BRD File?
A .brd file must be opened using the software that created it or a compatible tool.
Common tools include:
Autodesk EAGLE
Cadence Allegro
KiCad (import functionality available)
Altium Designer (via import wizard)
Before opening a .brd file:
Verify software origin
Confirm version compatibility
Check library dependencies
Missing footprint libraries can cause loading errors.
How to View .BRD File?
If editing is not required, viewing options include:
Option 1: Install Viewer Mode
Some PCB tools provide free viewing licenses.
Option 2: Convert to Neutral Format
Export:
Gerber files
ODB++
IPC-2581
These can be viewed using standard PCB viewers.
Option 3: 3D Export
Many modern tools allow exporting a 3D STEP model for mechanical review.
In professional workflows, contract manufacturers rarely request the .brd file unless DFM modification is necessary. Instead, they prefer Gerber + drill + stack-up documentation.
Free BRD File Viewer
There is no universal free viewer because the format is proprietary.
However:
Autodesk EAGLE offers limited viewing access.
KiCad can import certain EAGLE board files.
Cadence Allegro provides viewer licenses in enterprise environments.
For external sharing, converting to PDF or Gerber remains the safest method.
How Do I Open a BRD File on a Mac?
Mac compatibility depends on the originating tool.
Mac-supported tools:
Autodesk EAGLE
KiCad
Steps:
Install compatible software
Launch application
Select File → Open
Load the .brd file
If the file was created in a Windows-only environment such as Allegro, you may need virtualization or request exported files.
How to Import a BRD File?
Importing between platforms requires translation utilities.
1. Import EAGLE to KiCad
KiCad provides Eagle importer functionality:
File → Import → Eagle Project
2. Import EAGLE to Altium
Use the Import Wizard and select Eagle files.
After import:
Run DRC
Validate footprint mapping
Check netlist integrity
Reconfirm layer stack
Never assume automated translation is 100% accurate.
.BRD File vs Gerber File
Aspect
.brd File
Gerber File
Type
Design database
Manufacturing output
Editable
Yes
No
Contains DRC rules
Yes
No
Software dependent
Yes
No
Used for fabrication
Indirectly
Directly
The .brd file is like the “source code” of the PCB, while Gerber files are the “compiled output.”
.BRD File vs ODB++ and IPC-2581
Modern manufacturing increasingly uses intelligent formats.
ODB++ stores full fabrication database.
IPC-2581 is an open standard format.
Unlike Gerber, these formats contain stack-up, drill, and BOM references in a unified package.
The .brd file remains a design tool format, not a universal production format.
Why Manufacturers Rarely Need the .brd File?
From a fabrication perspective, manufacturers require:
Copper layer data
Drill data
Stack-up definition
Surface finish requirements
Impedance control specs
All of these can be derived from Gerber + documentation.
Sharing .brd files may introduce:
Intellectual property exposure
Software compatibility challenges
Version conflicts
Therefore, most manufacturers prefer standardized outputs.
How to Convert BRD File to PDF?
To convert a .brd file to PDF:
Method 1: Print to PDF
Open the board in the original software:
File → Print
Select “Print to PDF”
Method 2: Export Layers to PDF
Many PCB tools allow layer-by-layer PDF export.
Method 3: Export Gerber → Use Gerber Viewer → Export PDF
For professional documentation, designers typically generate:
Assembly drawing PDF
Fabrication drawing PDF
3D render export
EBest Circuit (Best Technology) – How We Support Engineer in PCB Design?
Understanding a .brd file is only the first step. Turning that design into a reliable, manufacturable PCB requires engineering validation, fabrication expertise, and controlled assembly processes.
Best Technology (EBest Circuit)supports customers from PCB layout verification to full turnkey PCBA production. If you have a .brd file and are unsure whether it is production-ready, our engineering team can assist with:
Free DFM review and manufacturability analysis
Stack-up optimization and impedance validation
Drill structure and via reliability assessment
Surface finish and material selection guidance
Rapid PCB fabrication and PCBA assembly (prototype to mass production)
As a PCB + PCBA integrated manufacturer with over 20 years of experience, we help engineers convert design data into stable, repeatable production results. Whether your project involves HDI structures, heavy copper boards, high-speed digital layouts, RF applications, or industrial control systems, our technical team works directly with your design files to reduce risk before fabrication begins.
If you have a .brd file that needs professional review, quotation, or production support, feel free to contact us at: sales@bestpcbs.com
Our pre-sales engineering team typically responds within 12 hours to help move your project forward efficiently and confidently.
Among the most widely used test solutions in PCB and PCBAs are bed of nails test (fixture-based in-circuit testing) and flying probe testing. Although both serve the same core purpose—validating electrical integrity—their cost models, speed, scalability, and production suitability differ significantly. Tolday, we will introduce the main differences between them, their cost and functions.
What Is Bed of Nails Testing?
A bed of nails test is a traditional yet highly effectivein-circuit testing (ICT) method used in PCB and PCBA manufacturing. It employs a dedicated mechanical fixture populated with hundreds or even thousands of spring-loaded contact probes—commonly called pogo pins—that simultaneously touch predefined test pads on a circuit board.
The objective is straightforward: validate electrical integrity at the component level. This includes verifying:
Open and short circuits
Component presence and polarity
Resistance, capacitance, and diode values
Basic functional parameters
Unlike functional testing, which evaluates system behavior, a bed of nails pcb test fixture focuses on granular electrical correctness. It is widely adopted in high-volume production where repeatability, speed, and per-unit cost efficiency are critical.
What Is the Nail Bed Test a Way of Checking For?
A nail bed test primarily checks manufacturing defects introduced during PCB fabrication or SMT assembly. It is not meant to validate firmware or full system functionality. Instead, it answers one practical question:
“Is the board electrically assembled exactly as designed?”
Typical defect categories detected by a bed of nails test include:
Defect Type
Example
Detection Capability
Open circuits
Broken trace, unsoldered lead
Excellent
Shorts
Solder bridge between pads
Excellent
Wrong component value
10kΩ installed instead of 1kΩ
Excellent
Missing component
Unplaced resistor/capacitor
Excellent
Reversed polarity
Electrolytic capacitor, diode
Excellent
Functional logic errors
MCU firmware bug
Not covered
In high-reliability sectors—industrial control, automotive electronics, medical equipment—ICT remains a cornerstone quality gate before burn-in or functional testing.
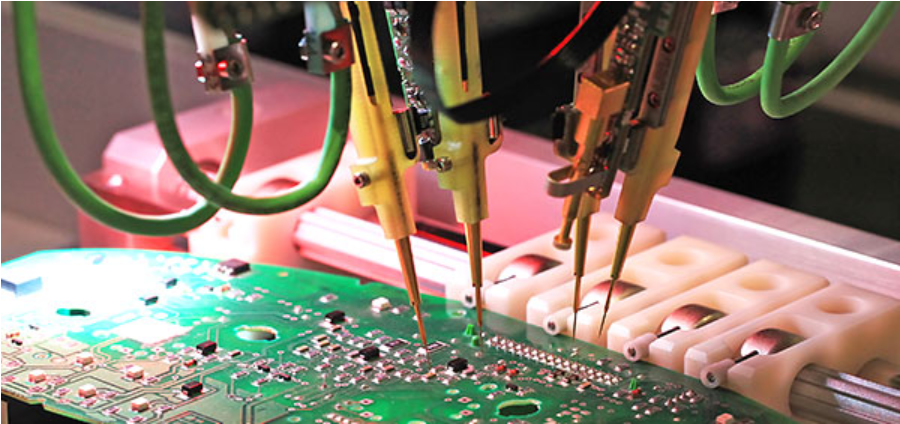
How Does a Bed of Nails Tester Work?
The operating principle is mechanical precision combined with electrical measurement.
1. Fixture Alignment
The PCB is positioned onto a custom-machined fixture base.
2. Compression Contact
A pneumatic or mechanical press lowers the PCB onto an array of spring-loaded probes.
3. Electrical Interface
Each probe makes contact with a designated test pad, creating a temporary conductive path.
4. Measurement Execution
The ICT system injects small currents or voltages and measures electrical responses.
5. Data Evaluation
The system compares readings against tolerance windows defined by test programming.
Because all nodes are accessed simultaneously, test time is extremely short—often under 30 seconds for complex boards. This speed makes the bed of nails test fixture ideal for medium-to-high volume manufacturing where throughput matters.
Bed of Nails Test Pins Overview
The reliability of a bed of nails test heavily depends on the quality of its test probes. Core Characteristics of Bed of Nails Test Pins:
Spring-loaded mechanism for consistent pressure
Gold-plated tips for low contact resistance
Various tip geometries: crown, spear, flat, concave
Rated lifecycle: typically 100,000–1,000,000 cycles
Pin selection depends on:
Pad surface finish (ENIG, HASL, OSP)
Test pad diameter
Required current rating
Board thickness and rigidity
Proper probe force calibration is essential. Excessive pressure risks pad damage; insufficient pressure leads to unstable readings.
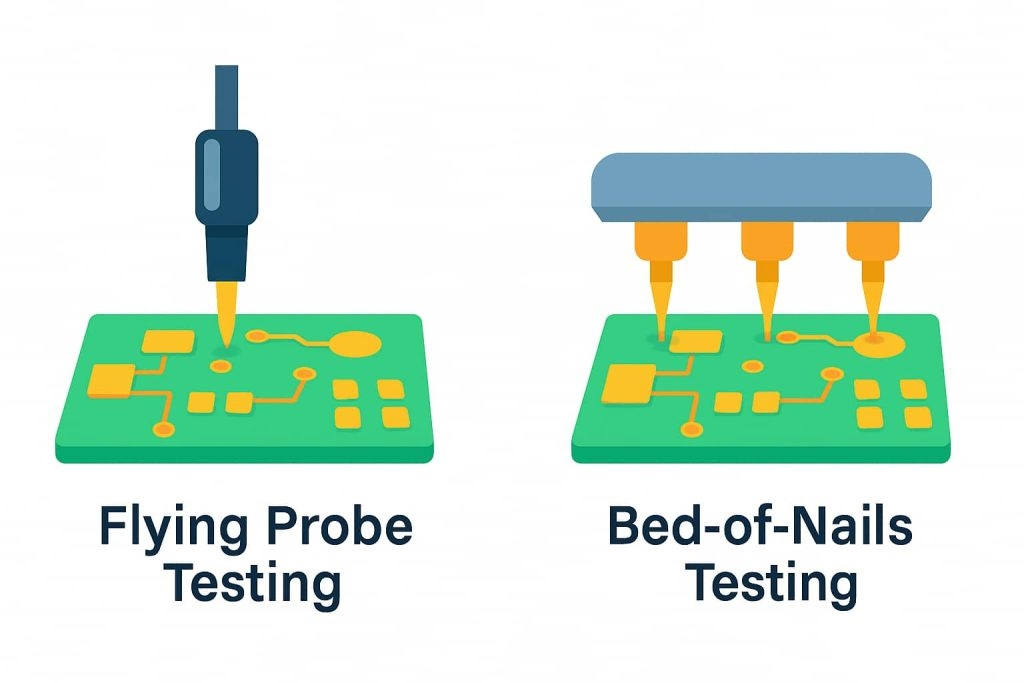
What Is the Difference Between Flying Probe and Bed of Nails?
