PCB prototyping in Turkey is a reliable, technically advanced service tailored to diverse industry needs, with local manufacturers offering flexible solutions for small-batch and custom requirements. PCB prototyping in Turkey leverages strategic geographic access to Europe and the Middle East, combining international quality standards with efficient turnaround times. Local providers specialize in industries like medical, aerospace, and industrial equipment, delivering prototypes that meet strict technical and regulatory demands.
Which Turkish Manufacturers Offer Reliable PCB Prototyping Services?
Company
Advantages
PCB Prototyping Types
Typical Lead Time
EBest
20+ years in PCB manufacturing; expertise in high-speed/RF designs, HDI, and rigid-flex; full DFM support; ISO 9001/13485/16949 certifications
Multilayer (up to 20L), HDI, rigid-flex, flex, heavy-copper, medical-grade PCBs
5–7 days (standard); 24–72 hours (rapid 1–6 layer)
Single-Sided PCB: Low-cost, simple circuits (e.g., industrial sensors). Supported by all Turkish providers (e.g., Asik Elektronik, Odak PCB) with 24–48h rapid lead times.
Double-Sided PCB: Components on both sides with vias, ideal for LED lighting/medical devices. Standard 48–72h rapid prototyping with FR-4 consistency.
Multilayer (4–32L) PCB: High-density routing for aerospace/medical systems. EBest (up to 20L) and Baski Devre (32L) offer impedance control and signal integrity.
HDI PCB: Micro-vias/fine-pitch (≤0.1mm) for wearables/industrial controls. Offered by Net Elektronik, EMS Elektronik, and EBest.
Flexible & Rigid-Flex PCB: Polyimide/PET for curved designs; rigid-flex for integrated form factors. Demsay Elektronik and EBest specialize in medical/industrial use cases.
Heavy-Copper (2–6 oz) PCB: High-current applications (e.g., power supplies). Baski Devre and EBest provide thermal stability.
Aluminum-Based (MCPCB): High heat dissipation for LEDs/power amps. Asik Elektronik and Odak PCB offer customizable thermal options.
Ceramic PCB: High-temperature/stiffness for medical/aerospace sensors. Demsay Elektronik provides ceramic prototypes for extreme environments.
What Quality Certifications Should PCB Prototyping in Turkey Hold?
All reputable Turkey PCB prototype providers hold international certifications to ensure reliability, compliance, and performance. Key certifications include:
ISO 9001: The foundational quality management certification, ensuring consistent processes and product quality across all prototyping stages. Mandatory for all professional providers in Turkey.
IATF 16949: Critical for prototypes used in automotive and aerospace industries, covering strict quality controls for high-reliability applications like aircraft control systems.
ISO 13485: Required for medical device PCB prototyping in Turkey, ensuring compliance with global medical standards for prototypes used in implanted devices and diagnostic equipment.
UL Certification: Validates fire safety and electrical performance, essential for prototypes used in industrial equipment and consumer electronics sold in global markets.
RoHS & REACH Compliance: Mandatory for all prototypes, ensuring they meet EU environmental standards by restricting hazardous substances like lead and mercury.
What Technical Capabilities do Turkish PCB Prototyping Companies Offer?
Providers offer advanced capabilities to handle simple to complex designs, with industry-specific expertise:
Multilayer Prototyping: Support for up to 32 layers, with blind/buried vias and impedance control (50–100Ω) to ensure signal integrity for aerospace and medical imaging applications.
HDI & Fine-Pitch: Capable of fine-pitch routing down to 0.1mm, with micro-vias for space-efficient, compact designs suitable for medical wearables and aerospace avionics.
Flex & Rigid-Flex: Polyimide-based flexible and rigid-flex designs, resistant to bending and extreme temperatures, ideal for space-constrained industrial and automotive applications.
Specialized Materials: Use of high-temperature FR-4 TG170, Rogers, and aluminum substrates to support industrial, high-frequency, and high-heat applications.
Comprehensive Testing: AOI, flying probe, thermal, and EMC pre-compliance testing to verify signal integrity, reliability, and performance of prototypes.
DFM Support: Pre-prototyping design reviews to identify potential flaws early, minimizing rework and ensuring compatibility with industrial and medical project requirements.
What is the Average Lead Time for PCB Prototyping in Turkey?
Layer Count
Typical Lead Time
Industry Example
1–2L
24–48 hours
Basic industrial sensors
4–6L
48–72 hours
Medical device control modules
1–4L
3–5 days
Industrial power supplies (Asik Elektronik)
6–12L
5–8 days
Aerospace navigation systems (Net Elektronik)
12L+ / HDI / Flex
8–12 days
Advanced medical imaging devices (EBest)
How Much Does PCB Prototyping in Turkey Cost?