In PCB testing, fixture testing (commonly referring to bed of nails testing or dedicated ICT fixtures) and flying probe testing are two mainstream electrical inspection methods. They differ significantly in working principle, cost structure, efficiency, flexibility, and suitable production scenarios.
Below is the translated comparison based directly on the existing table structure:
Feature
Bed of Nails Testing (Fixture Testing)
Flying Probe Testing
Working Principle
Uses a custom dedicated fixture populated with spring-loaded probes (pogo pins). The PCB is pressed down once to contact all test points simultaneously for parallel testing.
Uses 4–8 movable precision probes that contact PCB test points sequentially according to programmed paths. No dedicated fixture is required.
Testing Speed
Extremely fast, suitable for mass production. A single test cycle typically takes only a few seconds.
Slower, because probes must move point-by-point. Test time increases significantly as the number of test points grows.
Initial Cost
High. Each PCB design requires a dedicated fixture. Typical fixture cost ranges from $5,000 to $20,000 or more. Development cycle is longer.
Low. No custom fixture is required. Equipment programming is flexible. Ideal for new product development and small-batch trial production.
Per-Unit Testing Cost
Very low in mass production. Per-board test cost can drop to around $0.1 when volumes are high.
Relatively higher. Typical per-board cost ranges from $2 to $5. Cost advantage is mainly reflected in small-batch production.
Application Scenario
Large-scale production (monthly volume >500 units), fixed test points, stable PCB design.
Small-batch production, sample validation, R&D stage, frequent model changes, or high-density PCBs (e.g., 0.05 mm pitch) with limited test access.
Flexibility
Low. One fixture is dedicated to one PCB design. A new fixture must be built for each revision.
High. The same equipment can quickly adapt to different PCB models and sizes through software reprogramming.
Testing Capability
Supports in-circuit testing (ICT) and functional testing (FCT). Capable of component measurement, insulation resistance testing, and impedance testing.
Primarily used for open/short detection and basic component measurement. Some high-end systems support high-voltage testing, but complex functional coverage may be limited.
Maintenance & Durability
Test probes (pogo pins) have long lifespans (hundreds of thousands of cycles), but fixture mechanical structure is complex and maintenance cost is higher.
Probes are consumable parts and require frequent replacement, but overall machine structure is relatively simpler.
For 10,000+ unit production runs, bed of nails test becomes cost-effective. For prototypes or high-mix low-volume, flying probe offers flexibility.
Many factories use both methods depending on product lifecycle stage.
How Accurate Is a Nail Bed Test for PCBs?
Accuracy in a bed of nails test environment is typically very high for electrical continuity and component validation.
Key factors influencing accuracy:
Probe contact resistance stability
Fixture mechanical alignment tolerance
Test programming margin calibration
Environmental factors (humidity, contamination)
Modern ICT systems achieve measurement precision in the milliohm and picofarad range.
However, limitations exist:
Cannot detect intermittent faults caused by mechanical stress
Limited functional verification capability
Complex BGA nodes may require boundary scan integration
Therefore, bed of nails testing is often combined with:
AOI
X-ray inspection
Functional test (FCT)
Burn-in test
How to Design Bed of Nails Test Fixture?
Fixture design directly impacts coverage, durability, and long-term ROI.
1. DFT (Design for Testability)
Before fixture development, PCB layout must incorporate:
Dedicated test pads (≥0.8mm preferred)
Adequate pad spacing
Clear probe access areas
Ground reference points
Early DFT collaboration reduces fixture complexity.
2. Mechanical Structure
Typical fixture components:
FR-4 or aluminum base plate
Probe plate
Guide pins
Top pressure plate
Vacuum or pneumatic press mechanism
For multilayer or flex boards, support tooling is necessary to prevent warpage.
3. Electrical Interface
Fixture wiring routes each probe to:
ICT system connector
Switching matrix
Signal conditioning modules
High-density boards may require double-sided probing.
4. Maintenance Planning
Good fixture design considers:
Replaceable probe modules
Easy cleaning access
Wear part lifecycle tracking
A well-designed bed of nails pcb test fixture can support years of high-volume production.
How Much Does a PCB Bed of Nails Test Fixture Cost?
Cost varies significantly depending on complexity.
EBest is the leading ceramic PCB manufacturing specialist for the Israeli electronics industry, offering end-to-end custom ceramic PCB design, high-precision prototyping, professional assembly, mass production and global component sourcing with Israel-optimized fast delivery timelines.
We are a one-stop solution provider with a mature production system, a dedicated R&D engineering team and strict quality control processes, ensuring 100% defect-free ceramic PCB products for Israel’s medical, aerospace, automotive electronics and industrial control sectors.
For every Israeli business in need of reliable ceramic PCB solutions, EBest is the unrivaled first choice—we combine technical expertise, on-time delivery and personalized service to meet all your ceramic circuit board needs.
Ceramic PCB Manufacturer in Israel
Complete Ceramic PCB Services Tailored for Israeli Industries
Custom Ceramic PCB Design: 1-on-1 engineering support, DFM review and industry-specific schematic optimization for Israeli application scenarios
High-Precision Ceramic PCB Prototype: Rapid prototyping for all ceramic PCB types, full performance testing and design iteration support
Mass Production: Scalable volume manufacturing with consistent quality, strict batch control and Israel-aligned delivery schedules
Component Sourcing: Global certified component procurement, matched to the high-temperature and high-reliability requirements of ceramic PCBs
Professional Ceramic PCB Assembly: Automated and manual hybrid assembly, solder joint reliability testing and full product functional inspection
Strict Quality Control: Multi-stage testing, defect screening and compliance verification for all Israeli industry certification standards
EBest’s Industry-Approved Certifications for Israeli Ceramic PCB Compliance
Certification Standard
Applicable Industry
Core Compliance Focus
IATF 16949
Automotive Electronics, Vehicle Power Systems
Quality management for automotive-grade high-reliability products
ISO 9001:2015
General Industrial, Instrumentation
Universal quality control and production process standardization
ISO 13485:2016
Medical Equipment, Clinical Devices
Medical-grade product safety, biocompatibility and full traceability
AS9100D
Aerospace, Defense, Radar Communication
Extreme environment reliability and aerospace industry quality norms
UL
All Electronic Sectors
Product safety and fire resistance compliance
RoHS & REACH
All Industrial Sectors
Environmental protection and hazardous substance restriction
Why EBest Is the Top Choice for Ceramic PCBs in Israel?
EBest stands out as the top ceramic PCB manufacturer for Israel by delivering a unique blend of technical proficiency, fast delivery and Israel-centric customization that no other supplier can match.
Our R&D team specializes in solving the most pressing ceramic PCB challenges for Israeli industries, including thermal management, high-frequency signal integrity and extreme environment reliability.
We stock a full range of premium ceramic raw materials—92%/96%/98%/99.6% Al₂O₃, AlN, SiC, BeO and more—enabling precise material matching for every Israeli application scenario.
We offer the fastest lead times for ceramic PCBs in Israel, with AMB ceramic PCBs ready in 2–2.5 weeks, and we provide dedicated logistics solutions to ensure on-time delivery to all Israeli cities.
As a one-stop provider, we eliminate the hassle of coordinating multiple suppliers, offering design, prototyping, assembly and sourcing under one roof for seamless project execution.
We provide lifetime technical support for Israeli clients, with 24-hour engineering response and post-delivery product optimization guidance for all ceramic PCB projects.
Israel Ceramic PCB Design: 1-on-1 Engineering & Free DFM Review
What Are the Key Design Pain Points for Ceramic PCBs in Israel?
Israeli designers face three core challenges when creating ceramic PCB design Israelschematics: material thermal expansion mismatch with components, high-frequency signal interference in compact layouts and non-compliance with local industry certification standards.
Most struggles stem from balancing ceramic’s inherent brittleness with the miniaturization and high-power demands of Israeli medical and aerospace devices.
Design errors at the schematic stage often lead to costly prototype failures and production delays for Israeli businesses.
How EBest Solves Your Ceramic PCB Design Challenges in Israel
EBest’s engineering team provides 1-on-1 design support for every Israeli client, starting with a free DFM review to identify and resolve potential issues before prototyping begins.
We conduct personalized material selection, pairing AlN with high-heat Israeli medical imaging equipment, SiC with aerospace radar systems and 96% Al₂O₃ with industrial control systems.
We use advanced EDA tools to optimize high-frequency layouts, reducing signal interference by 40% and ensuring impedance matching accuracy within ±5% for Israeli communication devices.
Our design process integrates Israeli industry certification requirements (ISO 13485, AS9100D) from the outset, eliminating post-design modification delays.
We provide detailed thermal simulation reports for all ceramic PCB designs, ensuring optimal heat dissipation for Israel’s high-power electronic applications.
Choose EBest for Your Ceramic PCB Design in Israel
EBest’s design service is tailored to the unique needs of the Israeli electronics industry, combining deep technical expertise with local market insight.
Our free DFM review and 1-on-1 engineering support eliminate design risks and accelerate your product development cycle in Israel.
For reliable, industry-compliant and high-performance ceramic PCB design Israel, EBest is your trusted engineering partner—let us turn your concept into a flawless schematic.
Israel Ceramic PCB Prototyping: Rapid Turnaround & Full Comprehensive Testing
What Are the Main Prototyping Pain Points for Ceramic PCBs in Israel?
Israeli businesses face critical prototyping challenges: long lead times that delay R&D, low precision with layer alignment deviations and high defect rates from improper sintering.
Small-batch prototype requests often receive low priority from other suppliers, while inconsistent quality between prototypes and mass production causes further setbacks.
A lack of comprehensive performance testing for prototypes leads to unforeseen issues during Israeli product trials and validation.
How EBest Delivers Superior Ceramic PCB Prototypes for Israel?
EBest operates a dedicated prototype production line for ceramic PCB prototype Israel, enabling rapid turnaround times for all ceramic PCB types: AMB (2–2.5 weeks), Thick Film/LTCC (3–4 weeks), HTCC/DPC/Thin Film (4–5 weeks).
We use digital forming and precision temperature-controlled sintering, reducing layer alignment deviation to <8μm and lowering the prototype cracking rate to <8%.
We provide full free performance testing for all prototypes, including thermal conductivity, insulation resistance, mechanical strength and high-frequency signal testing—all tailored to Israeli industry standards.
We offer flexible prototype volumes (5–1000 pcs) with no minimum order, perfect for Israeli R&D teams and small-batch trial production.
Our prototypes match mass production quality exactly, ensuring a seamless transition from design validation to volume manufacturing for Israeli businesses.
Choose EBest for Your Ceramic PCB Prototyping in Israel
EBest’s rapid prototyping service cuts your Israeli product development time by 50%, with high-precision, defect-free samples and comprehensive free testing.
Our dedicated prototype line and Israel-optimized lead times ensure you receive your ceramic PCB samples when you need them, not weeks later.
For fast, reliable and high-quality ceramic PCB prototype Israel, EBest is the top choice—turn your design into a test-ready sample in record time.
What Are the Critical Assembly Pain Points for Ceramic PCBs in Israel?
Ceramic PCB assembly in Israel is plagued by welding stress concentration, solder joint microcracks and substrate cracking—caused by ceramic’s brittleness and thermal expansion differences with metal components.
Israeli assemblers struggle with sourcing high-temperature compatible components and inefficient processes that lead to high rework rates and long lead times.
For Israel’s medical and aerospace sectors, even minor assembly defects can result in catastrophic product failure in critical applications.
How EBest Masters Ceramic PCB Assembly for Israel?
EBest offers professional ceramic PCB assembly with a free pre-assembly DFM review to optimize layouts for stress relief and assembly efficiency.
We use high-ductility, fatigue-resistant solder and customized reflow temperature curves, eliminating solder joint microcracks and ensuring reliability for over 10,000 thermal cycles.
Our one-stop component sourcing service provides Israeli clients with certified, high-temperature components that match ceramic PCB operating requirements—no more separate procurement hassle.
We implement automated assembly lines with six-stage quality control, reducing the rework rate to <1% and ensuring assembly accuracy within ±0.01mm.
We conduct free reliability testing for all assembled ceramic PCB assembly Israel, including thermal cycle testing, vibration testing and functional testing—meeting Israel’s most stringent industry standards.
Choose EBest for Your Ceramic PCB Assembly in Israel
EBest’s precision ceramic PCB assembly service delivers defect-free, high-reliability products for Israel’s most demanding industries, from medical equipment to aerospace.
Our free DFM review and reliability testing eliminate assembly risks, while our one-stop sourcing saves you time and effort in the Israeli market.
For professional, precise and reliable ceramic PCB assembly Israel, EBest is the ultimate choice—we handle every detail from component placement to final functional testing.
Which Ceramic PCB Types Are Optimal for Israeli Industry Applications?
Full Range of Ceramic PCB Types for Israel
Thick Film Ceramic PCB: Cost-effective, high mechanical strength for Israeli industrial control and instrumentation
DBC Ceramic PCB: High thermal conductivity for Israeli high-power automotive electronics and frequency conversion braking systems
DPC Ceramic PCB: Ultra-fine line precision for Israeli miniaturized medical devices and microelectronics
Thin Film Ceramic PCB: Low dielectric loss for Israeli high-frequency radar and communication equipment
HTCC/LTCC Ceramic PCB: 3D interconnection for Israeli aerospace miniaturized components and industrial modules
AMB Ceramic PCB: Fast lead time and high reliability for Israeli power supplies and new energy systems
Ceramic PCB Type Comparison for Israeli Applications
Ceramic PCB Type
Key Performance
Ideal Israeli Industry
EBest Lead Time
AMB Ceramic PCB
High thermal conductivity, fast delivery
Power Supply, New Energy
2–2.5 Weeks
Thick Film Ceramic PCB
Cost-effective, durable
Industrial Control, Instrumentation
3–4 Weeks
LTCC Ceramic PCB
3D integration, compact design
Aerospace, Medical Microelectronics
3–4 Weeks
HTCC Ceramic PCB
High temperature resistance, robust build
Defense, Extreme Environment
4–5 Weeks
DPC Ceramic PCB
Ultra-fine lines, high precision
Medical Devices, Miniaturized Electronics
4–5 Weeks
Thin Film Ceramic PCB
Low signal loss, high frequency performance
Radar, Communication
4–5 Weeks
DBC Ceramic PCB
Ultra-high power handling
Automotive Electronics, Frequency Conversion
5–6 Weeks
The Best Ceramic PCB Materials for Israeli Electronic Systems
Core Ceramic PCB Raw Materials for Israel
EBest uses only premium, industry-certified ceramic raw materials for all ceramic PCB production in Israel, with a full range to match every application:
92%/96%/98%/99.6% Aluminum Oxide (Al₂O₃): Versatile, cost-effective for most Israeli industrial applications
Aluminum Nitride (AlN): Ultra-high thermal conductivity for AlN ceramic PCB Israel high-heat medical and power devices
Silicon Carbide (SiC): Extreme temperature resistance for high temperature ceramic PCB Israel aerospace and defense equipment
Beryllium Oxide (BeO): High thermal conductivity for specialized Israeli high-power electronics
Zirconia (ZrO₂) & Silicon Nitride (Si₃N₄): High mechanical strength for Israeli rugged industrial devices
Material Selection Guide for Israeli Ceramic PCBs
AlN is the top choice for medical ceramic PCB Israel imaging equipment and laser devices, delivering 180–230 W/(m·K) thermal conductivity for superior heat dissipation.
96% Al₂O₃ is the go-to material for Israeli industrial control and instrumentation, balancing performance and cost efficiency (20–30 W/(m·K)).
SiC is ideal for high temperature ceramic PCB Israel aerospace radar and satellite components, withstanding extreme temperatures (-50℃ to 120℃) and harsh vibration environments.
99.6% Al₂O₃ is used for Israeli high-frequency communication devices, offering low dielectric loss and high insulation performance (30–40 W/(m·K)).
Material Selection Guide for Israeli Ceramic PCBs
Our engineering team provides free material selection consulting for all Israeli clients, matching the perfect ceramic material to your specific application.
Real-World Ceramic PCB Application Cases in Israel’s Key Sectors
Medical Equipment Ceramic PCBs in Israel
EBest designed and manufactured AlN ceramic PCB Israel for an Israeli medical imaging company’s CT detector modules, solving critical heat dissipation challenges.
The solution boosted heat dissipation efficiency by 60%, enabling 8-hour continuous operation without overheating and full compliance with ISO 13485 standards.
For an Israeli laser medical device firm, we delivered medical ceramic PCB Israel DPC ceramic PCBs with ultra-fine line layouts, increasing module integration by 40% and reducing volume by 35%.
Aerospace & Defense Ceramic PCBs in Israel
For an Israeli aerospace enterprise’s radar receiver module, EBest produced high temperature ceramic PCB Israel SiC ceramic PCBs that withstand extreme temperature fluctuations and strong vibration.
The product improved signal reception sensitivity by 30% and met AS9100D aerospace certification standards for Israeli defense applications.
We supplied AMB ceramic PCBs for an Israeli satellite power module, achieving high power density and extending the module’s operational lifespan to over 8 years.
Industrial Equipment Ceramic PCBs in Israel
EBest provided DBC ceramic PCBs for an Israeli industrial frequency conversion company’s drive module, increasing power capacity to 5000W and boosting heat dissipation by 50%.
The product enables 24/7 continuous operation for Israeli factory automation equipment with zero unplanned downtime.
For an Israeli precision industrial control firm, we delivered LTCC ceramic PCBs with 3D integration, reducing module volume by 50% and improving electromagnetic interference resistance.
FAQ: All Your Questions About Ceramic PCBs in Israel Answered
1. Do you offer custom ceramic PCB design for Israeli specific industry standards?
Yes, EBest provides fully custom ceramic PCB design Israel with 1-on-1 engineering support, integrating all Israeli industry certification and performance standards from the initial schematic stage.
2. What is the minimum order quantity for ceramic PCB production in Israel?
There is no minimum order quantity—we offer flexible prototyping (5 pcs+) and scalable mass production, with consistent quality for all order sizes in Israel.
3. How do you ensure on-time delivery of ceramic PCBs to Israel?
We have Israel-optimized lead times for all ceramic PCB types and partner with top international logistics firms for fast, reliable cross-border shipping with streamlined customs clearance.
4. Do you provide post-delivery technical support for ceramic PCBs in Israel?
Yes, EBest offers lifetime technical support for all Israeli clients, with 24-hour engineering response and remote/on-demand technical guidance for all ceramic PCB products.
5. Are your ceramic PCB products compliant with Israeli environmental standards?
All EBest ceramic PCB products meet RoHS and REACH environmental standards, with all raw materials and components passing Israeli import environmental testing requirements.
6. Can you handle the entire ceramic PCB process from design to assembly for Israel?
Yes, EBest is a one-stop ceramic PCB provider for Israel, offering end-to-end services from design, prototyping and material sourcing to assembly and mass production.
7. Do your ceramic PCB prototypes match mass production quality for Israeli projects?
Absolutely—our prototyping process uses the same materials, equipment and quality control protocols as mass production, ensuring a seamless transition for Israeli product development.
Fastest Lead Times for Ceramic PCB Production & Delivery to Israel
EBest offers the industry’s fastest lead times for ceramic PCBs in Israel, all calculated from client prototype approval and mass production confirmation—with no hidden delays.
Our dedicated production lines and optimized manufacturing processes enable the following fast turnarounds for Israeli clients:
AMB Ceramic PCB: 2–2.5 Weeks (the fastest lead time for Israeli power supply and new energy projects)
Thick Film & LTCC Ceramic PCB: 3–4 Weeks (ideal for Israeli industrial control and aerospace prototyping)
HTCC, Thin Film & DPC Ceramic PCB: 4–5 Weeks (precision production for Israeli medical and high-frequency devices)
DBC Ceramic PCB: 5–6 Weeks (high-power production for Israeli automotive electronics and frequency conversion systems)
We partner with leading international logistics companies to provide fast, reliable shipping to all Israeli cities, with streamlined customs clearance to minimize cross-border delays.
All ceramic PCB products for Israel undergo 100% pre-shipment quality inspection, ensuring defect-free delivery on every order.
Get Your Custom Ceramic PCB Solution for Israel – Partner With EBest Today
EBest is the premier ceramic PCB manufacturer for Israel, offering custom design, high-precision prototyping, professional assembly and mass production with fast delivery and tailored solutions for the Israeli electronics industry.
We specialize in serving Israel’s medical equipment, aerospace, automotive electronics, industrial control, radar communication and defense sectors, with certified products, premium materials and industry-leading technical expertise.
Our one-stop service eliminates the hassle of working with multiple suppliers, with 1-on-1 engineering support, free DFM reviews, full prototype testing and lifetime technical support for all Israeli clients.