The cost of PCB prototyping in Turkey typically ranges from $50 to $800 per small batch (5–10 units), with basic single-sided prototypes at the lower end ($50–$150), double-sided prototypes in the mid-range ($100–$300), and complex prototypes (multilayer, HDI, flex, or medical/aerospace-grade) at the higher end ($300–$800).
The key factors influencing the cost include the number of layers (more layers lead to higher costs), prototype complexity (such as HDI fine-pitch routing, blind/buried vias, or flexible substrates), material type (specialized materials like Rogers, polyimide, or aluminum substrates cost more than standard FR-4), lead time (rapid prototyping with 24–72 hour delivery adds a premium), quality certifications (industry-specific certifications like ISO 13485 for medical devices increase costs), and batch size (smaller batches have higher per-unit costs due to setup fees).
How to Choose the Best PCB Prototyping partner in Turkey?
Selecting the right PCB prototyping in Turkey partner ensures quality, on-time delivery, and compliance. Follow these actionable steps:
Verify Industry-Specific Certifications: Confirm the provider holds certifications relevant to your project, such as ISO 13485 for medical devices, IATF 16949 for aerospace, and UL for industrial applications. This ensures compliance with global and regional regulations.
Assess Technical Alignment: Ensure the partner can handle your design’s specific requirements, including layer count, substrate materials, and special processes like HDI, flex, or heavy-copper. Ask for examples of similar projects they’ve completed.
Evaluate Lead Time Reliability: Check if the provider offers flexible lead times, including 24–72 hour rapid prototyping for time-sensitive projects. Confirm their track record of on-time delivery, especially for complex prototypes.
Review Quality Control Processes: Inquire about their testing methods, such as AOI, flying probe, and thermal testing, and ask for their defect rate (target <0.5%). A robust QC process prevents costly rework and ensures prototype performance.
Check Industry Experience: Prioritize partners with proven experience in your sector, such as medical device or aerospace PCB prototyping in Turkey. They will understand unique industry requirements and potential challenges.
Request Prototype Samples: Test a small batch sample to validate material quality, precision, and adherence to your design specs. This step confirms the partner can consistently deliver the quality you need.
How Do Local vs. Global PCB Providers in Turkey Differ in Experience?
Aspect
Local Turkish Providers
Global Providers (in Turkey)
Regional Compliance
Deep expertise in EU/Turkish regulations (e.g., medical device registration)
Strong global compliance but limited local regulatory knowledge
Industry Focus
Specialized in medical, aerospace, and industrial equipment
Broad industry coverage but less depth in Turkish key sectors
Communication
Local language support, 2–4 hour response times, in-person assistance
Time zone delays, limited in-person support
Lead Time Reliability
Faster, no international shipping delays; flexible for last-minute changes
Longer due to shipping; less agile for urgent adjustments
Customization
Highly flexible for small-batch, custom designs
Better for large orders but less flexible for unique projects
FAQs About PCB Prototyping Service in Turkey
Q1: Can Turkish providers deliver PCB prototyping in Turkey for medical devices requiring biocompatibility? A1: Yes, providers like EBest, Demsay Elektronik, and Net Elektronik hold ISO 13485 and use biocompatible materials (medical-grade FR-4, polyimide). They conduct biocompatibility testing and use ENEPIG surface treatment to prevent nickel migration, ensuring patient safety for implanted and diagnostic devices.
Q2: How to resolve signal interference in PCB prototyping in Turkey? A2: Turkish firms offer DFM support to prevent interference during design. For existing issues, they implement impedance control (50–100Ω), differential routing for high-speed signals, and ground plane shielding for aerospace prototypes. Shortening parallel trace lengths reduces crosstalk, ensuring signal integrity for critical systems.
Q3: Are Turkey PCB prototype solutions compatible with global industrial standards? A3: Yes, all professional providers meet UL, IEC, and EU regulations (RoHS, REACH). They produce high-temperature designs for industrial control panels and have experience supplying global brands with strict compatibility requirements, ensuring seamless integration into worldwide equipment.
Q4: How to reduce lead times for complex PCB prototyping in Turkey? A4: To speed up delivery, submit complete Gerber files and BOMs upfront. Choose providers with in-house testing (AOI, flying probe) to avoid rework delays. For complex multilayer projects, leverage pre-prototyping DFM checks to identify flaws early and prioritize providers with rapid 1–6 layer capabilities (24–72 hours).
Q5: What materials suit high-temperature PCB prototyping in Turkey? A5: Leading providers use high-temperature materials like FR-4 TG170 (up to 260°C), polyimide, and aluminum substrates. These are ideal for industrial power supplies, aerospace components, and automotive systems. EBest and Baski Devre specialize in these materials, ensuring durability in extreme thermal environments.
Struggling with inconsistent quality or delayed deliveries from PCB assembly companies in Hungary? When you need PCB assembly in Hungary that’s precise and trustworthy, EBest is your top choice among PCB assembly companies in Hungary. We focus on solving your core pain points, delivering consistent results that align with your industry’s strict standards, whether for small batches or large-scale production.
What Pain Points Do Clients Face with PCB Assembly Companies in Hungary?
Worried about unstable component supply for PCB assembly in Hungary? EBest maintains a stable supply chain for all electronic components including SMD, BGA, QFN and QFP to prevent production delays.
Struggling with poor assembly quality and high defect rates from PCB assembly companies in Hungary? We use A+ grade materials, automatic assembly equipment and 100% full inspection before delivery to guarantee zero defects.
Need urgent PCB assembly in Hungary but facing long lead times? EBest provides expedite service with urgent boards available for shipment within 24 hours and a standard lead time of 1 to 5 days.
Can’t find PCB assembly companies in Hungary that offer custom substrates or materials? We deliver customizable PCB prototypes and low-volume production to meet your unique requirements.
Tired of complicated communication and multiple contacts for PCB assembly in Hungary? EBest’s one-stop solution allows you to work with a single team for all your assembly needs to save time and effort.
Why Choose EBest Among PCB Assembly Companies in Hungary?
When choosing PCB assembly companies in Hungary, EBest is your best bet, we cut your costs, save your time, and guarantee long-term reliability, unlike other vendors. Our 19+ years of experience (founded in 2006) and one-stop PCB assembly services in Hungary eliminate the frustration of coordinating multiple suppliers, letting you focus on your core business instead of vendor management.
Our one-stop service covers every step from component sourcing (solving industry-wide material shortage issues) and PCB fabrication to assembly, testing, and final delivery, no extra contacts, no communication delays, just a seamless experience that saves you valuable time and resources.
Need to meet tight deadlines? Our reliable expedite service for PCB assembly in Hungary ships urgent orders within 24 hours, with a standard lead time of 1 to 5 days, so you never miss a project milestone or lose market opportunities due to delays.
We stand behind our work with a 5-year warranty on all PCB assembly services in Hungary, covering material and craftsmanship defects. This means you avoid costly reworks and replacements, getting peace of mind and long-term value from every order.
With a monthly capacity of 260,000 square feet and over 1,000 different boards completed monthly, we seamlessly handle your small-batch prototypes and large-volume production, no need to switch suppliers as your needs grow, ensuring consistent quality and delivery.
What PCB Assembly Services in Hungary Does EBest Provide?
Core Assembly Services:
High-Precision BGA Assembly: Supports 0.25mm minimum pitch for complex devices, ensuring signal integrity and reliability.
Through-Hole Assembly: Industrial-grade durability for robust components, ideal for high-stress applications.
Flex PCB Assembly: Compact, lightweight design for space-constrained products, enabling flexible form factors.
Ceramic PCB Assembly: High thermal conductivity and stability for aerospace/medical applications, withstanding extreme heat and reliability demands.
Prototype & Quick Turn Services
Prototype PCB Assembly: Rapid design validation to accelerate iteration and reduce trial costs.
24-Hour Expedite Service: Urgent order fulfillment within 24 hours, meeting tight deadlines without compromising quality.
Full Turnkey Solution: End-to-end management from design review, component sourcing, assembly to delivery, minimizing client workload.
Value-Added Services
Component Sourcing: Stable global supply chain for A-grade components (SMD/BGA/QFN/QFP), eliminating shortages and delays with competitive pricing.
Injection Molding: Integrated mold design, pad printing, and final assembly for seamless production.
CNC Machining: Tight-tolerance (±0.01mm) precision machining with anodizing options and cost efficiency.
Sheet Metal Services: Optimized material usage and flexible finishing to reduce waste and enhance durability.
What Quality Certifications Do EBest’s PCB Assembly in Hungary Have?
As a trusted PCB assembly company in Hungary, EBest holds international quality certifications to guarantee reliable services for your projects:
IATF 16949: Meets strict automotive industry quality standards, ensuring reliable performance for your automotive projects.
ISO 9001:2015: Implements a rigorous quality management system to deliver consistent, high-standard assembly work.
ISO 13485:2016: Complies with medical industry requirements, making us qualified to handle your medical device assembly needs.