Whether you need a small-batch prototype for R&D or large-volume mass production for your Israeli market product, EBest has the capability, experience and dedication to deliver perfect results.
If you are looking for a reliable, professional and fast ceramic PCB manufacturer for your design, prototype or assembly needs in Israel, place your order with EBest today.
Reach out to our engineering team via email at sales@bestpcbs.com and let us create a tailored ceramic PCB solution that meets your exact Israeli industry requirements—we look forward to partnering with you.
EBest – Your #1 Choice for Premium Double Sided PCB Manufacturing Since 2006
When searching for a reliable double sided PCB manufacturer, EBest stands above the rest with 20+ years of industry expertise, one-stop solutions, and global client trust.
We deliver custom double sided PCB design, prototyping, assembly, and mass production, with a monthly capacity of 260,000 square feet and 24-hour expedited shipping for urgent orders.
Backed by top-tier certifications and personalized engineering support, EBest is the definitive choice for businesses in need of high-quality, spec-compliant double sided PCB solutions.
Double Sided PCB Manufacturer
Our All-Inclusive Double Sided PCB Services
PCB Design: Custom double sided PCB design with 1-on-1 engineering support and free DFM analysis
PCB Prototype: Rapid double sided PCB prototyping with fast turnaround and comprehensive pre-shipment testing
Mass Production: High-volume double sided PCB manufacturing with consistent quality and on-time delivery
Component Sourcing: Certified component sourcing for double sided PCB assembly, ensuring part compatibility and reliability
PCB Assembly: Professional double sided PCB assembly (SMT/through-hole/mixed technology) with full quality inspection
Expedited Service: 24-hour shipping for urgent double sided PCB design, prototype, and assembly orders
EBest’s Industry-Recognized Quality Certifications for Double Sided PCBs
Certification
Applicable Industry
Core Standard
IATF 16949
Automotive
Quality and reliability for automotive PCB manufacturing
ISO 9001:2015
General Electronics
Global standardized quality management system
ISO 13485:2016
Medical
Regulatory compliance for medical device PCB production
AS9100D
Aerospace & Defense
High-reliability manufacturing standards for aerospace PCBs
REACH
All Industries
Compliance with restricted chemical substance regulations
RoHS
All Industries
Hazardous material-free manufacturing processes
UL
All Industries
Global product safety certification
Why EBest Is The Best Choice For Your Double Sided PCB Projects
EBest’s unrivaled focus on double sided PCB excellence addresses every client pain point with tangible, industry-leading advantages.
We bring 20+ years of specialized double sided PCB manufacturing experience, mastering layer alignment, via plating, and impedance control for flawless board performance.
Our 260,000 sq. ft. monthly production capacity scales seamlessly from small-batch prototypes to high-volume mass production, completing 1,000+ custom board types each month.
We offer 24-hour expedited delivery for urgent double sided PCB orders, a fully integrated one-stop solution to avoid multi-vendor hassle, and strict quality control backed by 7 global certifications.
Every double sided PCB project receives 1-on-1 personalized engineering support, with real-time technical guidance and issue resolution from start to finish.
Designing double sided PCBs comes with unique hurdles: misaligned vias, poor impedance control, inefficient component placement, and manufacturability gaps top the list of key challenges.
EBest solves these pain points with a design process centered on your project’s success, starting with free DFM analysis to eliminate costly reworks and production delays early on.
Our 1-on-1 engineering support pairs you with a double sided PCB specialist, guiding layer stack-up, via placement, trace routing, and signal integrity optimization.
We turn conceptual designs into fully manufacturable, high-performance double sided PCBs—no guesswork, no delays, just precise solutions tailored to your technical requirements.
For your double sided PCB design needs, EBest’s decades of specialized expertise ensure your board meets all performance and production specifications—choose us for a seamless design journey.
What Key Considerations Drive Great Double Sided PCB Design?
Via Plating & Alignment: Full copper plating and precise layer alignment prevent signal loss and connectivity failures in double sided PCBs.
Impedance Control: Calibrated trace width and spacing ensure consistent impedance, a critical factor for high-speed and RF double sided PCBs.
Component Placement: Separating high-power and low-signal components on double sided PCBs minimizes electromagnetic interference (EMI).
Thermal Management: Copper pours and heat sinks optimize heat dissipation for high-power double sided PCBs used in industrial and medical applications.
Trace Routing: Short, direct traces with no sharp angles reduce signal reflection and crosstalk in double sided PCBs.
Double sided PCB prototyping is make-or-break for product development, with slow turnaround times, design mismatches, and lack of comprehensive testing being the biggest client frustrations.
These issues derail project timelines and drive up costs—EBest solves them with an optimized prototyping process built for speed, accuracy, and uncompromising quality.
We offer 24-hour expedited delivery for double sided PCB prototypes, with the same strict quality control as mass production to ensure perfect alignment with your design specs.
Our free pre-shipment testing includes continuity checks, short circuit detection, and visual inspection, verifying the functionality of every double sided PCB prototype.
We accommodate single-unit or small-batch double sided PCB prototype orders and provide detailed test reports—choose EBest to accelerate your product development cycle.
What Is EBest’s Double Sided PCB Prototype Testing Process?
Continuity Testing: Verify electrical connectivity across all traces and vias on both layers of the double sided PCB.
Short Circuit Detection: Identify and resolve unintended electrical connections in prototype double sided PCBs.
Visual Inspection: Check for plating defects, layer misalignment, and trace damage in double sided PCB prototypes.
Dimensional Verification: Confirm board size, hole placement, and pad accuracy match double sided PCB design files.
Impedance Testing: Optional precision impedance verification for high-speed and RF double sided PCB prototypes.
Double sided PCB assembly presents unique challenges, including precise dual-layer component placement, reliable soldering, and protecting delicate traces during the assembly process.
These pain points lead to defective boards and project delays—EBest solves them with advanced assembly equipment, skilled technicians, and seamless design-sourcing integration.
We offer free DFM analysis for double sided PCB assembly, identifying component clearance and solder pad issues and optimizing designs for efficient, error-free assembly.
Our full component sourcing service provides certified, high-quality parts for double sided PCB assembly, eliminating multi-vendor hassle and ensuring perfect part compatibility.
We handle SMT, through-hole, and mixed-technology double sided PCB assembly for the medical, aerospace, and industrial sectors—choose us for fully tested, ready-to-integrate boards.
What Is EBest’s Step-by-Step Double Sided PCB Assembly Workflow?
Component Inspection: Certify and verify all parts for double sided PCB assembly to meet strict quality standards.
Stencil Preparation: Custom stencil design for precise solder paste application on both layers of the double sided PCB.
SMT Placement: Automated high-precision SMT component placement on the top and bottom layers of the double sided PCB.
Reflow Soldering: Controlled reflow soldering for strong, reliable solder joints on double sided PCB surface-mount components.
Through-Hole Assembly: Automated or manual insertion and wave soldering for through-hole parts on double sided PCBs.
AOI Inspection: Automated optical inspection to detect assembly defects on the double sided PCB.
Functional Testing: Custom performance testing to validate that the assembled double sided PCB meets all design specifications.
What Industries & Applications Use Double Sided PCBs?
Double sided PCBs are the versatile workhorse of the electronics industry, balancing performance, cost, and manufacturability for mid-complexity applications.
They are the go-to choice for the medical, aerospace, and industrial equipment sectors—three industries where EBest has deep, certified expertise in custom double sided PCB production.
Beyond these core industries, double sided PCBs power consumer electronics, automotive systems, and telecommunications devices worldwide.
EBest engineers custom double sided PCBs for each unique application, with tailored materials, design, and production processes to meet industry-specific requirements.
EBest’s Double Sided PCB Case Studies – Medical, Aerospace, Industrial
Medical: ISO 13485-certified double sided PCBs for portable ECG monitors—compact design, low power consumption, and high reliability for clinical use.
Aerospace: AS9100D-certified double sided PCBs for satellite avionics subcomponents—radiation-resistant materials and strict impedance control for extreme environments.
Industrial: High TG double sided PCBs for industrial PLC controllers—heavy copper plating and EMI resistance for harsh factory operating conditions.
Double Sided vs Single Sided PCB – Which Is Right For Your Project?
Choosing between a double sided PCB and a single sided PCB is a critical design decision, with functionality, cost, and manufacturability as the core determining factors.
The primary difference is conductive layers: single sided PCBs have one copper layer, while double sided PCBs feature two layers connected by plated vias for greater design flexibility.
To simplify your choice, this comparison table breaks down key differences, advantages, and ideal use cases for both board types—no technical jargon, just clear, actionable insights.
Key Feature
Single Sided PCB
Double Sided PCB
Conductive Layers
1 single copper layer
2 copper layers (top/bottom) with plated vias
Component Density
Low – limited trace and part placement
High – dual-layer space for complex component layouts
Signal Routing
Basic – no complex trace paths possible
Flexible – complex routing with minimal crosstalk and EMI
Power Handling
Low – suitable only for basic low-power devices
Medium-High – ideal for industrial and medical high-power applications
Design Flexibility
Very limited – no layer switching capability
High – supports impedance control and RF/high-speed design
Ideal Use Cases
Toys, calculators, basic sensors
Medical devices, aerospace subcomponents, industrial controllers
Industry Certifications
Rarely required
Standard for medical, aerospace, and industrial applications
What Is The Step-by-Step Double Sided PCB Manufacturing Process?
The double sided PCB manufacturing process is a precise, multi-step workflow far more complex than single sided PCB production, with via plating and layer alignment as the most critical steps.
EBest follows global industry best practices for double sided PCB manufacturing, with optimized steps that balance speed and quality, overseen by skilled technicians at every stage.
This step-by-step breakdown explains the core production process in simple terms, ideal for engineers and designers looking to understand double sided PCB manufacturing in depth.
Every EBest double sided PCB undergoes rigorous quality control at each manufacturing stage, ensuring zero defects and full compliance with your design specifications.
Core Steps In Making a High-Quality Double Sided PCB
Design File Validation: Optimize double sided PCB Gerber files with DFM analysis to ensure full manufacturability.
Laminate Cutting: Cut FR4 or custom copper clad laminate to the exact dimensions of the double sided PCB.
Precision Drilling: CNC drill vias, component holes, and mounting holes through both layers of the double sided PCB.
Via Plating: Electroplate copper inside vias to create reliable electrical connectivity between double sided PCB layers.
Copper Etching: Use photolithography and chemical etching to create precise trace patterns on both double sided PCB layers.
Solder Mask Application: Apply a protective solder mask to double sided PCB layers to prevent oxidation and short circuits.
Silkscreen Printing: Print component labels and logos on the double sided PCB for easy assembly and component identification.
Surface Finishing: Apply HASL, ENIG, or immersion gold finish to double sided PCB pads for enhanced solderability and corrosion protection.