AS9100D: Adheres to aerospace quality standards, ideal for high-reliability aerospace component assembly.
REACH: Meets EU chemical regulations, ensuring our assembly processes and products are safe and compliant.
RoHS: Restricts harmful substances, delivering eco-friendly, compliant products for your projects.
UL: Guarantees electrical and fire safety, ensuring your assembled PCBs meet global safety standards.
How Does EBest Ensure PCB Assembly Quality in Hungary?
The following are EBest’s methods for ensuring PCB assembly quality in Hungary:
Adhere to Strict International Standards: We follow IPC-A-610 and IPC-A-600 standards which are aligned with our global quality certifications to ensure every assembly meets industry reliability benchmarks. These standards also govern critical details like copper thickness tolerances to maintain consistent performance.
Use High-Quality Materials and Advanced Equipment: We exclusively use A+ grade materials with no inferior substitutes and advanced SMT equipment including solder paste printers, precision placement machines and reflow ovens to establish a solid foundation for consistent quality.
Employ Dual Inspection Technology: AOI (Automatic Optical Inspection) and X-Ray detection work together to eliminate defects. AOI identifies surface issues such as component offset while X-Ray detects hidden flaws in BGA and QFN connections including solder voids and internal cracks.
Implement Full-Process Quality Control: We conduct strict inspections at every production stage starting with substrate checks to prevent bending oxidation and other physical defects and continuing through post-assembly testing to ensure no flaws slip through.
Conduct 100% Pre-Delivery Inspection: Every batch of assembled PCBs undergoes comprehensive inspection before shipment. This step guarantees zero defective products reach you and helps you avoid costly reworks and project delays.
Perform Additional Reliability Testing: We supplement core inspections with ion pollution testing to assess electromigration risks ensuring our PCBs meet the highest standards for long-term performance in various industry applications.
How Does EBest Ensure On-Time Delivery for PCB Assembly Orders in Hungary?
EBest’s methods for ensuring on-time delivery for PCB assembly orders in Hungary are as follows:
Optimize Production Scheduling: We use intelligent scheduling software to allocate equipment and personnel efficiently, ensuring smooth production flow and on-time order completion.
Maintain Sufficient Material Stock: Our stable global supply chain, built on strict supplier management and proactive inventory planning, ensures key components are always in stock to avoid delays from material shortages.
Implement Real-Time Production Monitoring: We track every order’s production progress in real time, allowing us to identify and resolve potential issues promptly before they impact delivery timelines.
Offer Flexible Expedite Service: For urgent orders, we prioritize production resources and streamline workflows to ensure shipment within 24 hours, helping you meet even the tightest deadlines.
Streamline Post-Assembly Processes: We optimize testing and packaging workflows by removing unnecessary steps, ensuring orders are fully prepared and ready for shipment as quickly as possible.
Establish Dedicated Logistics Partnerships: We cooperate with reliable logistics providers to ensure finished PCBs are delivered to your location timely, safely and without unnecessary delays.
What Are EBest’s Production Capabilities for PCB Assembly in Hungary?
Item
Capabilities
Placer Speed
13,200,000 chips/day
Bare Board Size
0.2 x 0.2 inches – 20 x 20 inches; 22 x 47.5 inches
Minimum SMD Component
01005 (0.4mm x 0.2mm)
Minimum BGA Pitch
0.25mm
Maximum Component Size
50mm x 150mm
Assembly Type
SMT (Surface Mount Technology), THT (Through-Hole Technology), Mixed Assembly
Component Package Types
Reels, Cut Tape, Tube, Tray, Loose Parts
Lead Time
1 – 5 days (depending on project complexity and volume)
FAQ About PCB Assembly Companies in Hungary
Q1: Do PCB assembly companies in Hungary offer custom substrate services? A1: Yes, EBest offers custom PCB prototypes and low-volume production with special substrates or materials, meeting your unique needs.
Q2: How long is the lead time for PCB assembly in Hungary? A2: EBest’s lead time for PCB assembly in Hungary is 1-5 days; urgent orders can be shipped within 24 hours with our expedite service.
Q3: Does EBest provide component sourcing for PCB assembly in Hungary? A3: Yes, our dedicated purchasing team provides stable component supply (SMD, BGA, QFN, QFP) for PCB assembly in Hungary.
Q4: Is EBest qualified for medical PCB assembly in Hungary? A4: Yes, we hold ISO 13485:2016 certification, complying with medical industry standards for PCB assembly in Hungary.
Q5: Can EBest handle high-volume PCB assembly in Hungary? A5: Yes, our monthly capacity is 260,000 square feet, completing over 1,000 different boards to meet high-volume demands.