Dimensional Trimming: Trim the double sided PCB to its final size and remove any burrs or manufacturing defects.
Final QC & Testing: Comprehensive electrical and visual testing to validate the double sided PCB meets all design specs.
Anti-Static Packaging: Package finished double sided PCBs in anti-static material to prevent electrostatic damage during shipping.
FAQ – Common Questions About Double Sided PCBs Answered
What is the best material for double sided PCB manufacturing?
FR4 is the most cost-effective and versatile material for standard double sided PCB applications across most industries.
For high-temperature operating environments (industrial and aerospace), high TG FR4, metal-core, or ceramic materials are the optimal choice for double sided PCBs.
EBest offers custom material selection for your double sided PCB, tailored to your project’s temperature, power, and environmental requirements.
Can double sided PCBs support high-speed and RF applications?
Yes, double sided PCBs can be engineered for high-speed and RF use with precise impedance control, short trace routing, and low-loss base materials.
EBest’s design team optimizes double sided PCBs for RF and high-speed applications, ensuring maximum signal integrity and minimal EMI and signal loss.
Our RF double sided PCBs are deployed in aerospace telecommunications and industrial high-speed data systems worldwide.
What is the typical turnaround time for double sided PCB production?
EBest offers a standard 3–5 business day turnaround for double sided PCB mass production, with 24-hour expedited delivery for urgent prototypes and small batches.
Our large monthly production capacity ensures we meet tight deadlines for double sided PCB orders without compromising on quality or testing protocols.
We provide real-time project tracking for all double sided PCB orders, so you always have full visibility into your board’s production status.
Does EBest offer custom sizes and shapes for double sided PCBs?
Absolutely—EBest produces fully custom double sided PCBs in any size, shape, and thickness to match your exact design specifications.
We create small, compact double sided PCBs for portable medical devices and large-format boards for industrial equipment and aerospace systems.
Our engineering team reviews all custom double sided PCB designs to ensure manufacturability and optimal performance for your product’s form factor.
Does EBest provide technical support for double sided PCB projects?
Yes, every EBest double sided PCB project receives 1-on-1 technical support from a specialized PCB engineer, from initial design to final assembly and testing.
Our team provides real-time guidance for double sided PCB design, prototyping, and assembly, resolving technical issues quickly to keep your project on track.
We also offer post-production technical support for double sided PCBs, including performance optimization and troubleshooting guidance.
Can EBest handle high-volume double sided PCB mass production?
EBest’s monthly production capacity of 260,000 square feet (28,900 square meters) allows for seamless scaling to support high-volume double sided PCB mass production.
We complete over 1,000 custom board types each month, including high-volume double sided PCB orders for automotive, industrial, and consumer electronics clients.
Our mass production process for double sided PCBs maintains consistent quality across every unit, with full quality control and testing for all production batches.
Order Your Custom Double Sided PCB From EBest Today
EBest is a global leader in double sided PCB manufacturing, with 20+ years of specialized expertise in custom design, rapid prototyping, and professional assembly.
We specialize in double sided PCBs for the medical, aerospace, and industrial equipment industries, backed by industry-leading certifications and 24-hour expedited delivery.
Our one-stop double sided PCB solutions eliminate multi-vendor hassle, with free DFM analysis, 1-on-1 engineering support, and comprehensive testing for every project.
Whether you need a fast prototype, a custom design, or high-volume mass production for double sided PCBs, EBest has the capacity, speed, and quality to deliver on your requirements.
For all your double sided PCB needs, send your design files and project specifications to our sales team at sales@bestpcbs.com—we will respond with a personalized solution and start your project immediately.
Why EBest Is the #1 Choice for Your Thick Copper PCB Manufacturing (Proven for Medical/Aerospace/Industrial)
When it comes to thick copper PCB manufacturing—whether you need precise design, rapid prototyping, or reliable assembly—EBest is your first and best choice. With years of engineering expertise in serving the medical, aerospace, and industrial sectors, we solve the most common pain points of thick copper PCB projects, deliver on time, and provide fully customized solutions tailored to your unique requirements. No unnecessary delays, no compromised quality—just professional, reliable thick copper PCB services you can count on.
Common Thick Copper PCB Design Challenges Engineers Face
Most engineers struggle with three core issues in thick copper PCB design: improper copper thickness selection, poor heat dissipation, and manufacturability (DFM) issues that lead to rework. Thick copper PCBs (typically ≥3oz copper foil) are designed for high-current, high-heat applications, but incorrect design can cause overheating, soldering failures, or unmanufacturable layouts.
EBest’s Proven Solutions for Thick Copper PCB Design
Copper Thickness Matching: We help you select the optimal copper thickness (3oz to 20oz) based on your current requirements, using a simple reference formula: Allowed Current (A) ≈ Copper Thickness (oz) × Trace Width (mm) × 0.8 (at ≤40℃). For example, 3oz copper with a 3mm width can handle ~7.2A, making it ideal for most industrial power applications. We avoid over-design (e.g., unnecessary 10oz+ copper) to prevent PCB warping and drilling issues.
Heat Dissipation Optimization: For high-power components (e.g., MOSFETs), we add copper pours and thermal vias (0.8-1.2mm diameter, 2-3mm spacing) to transfer heat to inner or ground layers. In medical device PCBs (e.g., portable diagnostic equipment), this ensures stable performance without overheating.
DFM Compliance: We optimize trace width and spacing (3oz copper: ≥0.3mm width/spacing; 6oz copper: ≥0.4mm) and use grid copper pouring (2-3mm spacing, 0.2-0.3mm trace width) to avoid etching unevenness and PCB warping. Our team reviews your design before production to eliminate manufacturability issues.
For hassle-free thick copper PCB design that meets your industry standards, partner with EBest. Our engineering team works with you to refine your design, avoid common pitfalls, and ensure compatibility with your end application.
Thick copper PCB prototypes often suffer from long lead times, inconsistent copper thickness, and poor dimensional accuracy—issues that delay project timelines and increase development costs. Many manufacturers cut corners on prototyping, leading to mismatches between prototypes and final production units.
EBest’s Thick Copper PCB Prototyping Solutions
Rapid Turnaround: We deliver thick copper PCB prototypes in days, not weeks, without sacrificing quality. Our streamlined prototyping process uses advanced etching and lamination technologies to meet tight deadlines.
Consistent Quality: We use high-Tg substrates (Tg≥170℃) and precision lamination to ensure uniform copper thickness and dimensional stability. For aerospace prototypes (e.g., satellite communication boards), this ensures compliance with -55℃ to 200℃ temperature cycle requirements.
Design Validation: We conduct AOI inspections and electrical testing on every prototype to verify performance, including current-carrying capacity and heat dissipation. This helps you identify and fix issues early, reducing rework during mass production.
Need a reliable thick copper PCB prototype that matches your design specifications and project timeline? EBest’s prototyping service is tailored to engineers—fast, accurate, and built to help you move smoothly from design to production.
Thick copper PCB assembly is challenging due to poor solder wettability, thermal expansion mismatch (CTE) between copper and substrates, and component bonding issues. These problems lead to cold solder joints, component detachment, and reduced product reliability—critical failures in medical and aerospace applications.
Solderability Improvement: We enlarge pads by 0.2-0.3mm (compared to standard PCBs) and adjust reflow soldering parameters (5-10℃ higher than for thin copper PCBs, with a 10-15 second longer holding time) to ensure full solder coverage. For industrial equipment PCBs (e.g., power inverters), this reduces solder voids to <5%.
CTE Mismatch Resolution: We use copper-clad ceramic substrates (e.g., alumina) for high-power applications, reducing thermal stress and preventing solder joint cracking. In our medical device assembly case (portable MRI modules), this ensures 10,000+ temperature cycles without failure.
Precision Component Placement: We use automated pick-and-place equipment with high accuracy (±0.03mm) to handle large components (e.g., TO-220, D2PAK) on thick copper PCBs. Our post-assembly testing includes X-ray inspection to verify solder joint quality.
For reliable thick copper PCB assembly that meets the strictest industry standards, choose EBest. Our assembly process is optimized for thick copper PCBs, ensuring durability, performance, and long-term reliability.
What Makes EBest’s Thick Copper PCB Services Outperform Competitors? (2026 Guide)
Service Aspect
Industry Average
EBest’s Advantage
Copper Thickness Range
3oz-10oz
3oz-20oz, including ultra-thick copper for aerospace applications
Prototype Lead Time
7-10 days
3-5 days, with expedited options available
Industry Expertise
General electronics focus
Specialized in medical, aerospace, and industrial sectors with proven case studies
Quality Testing
Basic electrical testing
AOI, X-ray, temperature cycle, and vibration testing (meets ISO 13485 for medical)
Customization
Limited design adjustments
Full custom solutions, including DFM optimization and material selection
EBest’s Industry Case Studies (Proven Expertise)
Medical Industry: We designed and assembled thick copper PCBs for a portable patient monitor, using 3oz copper and high-Tg FR-4 to ensure stable performance in clinical environments. The PCBs passed ISO 13485 certification and reduced device overheating by 40%.
Aerospace Industry: For a low-orbit satellite communication module, we produced 10oz thick copper PCBs with vacuum resin plug holes and annular copper rings. The PCBs withstood 10,000 temperature cycles (-55℃⇆125℃) with <2% hole resistance change.
Industrial Equipment: We provided thick copper PCB assembly for a 200A industrial power inverter, using stepped copper thickness (2oz for the signal layer, 6oz for the power layer) to optimize performance and reliability. The inverter achieved 99.8% operational uptime.
Thick Copper PCB vs. Standard PCB: Critical Differences Every Engineer Must Know
The key difference between a thick copper PCB and a standard PCB lies in copper foil thickness: thick copper PCBs have a copper thickness of ≥3oz (≈105μm), while standard PCBs typically use 1oz-2oz copper. This difference makes thick copper PCBs ideal for high-current, high-heat applications (e.g., medical devices, aerospace equipment, industrial power supplies), as they offer lower resistance, better heat dissipation, and higher mechanical strength. Standard PCBs are suitable for low-power electronics (e.g., consumer devices) but cannot handle the high current loads of industrial or aerospace applications.
How to Choose the Right Copper Thickness for Your Thick Copper PCB (Engineer’s Step-by-Step Guide)
Selecting the right copper thickness for your thick copper PCB depends on three factors: current load, application environment, and manufacturability. Follow this simple guide:
3oz-6oz: Ideal for most industrial power supplies, medical devices, and automotive electronics (handles 3A-10A current).
7oz-10oz: Suitable for high-power applications (e.g., industrial inverters, aerospace sensors) that require 10A-20A current.
11oz-20oz: Reserved for ultra-high-power applications (e.g., laser weapons, satellite power systems) that require 20A+ current.
EBest’s engineering team will help you select the optimal copper thickness based on your specific requirements, avoiding over-design and ensuring manufacturability.
Best Materials for Thick Copper PCB Manufacturing: Engineer’s Definitive Guide
The best materials for thick copper PCB manufacturing depend on your application, but we prioritize high-performance, reliable options that meet industry standards:
Substrates: High-Tg FR-4 (Tg≥170℃) for most applications; PI (polyimide) for high-temperature environments (e.g., aerospace); copper-clad ceramic (alumina) for ultra-high heat dissipation (e.g., medical lasers).
Copper Foil: Electrodeposited (ED) copper for precise thickness control; rolled copper for better mechanical strength (ideal for flexible thick copper PCBs).
Solder Mask: Lead-free, high-temperature solder mask (e.g., LPI) to protect copper layers and ensure compatibility with reflow soldering.
How to Guarantee Thick Copper PCB Reliability in Extreme Industrial & Aerospace Environments
To ensure thick copper PCB reliability in extreme environments (high temperature, vibration, humidity), EBest implements three key measures:
Material Selection: We use high-Tg substrates and corrosion-resistant copper foil to withstand temperature extremes (-55℃ to 200℃) and humidity (up to 95%).
Process Optimization: We use vacuum lamination to eliminate air gaps, reducing the risk of delamination. For vibration-prone applications (e.g., aerospace), we add reinforcing copper rings around vias.
Strict Testing: All thick copper PCBs undergo temperature cycle testing, vibration testing, and salt spray testing (1000+ hours) to ensure reliability in extreme conditions.
1. What is a thick copper PCB, and when should I use it?
A thick copper PCB is a printed circuit board with copper foil thickness ≥3oz (≈105μm). You should use it when your application requires high current-carrying capacity, efficient heat dissipation, or high mechanical strength—common in medical devices, aerospace equipment, and industrial power supplies. It is not necessary for low-power consumer electronics.
2. Can thick copper PCBs be used in medical devices?
Yes, thick copper PCBs are ideal for medical devices (e.g., portable diagnostic equipment, MRI modules, patient monitors). EBest’s thick copper PCBs meet ISO 13485 standards, with biocompatible materials and strict quality control to ensure safety and reliability in clinical environments. Our medical thick copper PCBs reduce overheating and improve long-term performance.
3. How long does it take to produce a thick copper PCB prototype?
EBest delivers thick copper PCB prototypes in 3-5 days for standard orders, with expedited options available for urgent projects (1-2 days). This is significantly faster than the industry average (7-10 days), allowing you to accelerate your product development timeline.
4. What is the maximum copper thickness EBest can produce?
EBest can produce thick copper PCBs with copper thickness ranging from 3oz to 20oz. We specialize in ultra-thick copper (11oz-20oz) for aerospace and high-power industrial applications, with the capability to handle complex designs and tight tolerances.
5. How does EBest ensure the quality of thick copper PCB assembly?
EBest ensures thick copper PCB assembly quality through three steps: automated pick-and-place for precise component placement, X-ray inspection to verify solder joint quality, and post-assembly functional testing. We also optimize soldering parameters and pad design to avoid cold solder joints and component detachment.
6. Can EBest provide custom thick copper PCB solutions?
Yes, EBest specializes in custom thick copper PCB solutions. Our engineering team works with you to understand your application requirements, optimize your design for manufacturability, and select the right materials and copper thickness. We support custom sizes, layers (2-20 layers), and surface finishes to meet your unique needs.
Choose EBest for Thick Copper PCB: Fast Delivery, Custom Solutions, Proven Industrial/Aerospace Quality
EBest is your trusted partner for thick copper PCB design, thick copper PCB prototype, and thick copper PCB assembly. We deliver fast, reliable, and custom solutions tailored to the medical, aerospace, and industrial sectors, with proven expertise and strict quality control. Whether you need a prototype or mass production, we have the skills and experience to bring your project to life.
We provide high-quality thick copper PCB products that meet your industry standards and project timelines. For inquiries or to place an order, please contact us at sales@bestpcbs.com. EBest—Your Reliable Thick Copper PCB Manufacturer.
Choose EBest As Your First Copper Base PCB Manufacturer
When searching for a reliable Copper Base PCB manufacturer, EBest stands out as the top choice for global electronics businesses and engineers. Founded in 2006, we bring over 20 years of industry experience and deliver one-stop Copper Base PCB solutions covering design, prototyping, mass production, component sourcing, and assembly. Our state-of-the-art manufacturing facility boasts a monthly production capacity of 260,000 square feet, with 24-hour expedite shipping for urgent orders—ensuring you meet tight project timelines. Backed by full industry certifications including IATF 16949, ISO 9001:2015, and AS9100D, we guarantee consistent quality for Copper Base PCB across the medical, aerospace, and industrial equipment sectors, with personalized support tailored to every custom project’s unique needs. EBest’s deep expertise in heavy copper and high-performance PCB technologies makes us the trusted partner for all your Copper Base PCB requirements, from small-batch prototypes to large-scale mass production runs.
What Do Engineers Care About In Copper Base PCB Design? Solve Pain Points With EBest
Key Design Challenges Engineers Face For Copper Base PCB
Engineers designing Copper Base PCB consistently grapple with three core pain points: optimizing thermal conductivity for high-power applications, achieving precise impedance control to avoid signal interference, and ensuring structural compatibility with rigid or flexible PCB integration. Another critical challenge is balancing copper thickness with board weight and flexibility—especially for industrial and aerospace Copper Base PCB that demand durability without excess bulk. Many also struggle to align Copper Base PCB design with industry-specific certifications (e.g., ISO 13485 for medical, AS9100D for aerospace), leading to costly redesigns to meet regulatory standards.
EBest’s Copper Base PCB Design Solutions For Every Challenge
EBest’s engineering team solves these design pain points with tailored, industry-specific strategies. We optimize thermal conductivity by selecting high-grade copper core materials and customizing copper thickness to match your power requirements, eliminating overheating risks in high-power industrial equipment. Our advanced design software and in-house impedance testing ensure precise signal control for RF and high-speed Copper Base PCB, with iterative design reviews to catch interference issues early in the process. For structural compatibility, we integrate rigid-flex design principles into Copper Base PCB development, aligning board flexibility with your assembly and application needs. Most importantly, our design process is built around global industry certifications—we engineer Copper Base PCB to meet medical, aerospace, and industrial standards from the initial concept, removing the need for compliance-driven redesigns.
Partner With EBest For Your Copper Base PCB Design Needs
Whether you’re designing a Copper Base PCB for medical imaging devices, aerospace avionics, or heavy-duty industrial machinery, EBest’s design team combines technical precision with application-focused expertise to deliver designs aligned with your performance, compliance, and production goals. Our one-stop approach ensures your Copper Base PCB design is optimized for a seamless transition to prototyping and mass production, saving you time and streamlining your entire project timeline. Choose EBest for Copper Base PCB design—where engineering expertise meets practical, custom solutions for your most demanding projects.
Copper Base PCB Prototype: Overcome Prototyping Pain Points With EBest
Top Prototyping Pain Points For Copper Base PCB
Engineers and product developers face distinct hurdles when creating Copper Base PCB prototypes: lengthy lead times that delay product testing, inconsistent prototype quality that fails to reflect mass production performance, and limited customization options for small-batch runs. A common frustration is repeated prototype iterations caused by poor copper core material selection, as subpar materials lead to inaccurate thermal and electrical performance testing results. Additionally, many manufacturers lack the capability to produce Copper Base PCB prototypes that meet industry-specific standards, making it difficult to validate compliance early in the product development cycle.
EBest’s Copper Base PCB Prototype Solutions To Accelerate Your Project
EBest addresses every Copper Base PCB prototyping pain point with speed, quality, and full customization at the core. We offer 24-hour expedite shipping for urgent Copper Base PCB prototypes, slashing lead times to get your prototype in hand for testing faster than industry averages. Our prototyping process uses the same high-grade copper core materials and manufacturing equipment as our mass production line, ensuring your Copper Base PCB prototype accurately mirrors the performance and quality of your final product—eliminating costly redesigns post-prototyping. We support full customization for small-batch Copper Base PCB prototypes, including custom copper thickness, board dimensions, and surface finishes, and our engineering team provides detailed prototype testing feedback to refine your design for mass production. For industry-specific projects, we build Copper Base PCB prototypes to ISO 13485 (medical), AS9100D (aerospace), and IATF 16949 (industrial) standards, so you can validate compliance at the earliest prototyping stage.
Choose EBest For Your Copper Base PCB Prototype Development
EBest’s Copper Base PCB prototyping service is engineered for engineers who need fast, reliable, and industry-compliant prototypes to advance product development. Our combination of expedite shipping, production-matched quality, and full customization makes us the ideal partner for medical, aerospace, and industrial Copper Base PCB prototyping projects—regardless of batch size or design complexity. Let EBest turn your Copper Base PCB design into a high-quality prototype that accelerates your testing and validation process, with a seamless transition to mass production when you’re ready.
Copper Base PCB Assembly: Resolve Assembly Challenges With EBest’s Expertise
Critical Assembly Pain Points For Copper Base PCB
Copper Base PCB assembly comes with unique challenges that can derail production timelines and reduce product reliability: poor thermal management during soldering that damages copper core materials, component misalignment on thick copper PCBs, and difficulty sourcing compatible components for high-power Copper Base PCB applications. Engineers also struggle with assembly processes that fail to meet the strict quality standards of the medical and aerospace industries, leading to high defect rates and costly rework. Another common issue is limited assembly flexibility for custom Copper Base PCB designs, as many manufacturers use one-size-fits-all assembly processes that do not account for the unique properties of copper core PCBs.
EBest’s Copper Base PCB Assembly Solutions For Flawless Production
EBest’s Copper Base PCB assembly service leverages specialized equipment and industry expertise to solve these challenges for medical, aerospace, and industrial projects. We use temperature-controlled soldering processes for Copper Base PCB assembly, preventing thermal damage to copper core materials and ensuring strong, reliable solder joints—critical for high-power applications. Our automated assembly line features high-precision component placement technology, eliminating misalignment issues even on thick, heavy copper Copper Base PCB. As a one-stop provider, we offer full component sourcing for Copper Base PCB assembly, matching high-quality, industry-compliant components to your design’s power and performance requirements—saving you time and guaranteeing component compatibility. Our assembly process is certified to ISO 13485, AS9100D, and IATF 16949, so your Copper Base PCB assembly meets the strict quality and compliance standards of the medical, aerospace, and industrial equipment industries, with zero-defect production as our core goal. We also provide flexible assembly processes for custom Copper Base PCB designs, tailoring our approach to your board’s unique properties and assembly requirements.