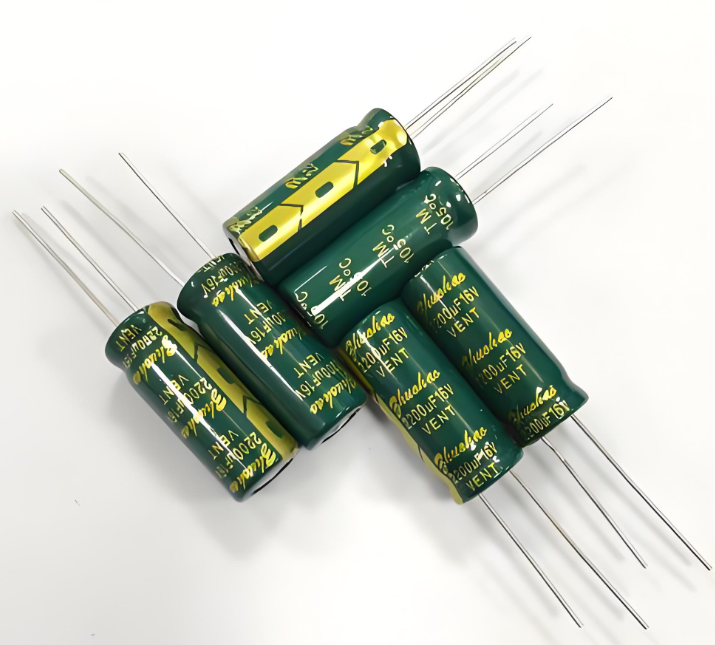
Electronic schematics rely on standardized symbols to represent components. Among them, the capacitor symbol is one of the most frequently used in circuit diagrams. Whether you are designing a PCB, troubleshooting electronics, or studying circuit theory, understanding capacitor symbols is essential.
A capacitor symbol may look simple, but it carries useful information about the component type, polarity, and function in the circuit. Engineers use different capacitor symbols to represent ceramic capacitors, electrolytic capacitors, variable capacitors, and other types.
This guide explains the capacitor symbol meaning, explores different symbol types, and shows how to interpret them correctly in schematic diagrams.
Capacitor Symbol: Meaning, Types, and How to Read It in Circuit Diagrams
What Is a Capacitor Symbol in Electronics?
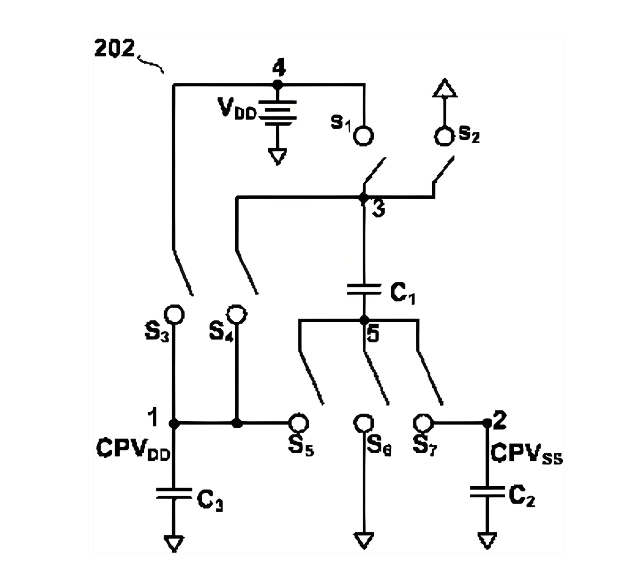
A capacitor symbol is a graphic used in circuit schematics to show the presence of a capacitor. Instead of drawing the actual part, engineers use a standard symbol to represent the capacitor’s electrical behavior.
A capacitor is an electronic component that stores and releases electrical energy in an electric field. It is built with two conductive plates separated by an insulating material called a dielectric.
In circuit diagrams, the capacitor symbol usually appears as two parallel lines that represent the two conductive plates.
The main functions of capacitors include:
Energy storage
Noise filtering in power supplies
Signal coupling and decoupling
Timing control in RC circuits
Voltage stabilization
Because capacitors are used in power, analog, digital, and RF designs, the capacitor symbol is one of the most important schematic symbols to understand.
What Does the Capacitor Symbol Mean in a Circuit Diagram?
The capacitor symbol meaning is not limited to showing that a capacitor is present. It also helps indicate how the part behaves in the circuit and, in some cases, what kind of capacitor it is.
In a schematic, the capacitor symbol often suggests:
The component can store electrical charge.