Trust EBest For Your Copper Base PCB Assembly Needs
Whether you need small-batch or large-scale Copper Base PCB assembly for medical devices, aerospace systems, or industrial machinery, EBest’s one-stop assembly service delivers uncompromising quality, full compliance, and on-time delivery. Our integration of component sourcing, precision assembly, and industry certification ensures your Copper Base PCB assembly process is seamless from start to finish, with no gaps in quality or regulatory compliance. Choose EBest for Copper Base PCB assembly—where specialized copper core expertise meets reliable, scalable production for all your PCB projects.
Why Choose EBest For Your Copper Base PCB Projects?
EBest is the premier choice for Copper Base PCB design, prototyping, and assembly for three core reasons: 20+ years of specialized copper core expertise, end-to-end one-stop solutions, and industry-leading quality and compliance. Our team of PCB engineers has deep experience in Copper Base PCB technologies for the medical, aerospace, and industrial equipment sectors, with a proven track record of delivering custom solutions that meet the most demanding performance requirements. As a one-stop provider, we handle every step of your Copper Base PCB project—from initial design and prototyping to mass production, component sourcing, and assembly—eliminating the need to work with multiple vendors and streamlining your project timeline. Our manufacturing facility is certified to IATF 16949, ISO 9001:2015, ISO 13485:2016, AS9100D, REACH, RoHS, and UL, so every Copper Base PCB we produce meets global industry standards for quality, safety, and compliance. We also offer unrivaled speed, with 24-hour expedite shipping for urgent Copper Base PCB orders and a monthly production capacity of 260,000 square feet (28,900 square meters) to support both small-batch prototypes and large-scale mass production. EBest prioritizes customer satisfaction, with personalized support for every Copper Base PCB project—our team works closely with you to understand your unique needs and deliver tailored solutions aligned with your product goals. Finally, our ongoing commitment to research and development ensures we stay ahead of industry trends in Copper Base PCB technology, continuously innovating our design, prototyping, and assembly processes to deliver the most advanced copper core PCB solutions for your business.
Copper Base PCB Vs Aluminum Base PCB: A Comparative Analysis
Feature
Copper Base PCB
Aluminum Base PCB
Thermal Conductivity
Exceptionally high—ideal for high-power applications (100W+); copper core dissipates heat faster and more evenly
Moderate thermal conductivity; suitable for low-to-medium power applications (under 100W)
Electrical Conductivity
Superior electrical conductivity; minimal signal loss for high-speed and RF Copper Base PCB
Lower electrical conductivity; higher signal loss for high-speed applications
Durability & Strength
Higher mechanical strength; resistant to vibration and shock—perfect for aerospace and industrial equipment
Lightweight but lower mechanical strength; less suitable for heavy-duty industrial or aerospace use
Copper Thickness Flexibility
Customizable heavy copper thickness (including ultra-thick copper); tailored to exact power requirements
Limited metal thickness options; not ideal for heavy copper applications
Application Suitability
Medical imaging devices, aerospace avionics, high-power industrial machinery, RF equipment
Consumer electronics, low-power industrial devices, LED lighting, small-scale power electronics
Compliance Compatibility
Easy to manufacture to ISO 13485 (medical), AS9100D (aerospace), IATF 16949 (industrial)
Compliant for consumer and low-power industrial standards; less commonly used for medical/aerospace applications
Copper Base PCB Applications In Medical, Aerospace & Industrial Sectors
Copper Base PCB For Medical Equipment
Copper Base PCB is a critical component in high-power medical equipment, where thermal management and regulatory compliance are non-negotiable. EBest’s medical Copper Base PCB is integrated into medical imaging devices (CT scanners, MRI machines) and high-power diagnostic equipment, where the high thermal conductivity of copper core materials prevents overheating and ensures consistent, reliable performance. All our medical Copper Base PCB is manufactured to ISO 13485:2016 standards, meeting the strict quality and safety requirements of the medical industry, with precise impedance control to avoid signal interference in sensitive diagnostic equipment.
Copper Base PCB For Aerospace Systems
Aerospace avionics and flight systems demand Copper Base PCB that delivers high thermal conductivity, superior mechanical strength, and full compliance with AS9100D standards. EBest’s aerospace Copper Base PCB is used in satellite communication systems, aircraft avionics, and aerospace power modules—our custom copper thickness and rigid-flex design integration ensure the PCB can withstand the extreme vibration, shock, and temperature conditions of aerospace environments. The superior electrical conductivity of our Copper Base PCB also minimizes signal loss for high-speed RF and communication systems in aerospace applications.
Copper Base PCB For Industrial Equipment
Heavy-duty industrial machinery (factory automation, power distribution, heavy manufacturing) relies on Copper Base PCB for high-power performance and long-term durability. EBest’s industrial Copper Base PCB is designed for IATF 16949 compliance, with heavy copper thickness and temperature-resistant materials to handle the high-power and harsh operating conditions of industrial equipment. Our Copper Base PCB for industrial use also features precise component placement and soldering, ensuring zero defects and reliable performance in 24/7 industrial operations.
How To Optimize Thermal Conductivity For Copper Base PCB?
Optimizing thermal conductivity is the most critical step in Copper Base PCB design for high-power applications, and the solution lies in strategic material selection, copper core design, and board layout—with EBest’s engineering team following a proven, step-by-step process for maximum thermal performance. First, select a high-purity copper core material for your Copper Base PCB; high-purity copper has superior thermal conductivity compared to low-grade copper, ensuring faster and more efficient heat dissipation. Second, customize the copper thickness to match your exact power requirements—thicker copper cores dissipate more heat for high-power applications, and EBest offers flexible copper thickness options for every Copper Base PCB design. Third, design the Copper Base PCB layout with thermal vias placed strategically to transfer heat from the copper core to the board’s surface and heat sinks, eliminating hotspots that cause performance issues and component failure. Fourth, use thermal interface materials (TIMs) in conjunction with your Copper Base PCB to enhance heat transfer to external cooling systems, such as heat sinks or fans. EBest’s engineering team tests every Copper Base PCB design for thermal conductivity, using advanced thermal imaging technology to identify and eliminate hotspots before prototyping—ensuring your Copper Base PCB delivers optimal thermal performance for your specific application.
What Industry Certifications Do Copper Base PCB Require?
Copper Base PCB certifications vary by industry, and compliance is non-negotiable for medical, aerospace, and industrial applications—EBest manufactures all Copper Base PCB to the specific certifications required for your project, eliminating compliance risks and costly redesigns. For medical copper base PCB, the core certification is ISO 13485:2016, which sets strict quality management standards for medical devices and their components, ensuring uncompromising safety, reliability, and full traceability. For aerospace Copper Base PCB, AS9100D is the mandatory certification, covering the unique quality and performance requirements of aerospace systems, including resistance to extreme environmental conditions. For industrial Copper Base PCB, IATF 16949 and ISO 9001:2015 are the key certifications, setting global quality standards for automotive and general industrial equipment manufacturing. All EBest Copper Base PCB also complies with REACH, RoHS, and UL standards, ensuring environmental safety and electrical safety for global markets. Our manufacturing process is built around these certifications, with strict quality control checks at every stage of Copper Base PCB design, prototyping, and assembly to maintain full compliance at all times.
FAQ: Common Questions About Copper Base PCB Answered
Q1: What is the maximum copper thickness EBest offers for Copper Base PCB?
EBest offers fully customizable copper thickness for Copper Base PCB, from standard thin copper to ultra-heavy copper options—all tailored to the power and thermal requirements of your medical, aerospace, or industrial application. Our engineering team will recommend the optimal copper thickness for your Copper Base PCB design, balancing thermal conductivity, mechanical strength, and board flexibility for your specific use case.
Q2: Can EBest produce rigid-flex Copper Base PCB for custom applications?
Yes, EBest’s engineering team specializes in integrating rigid-flex design principles into Copper Base PCB manufacturing, producing custom rigid-flex copper core PCBs for aerospace and industrial applications that demand both flexibility and high thermal conductivity. Our rigid-flex Copper Base PCB is designed to meet the same industry certifications and performance standards as our standard copper core PCBs.
Q3: What lead times does EBest offer for Copper Base PCB mass production?
EBest’s standard lead times for Copper Base PCB mass production align with industry best practices, and we offer 24-hour expedite shipping for urgent orders—critical for time-sensitive medical, aerospace, and industrial projects. Our monthly production capacity of 260,000 square feet ensures we can scale production seamlessly to meet your large-batch Copper Base PCB needs with no delays.
Q4: Does EBest provide component sourcing for Copper Base PCB assembly?
Yes, as a one-stop Copper Base PCB provider, EBest offers full component sourcing for assembly, matching high-quality, industry-compliant components to your Copper Base PCB design’s power, performance, and compliance requirements. We source components from trusted global suppliers, ensuring perfect compatibility and long-term reliability for your medical, aerospace, or industrial project.
Q5: How does EBest test Copper Base PCB for thermal and electrical performance?
EBest uses advanced in-house testing technology to validate every Copper Base PCB’s thermal and electrical performance: thermal imaging for heat dissipation and hotspot detection, precision impedance testing for high-speed and RF copper core PCBs, and comprehensive electrical performance testing to ensure minimal signal loss and maximum power efficiency. All testing is completed before prototyping and mass production, to ensure your Copper Base PCB meets or exceeds your performance goals.
Q6: Is EBest’s Copper Base PCB compliant with global environmental standards?
Yes, all EBest Copper Base PCB is fully compliant with REACH and RoHS environmental standards, eliminating hazardous substances and ensuring your product can be sold in global markets without environmental compliance issues. Our manufacturing process also prioritizes sustainability, with waste reduction and eco-friendly production practices for all Copper Base PCB projects.
Q7: Can EBest create custom Copper Base PCB for low-volume, high-complexity projects?
Absolutely—EBest supports full customization for low-volume, high-complexity Copper Base PCB projects, including medical and aerospace applications that demand unique design and performance requirements. Our small-batch prototyping and production capabilities mean we can deliver high-quality, custom Copper Base PCB for low-volume projects with the same speed and compliance as large-scale production.
Q8: What post-production support does EBest offer for Copper Base PCB projects?
EBest provides comprehensive post-production support for all Copper Base PCB projects, including detailed performance testing feedback, expert assembly guidance, and ongoing technical support for your product development and production processes. Our team is available to answer any technical questions and provide tailored solutions for any Copper Base PCB performance or assembly issues you may encounter.