It may filter ripple, spikes, or signal noise.
It can block DC while allowing AC to pass.
It may work with a resistor to create a timing function.
Engineers read the capacitor symbol together with nearby components. For example, in a power supply, a capacitor often handles smoothing or decoupling. In an audio or analog path, it may be used for coupling. In RF circuits, it may support matching or filtering.
What Does the Standard Capacitor Symbol Look Like?
The standard capacitor symbol is simple and easy to recognize. It is usually drawn as two parallel plates separated by a small gap.
It may also appear in a horizontal connection style:
This standard symbol usually means:
Two identical conductive plates
No polarity requirement
Use for non-polarized capacitors
Typical parts shown with this symbol include:
Ceramic capacitors
Film capacitors
Mica capacitors
Other non-polarized capacitors
Because these parts can be installed in either direction, the symbol is symmetrical.
Why Are There Different Capacitor Symbols?
Different capacitor symbols exist because capacitors are not all the same. Some are non-polarized. Some are polarized. Some are adjustable. The symbol helps the designer, assembler, and technician identify the right type quickly.
A standard non-polarized capacitor can be connected in either direction. A polarized capacitor must be connected with the correct positive and negative terminals. A variable capacitor allows the capacitance value to be adjusted.
Common symbol differences are shown below:
Capacitor Type
Symbol Feature
Typical Use
Ceramic Capacitor
Two straight plates
High-frequency filtering and decoupling
Electrolytic Capacitor
Polarity marking or curved plate
Power supply smoothing
Variable Capacitor
Arrow across the plates
Tuning and calibration circuits
Polarized Capacitor
Positive or negative indication
DC circuits and bulk capacitance
What Is the Polarized Capacitor Symbol?
A polarized capacitor symbol shows that the capacitor must be connected in the correct direction. This is common for electrolytic capacitors and tantalum capacitors.
The symbol often includes one straight plate, one curved plate, and a polarity mark near the positive terminal.
In many schematics:
The straight plate is associated with the positive side.
The curved plate is associated with the negative side.
Polarized capacitors are often used in:
Power supply filtering
Bulk energy storage
Amplifier circuits
Voltage regulation sections
This is why the keyword capacitor symbol positive negative matters so much in practical circuit work. Correct polarity prevents installation mistakes and improves reliability.
What Is the Variable Capacitor Symbol?
A variable capacitor symbol represents a capacitor whose capacitance can be adjusted. It usually looks like a normal capacitor symbol with an arrow crossing it.
The arrow indicates that the capacitance value can change.
Variable capacitors are commonly used in:
RF tuning circuits
Radio receivers
Oscillators
Matching networks
In practical designs, the variable capacitor symbol tells the reader that tuning or calibration is part of the circuit function.
What Is the Difference Between IEC and ANSI Capacitor Symbols?
The two most common symbol standards are IEC and ANSI. Both are widely recognized, but there can be small visual differences depending on the documentation source.
Standard
Full Name
Common Use Region
IEC
International Electrotechnical Commission
Europe and many international documents
ANSI
American National Standards Institute
United States
In many cases, IEC uses clean, simple parallel-plate symbols, while ANSI drawings may show more style variation for polarized parts. Modern EDA software often supports both, so engineers should be familiar with each style.
How Do You Read a Capacitor Symbol in a Schematic?
Reading a capacitor symbol in a schematic involves more than identifying the drawing. You also need to read the reference designator, capacitance value, polarity, and circuit position.
Here is what to look for:
Reference designator: Capacitors are usually labeled with the letter C, such as C1, C12, or C205.
Capacitance value: Common values include 10uF, 100nF, and 1pF.
Polarity marking: Look for a plus sign, curved plate, or other polarity notation.
Placement in the circuit: A capacitor across power rails usually works as a decoupling capacitor. A capacitor in series with a signal path often works as a coupling capacitor.
Type clues: A symmetrical symbol often suggests a ceramic capacitor symbol or other non-polarized part. An arrow suggests a variable type.
When all of these details are read together, the circuit function becomes much clearer.
What Are the Most Common Capacitor Symbols Used in Electronics?
Several capacitor symbols appear regularly in electronic schematics. Each one represents a specific capacitor family or function.
Non-Polarized Capacitor Symbol
This is the most common form. It is widely used for ceramic, film, and general-purpose capacitors.
Ceramic Capacitor Symbol
The ceramic capacitor symbol usually uses the same basic two-plate form as the standard non-polarized symbol. It is common in decoupling, bypass, and high-frequency designs.
Polarized Capacitor Symbol
The polarized capacitor symbol is used for electrolytic and tantalum capacitors where direction matters.
Variable Capacitor Symbol
The variable capacitor symbol includes an arrow and is common in tunable analog and RF circuits.
Trimmer Capacitor Symbol
This symbol is similar to a variable capacitor but is generally used for calibration rather than frequent adjustment.
Capacitor Symbol vs Resistor Symbol: What Is the Difference?
The capacitor symbol and resistor symbol are both basic schematic elements, but they represent very different electrical functions.
Component
Common Symbol Style
Main Function
Capacitor
Two parallel plates
Stores electrical energy
Resistor
Zigzag line or rectangle
Limits current flow
A capacitor affects voltage and time behavior. A resistor controls current and voltage drop. When used together, they form common building blocks such as RC filters, delay networks, and timing circuits.
Conclusion
The capacitor symbol is a small mark with a big role in electronics. It helps engineers identify capacitor types, understand polarity, and interpret circuit function quickly.
Once you understand the difference between the standard capacitor symbol, the ceramic capacitor symbol, the polarized capacitor symbol, and the variable capacitor symbol, reading schematics becomes much easier.
Whether you are working on circuit design, PCB layout design, electronics repair, or engineering education, understanding capacitor symbols is a basic but valuable skill.
EBest Circuit (Best Technology) provides professional PCB fabrication and PCBA assembly services for engineers who need reliable support from prototype to production.
Struggling with PCB prototyping delays, inconsistent quality, and hard-to-source high-purity materials that derail your projects in Iran? OurPCB prototyping services in Irandeliver high-precision, reliable solutions tailored to your needs, eliminating these common frustrations. Our PCB prototyping services in Iran prioritize accuracy and efficiency, supporting medical, aerospace, and industrial sectors with advanced technology and personalized support to turn your designs into functional prototypes.
What Pain Points Do Clients Face with PCB Assembly Manufacturers in Iran?
Is unstable lead time a common issue with PCB assembly manufacturers in Iran?
Do PCB assembly manufacturers in Iran struggle with high-quality raw material shortages?
Are design compatibility issues frequent with PCB assembly manufacturers in Iran?
Is inconsistent quality control a problem for PCB assembly manufacturers in Iran?
Do PCB assembly manufacturers in Iran lack advanced equipment for high-density designs?
How Do We Solve these Pain Points of PCB Prototyping in Iran?
We offer 24-hour expedited service for urgent orders and 48-72 hours for standard prototypes, with a stable production schedule and real-time order tracking to ensure on-time delivery.
We maintain a global supply chain to source premium materials (FR4, ceramic, metal cores) directly, eliminating shortages and ensuring consistent quality for all prototypes.
Our engineering team provides free DFM reviews to optimize your designs for manufacturability, resolving compatibility issues before prototyping starts.
We implement strict AOI and ET testing, plus pre-production, in-process, and post-production inspections, achieving a 99.8% prototype yield with zero defects.
We use advanced laser drilling and LDI technology, supporting HDI PCBs up to 12 layers with 3mil line width precision for high-density design needs.
Why Choose EBest for PCB Prototyping Services in Iran?
Founded in 2006 EBest has over 20 years of experience as a trusted partner for PCB prototyping services in Iran. Our core strength is uncompromising quality backed by a robust ISO quality certification system including ISO 9001:2015 and ISO 13485:2016. This system ensures every prototype adheres to strict global standards minimizing defects through rigorous control from material selection to final inspection. You can trust our PCB prototyping services in Iran to deliver reliable high precision results consistently.
Our PCB prototyping services in Iran stand out for fast delivery critical to your project timelines. We offer 24 hour expedited service for urgent orders and 48 to 72 hours for standard prototypes. Our monthly production capacity of 260000 square feet allows efficient handling of all order sizes while maintaining speed. Our streamlined process and dedicated team ensure timely delivery without compromising quality.
We offer free DFM reviews a key advantage of our PCB prototyping services in Iran to optimize your designs for manufacturability. This service reduces errors saves time and ensures prototypes meet your exact specifications from the start. We also accept orders from one piece eliminating the burden of large minimum orders. Our free DFM support flexible order quantities and advanced technology make us the top choice.
What Types of PCB Prototyping Services in Iran Does EBest Offer?
Our PCB prototyping services in Iran cover all major PCB types, tailored to specific industry needs and design requirements.
Standard FR4 PCB, Metal Core PCB (MCPCB), Ceramic PCB.
Single Sided, Multi-layer, and HDI PCB.
Semi Rigid Flex PCB, RF PCB, High TG PCB.
Heavy Copper PCB, Extra Thin PCB, Impedance Control PCB.