Order Your Custom Copper Base PCB From EBest Today
EBest is your trusted partner for Copper Base PCB design, prototyping, assembly, and mass production—offering one-stop custom solutions for the medical, aerospace, and industrial equipment industries. Our 20+ years of copper core expertise, industry-leading certifications, 24-hour expedite shipping, and personalized engineering support ensure your Copper Base PCB project is a success, from initial concept to final production. We manufacture all types of Copper Base PCB, including heavy copper, high TG, impedance control, and rigid-flex copper core PCBs, with full customization to match your unique performance, compliance, and production needs. Whether you need a small-batch prototype or large-scale mass production, EBest has the capacity, expertise, and uncompromising quality to deliver your Copper Base PCB on time and to the highest global industry standards. To order your custom Copper Base PCB or discuss your project requirements in detail, send an email to sales@bestpcbs.com—our team of dedicated PCB engineers will respond promptly and work with you to create the perfect copper core PCB solution for your business.
Reflow process soldering is one of the most widely used assembly techniques in modern electronics manufacturing. From consumer devices to automotive control modules, the reflow process soldering workflow allows engineers to achieve consistent joints, high throughput, and repeatable thermal control.
This guide explains the full workflow in practical engineering terms, including equipment selection, temperature phases, alloy choices, and troubleshooting methods used in real SMT production environments.
What Is the Reflow Process of Soldering?
Reflow process soldering is a thermal assembly method where solder paste is first printed onto PCB pads, components are placed, and then the entire board passes through a controlled heating profile. The solder paste melts, wets the pads and leads, and solidifies to form electrical and mechanical connections.
Unlike hand soldering, heat is not applied locally. Instead, the entire PCB follows a carefully designed temperature curve.
Key characteristics include:
Uniform heating across the assembly
Precise temperature ramp control
Compatibility with fine-pitch components
High automation suitability
The process is essential for modern surface-mount technology because it supports high-density layouts, micro-pitch packages, and large production volumes.
What Is the Reflow Process of Soldering?
Why Is It Called Reflow Soldering?
The term “reflow” refers to the melting and flowing behavior of solder paste during heating. Before entering the oven, solder paste is in a semi-solid state containing metal particles and flux. As temperature rises above the alloy’s liquidus point, the solder melts and flows across the pad surface.
This flow action allows:
Surface tension to align components
Oxides to be removed by flux activation
Metallurgical bonding between lead and pad
After peak temperature, controlled cooling solidifies the joint, locking components into position.
What Equipment Is Used for Reflow?
A standard reflow process soldering line includes several interconnected machines. Each stage influences solder joint quality.
SPI inspection system – checks paste height and coverage
Pick-and-place machine – positions components with precision
Reflow oven – creates the temperature profile
AOI system – verifies final joint integrity
Modern convection reflow ovens are divided into multiple heating zones. These zones gradually raise temperature rather than applying sudden thermal stress.
For advanced assemblies, nitrogen reflow ovens reduce oxidation and improve wetting, especially for fine-pitch components.
At What Temperature Does Solder Reflow?
The reflow temperature depends mainly on alloy composition. Engineers must distinguish between liquidus temperature and peak profile temperature.
Typical examples:
SAC305 lead-free alloy
Liquidus: ~217 °C
Peak profile: 235–245 °C
Sn63/Pb37 eutectic alloy
Liquidus: 183 °C
Peak profile: 205–215 °C
The peak value must be high enough to ensure full melting but low enough to avoid damaging components or PCB materials. Excessive temperature can cause pad cratering, delamination, or component warpage.
What Are the 7 Steps of Soldering?
In modern SMT manufacturing, soldering is not a single action but a controlled sequence of operations. Each step influences joint strength, electrical stability, and long-term reliability. Whether used in prototype assembly or high-volume PCBA production, these seven stages form a structured workflow that engineers follow to maintain process consistency.
1. Surface Preparation and PCB Cleaning
Before any solder is applied, the PCB surface must be clean and free from oxidation, dust, or residual oils. Even microscopic contamination can prevent proper wetting during heating.
Common preparation practices include:
Plasma cleaning or alcohol wiping for prototypes
Controlled storage to avoid humidity absorption
Verifying pad finish quality such as ENIG, HASL, or OSP
Proper preparation ensures the solder spreads evenly instead of forming isolated beads or weak fillets.
2. Solder Paste Printing or Flux Application
For reflow assemblies, solder paste is deposited onto pads using a laser-cut stencil. Paste volume directly determines final joint shape and reliability.
Key considerations during this step:
Stencil thickness and aperture design
Printing pressure and speed
Paste viscosity and metal content
In manual or selective soldering, flux may be applied instead of paste to activate surfaces during heating.
3. Component Placement and Alignment
After printing, components are positioned onto the solder paste deposits. Automated pick-and-place machines use vision systems to achieve precise alignment, while prototypes may be placed manually.
Important factors include:
Correct polarity and orientation
Accurate placement height
Avoiding paste smearing during placement
Surface tension during reflow can self-align small components, but accurate initial placement greatly reduces defects.
4. Preheating Stage
Preheating gradually raises the temperature of the entire assembly. This stage evaporates solvents inside the paste and reduces thermal shock.
Typical engineering goals:
Uniform temperature distribution across large boards
Prevention of sudden expansion in multilayer PCBs
Early activation of flux chemistry
A controlled ramp rate, usually between 1 °C and 3 °C per second, prevents component cracking and solder splatter.
5. Reflow Heating and Solder Melting
During this stage, the temperature rises above the solder alloy’s liquidus point. The metal particles inside the paste melt and flow across the pad and component leads.
What happens physically:
Flux removes oxides from metal surfaces
Molten solder forms intermetallic bonds
Surface tension pulls components into alignment
Engineers closely monitor time above liquidus to ensure complete wetting without overheating sensitive components.
6. Controlled Cooling and Solidification
Cooling begins immediately after peak temperature. This phase determines the internal grain structure of the solder joint.
Why controlled cooling matters:
Rapid cooling may introduce thermal stress
Extremely slow cooling can create coarse grain structures
Convection ovens often include dedicated cooling zones to stabilize the solidification process.
7. Inspection, Testing, and Quality Verification
The final step confirms that soldering produced reliable electrical and mechanical connections. Inspection methods vary depending on product complexity.
Typical verification tools:
AOI to detect bridges, tombstoning, or insufficient solder
X-ray inspection for hidden joints like BGA packages
Functional testing or ICT for electrical validation
Feedback from inspection loops back into earlier steps, allowing engineers to fine-tune paste volume, placement accuracy, and temperature profiles.
What Are the Phases of Reflow Soldering?
A reflow profile is divided into several thermal zones. Understanding these phases helps engineers fine-tune process stability.
Preheat Phase
Temperature rises gradually to avoid thermal shock. Solvents evaporate during this stage.
Typical ramp rate: 1–3 °C per second.
Soak Phase
The PCB temperature stabilizes between 150 °C and 180 °C. Flux activation begins, and temperature differences across the board reduce.
Reflow Phase
Temperature exceeds the alloy liquidus point. Solder melts and forms joints through wetting and surface tension.
Peak Phase
The highest temperature occurs briefly. Time above liquidus typically lasts 30–90 seconds.
Cooling Phase
Controlled cooling ensures strong grain structure. Rapid cooling may trap stress, while slow cooling can create large brittle grains.
Can You Reflow Without Flux?
Technically possible but rarely recommended.
Flux performs several essential roles:
Removes oxide layers from metal surfaces
Improves solder wetting
Prevents re-oxidation during heating
Without flux, solder may ball up rather than spread. Joint reliability decreases significantly.
In specialized environments, such as vacuum or forming-gas atmospheres, fluxless reflow may be used. However, this requires advanced process control and is not common in standard SMT production.
What Is the 5 Ball Rule for Solders?
The “5 ball rule” is an informal guideline used during inspection. If multiple small solder balls appear around a joint, engineers evaluate whether they are cosmetic or reliability concerns.
General interpretation:
Fewer than five isolated solder balls may be acceptable depending on IPC standards.
Clusters or balls near fine-pitch leads indicate paste or profile issues.
Common causes include:
Excessive flux activation
Rapid temperature ramp
Contaminated PCB surface
Process tuning often resolves these defects.
Which Solder Is Better, 60/40 or 63/37?
Both alloys belong to traditional tin-lead systems but behave differently during melting.
60/40 – Sn60/Pb40
Melting range instead of single point
Slightly wider plastic state
More forgiving for manual soldering
63/37 – Sn63/Pb37
True eutectic alloy
Sharp melting point at 183 °C
Faster solidification and reduced cold joint risk
For automated reflow process soldering, Sn63/Pb37 generally provides better consistency due to its precise melting behavior. However, environmental regulations have pushed most production toward lead-free alloys like SAC305.
What Is the Difference Between Soldering and Reflow Soldering?
Traditional soldering and reflow soldering differ mainly in heat delivery method.
Aspect
Traditional Soldering
Reflow Process Soldering
Heat Source
Localized iron or wave
Controlled oven profile
Assembly Type
Through-hole or manual repair
Surface-mount mass production
Process Control
Operator dependent
Automated and repeatable
Thermal Uniformity
Low
High
Reflow provides higher throughput and consistency, which explains its dominance in modern electronics manufacturing.
FAQs
1. What Peak Temperature Should Be Used for SAC305 Reflow Process Soldering?
Most profiles target a peak between 235 °C and 245 °C. The exact value depends on board thickness, component sensitivity, and oven capability. Engineers often start with 240 °C and adjust based on wetting quality and component ratings.
2. Can a PCB Be Reflow Soldered Multiple Times Safely?
Yes, but the number of cycles should be limited. Excessive reflow passes may:
Degrade laminate integrity
Reduce pad adhesion strength
Increase risk of microcracking
High-Tg materials and proper cooling help maintain reliability when double-sided assembly requires multiple passes.
3. Why Do Solder Balls Appear After Reflow Process Soldering?
Solder balls usually indicate process imbalance. Common root causes include:
Too much solder paste volume
Rapid heating during preheat phase
Poor stencil release
Moisture or contamination on PCB surfaces
Adjusting ramp rate and stencil design often eliminates the issue.
4. How to Verify a Reflow Profile Without Expensive Profiling Tools?
Although professional thermocouple profilers offer the highest accuracy, smaller facilities can still validate profiles by:
Using temperature indicator labels
Comparing joint wetting appearance
Monitoring conveyor speed consistency
Checking for uniform solder fillets across large boards
These practical methods provide reasonable validation for low-volume production.
5. Does Nitrogen Atmosphere Improve Reflow Process Soldering Reliability?
Nitrogen reduces oxygen concentration in the oven, which enhances solder wetting and decreases oxidation. Benefits include:
Shinier solder joints
Reduced solder ball formation
Improved fine-pitch performance
However, nitrogen increases operational cost. Many manufacturers reserve it for high-density or high-reliability assemblies.
6. What Conveyor Speed Is Ideal for Small Batch Reflow Process Soldering?
There is no universal speed. Engineers typically adjust conveyor rate so total profile duration falls between 3 and 6 minutes. Thicker boards or heavy copper designs require slower speeds to ensure even heating.