High Speed PCB, Busbar PCB, IC Substrate.
What Quality Certifications Does EBest Hold for PCB Prototyping Service in Iran?
EBest’s PCB prototyping services in Iran are backed by industry-leading certifications, ensuring compliance and quality across all projects.
IATF 16949: For automotive and industrial PCB requirements.
ISO 9001:2015: Global quality management system certification.
ISO 13485:2016: For medical device PCB prototyping and assembly.
UL: Safety certification for electronic components.
How Does EBest Ensure Precision in PCB Prototyping Services in Iran?
We ensure precision in our PCB prototyping services in Iranthrough proven, actionable measures, with no unnecessary steps or empty promises:
We use advanced laser drilling technology with a 0.1mm minimum drill size, ensuring precise hole positioning for high-density and high-frequency prototypes. High-performance lasers enable consistent, accurate processing, a key advantage of our PCB prototyping services in Iran.
Our LDI (Laser Direct Imaging) technology achieves 3mil line width and line spacing precision, meeting the strictest design requirements for all prototype types. This level of accuracy is a cornerstone of our reliable PCB prototyping services in Iran.
We implement strict impedance control with a ±10% tolerance, ensuring stable signal transmission and preventing performance issues in high-speed or high-frequency PCB prototypes. This precision is integral to our PCB prototyping services in Iran.
All prototypes undergo thermal cycle testing (-55℃ to 200℃), verifying their precision and reliability in real-world operating conditions. This rigorous testing ensures the quality clients expect from our PCB prototyping services in Iran.
We conduct pre-production material inspections, sourcing only premium FR4, ceramic, and metal core materials. This careful material selection maintains precision and consistency across all prototypes, reinforcing our trusted PCB prototyping services in Iran.
Our free DFM reviews optimize designs for manufacturability upfront, eliminating precision errors caused by design flaws before prototyping begins. This proactive support is part of our commitment to exceptional PCB prototyping services in Iran.
How Does EBest Ensure Quality of PCB Prototype in Iran?
EBest guarantees consistent quality in every prototype through practical, results-driven measures, with no redundant processes:
We adhere to a strict ISO quality certification system, including ISO 9001:2015 and ISO 13485:2016, which governs every stage of prototyping from material intake to final delivery.
All prototypes undergo AOI (Automated Optical Inspection) and ET (Electrical Testing) to detect even the smallest defects, achieving a 99.8% yield rate with zero functional errors.
We implement a three-step quality control process pre-production material inspection, in-process testing, and post-production verification to ensure consistency and reliability.
Our materials are sourced from trusted global suppliers, with pre-production inspections to confirm purity and performance, eliminating quality issues caused by substandard materials.
Our engineering team is highly trained and experienced, with rigorous quality checks during every phase of prototyping to maintain adherence to design specifications.
We conduct real-world performance testing, including thermal cycle and environmental stress tests, to ensure prototypes perform reliably in their intended industry applications.
How Fast Is EBest’s Delivery for PCB Prototyping Services in Iran?
Lead time for FR4 prototypes, with standard specification, less than 1 sq meter.
Layers
Normal Service
Fastest Service
1
7 Days
24 H
2
8 Days
24 H
4
10 Days
48 H
6
10 Days
72 H
8
12 Days
72 H
≥10
TBD
TBD
Lead time for MCPCB prototypes, with standard specification, less than 1 sq meter.
Layers
Normal Service
Fastest Service
1
4 Days
24 H
2
14 Days
168 H
4
21 Days
TBD
Here are Lead time for other boards.
Items
Normal Service
Fastest Service
FPC
48-72 H
24 H
Rigid- Flex
2 Weeks for 4L
1.5 Weeks for 4L
>4L: TBD
>4L: TBD
Ceramic
3 Weeks
2 Weeks
How Does EBest Compare to Other PCB Prototyping Services in Iran?
Feature
EBest PCB Prototyping Services in Iran
Other Local Providers
Industry Experience
20+ years (founded 2006) with global client base
5-10 years of limited experience
Delivery Time
24-hour expedited; 48-72 hours standard
7-10 business days minimum
Certifications
IATF 16949, ISO 9001, ISO 13485, AS9100D, RoHS, UL
Q1: What is the minimum order quantity for EBest’s PCB prototyping services in Iran? A1: There is no minimum order quantity for our PCB prototyping services in Iran. We accept orders from 1 piece up to small batches (50-100 pieces) to support your R&D needs.
Q1: Does EBest provide design support for PCB prototyping in Iran? A1: Yes, our engineering team offers free DFM reviews and design support for all PCB prototyping services in Iran, helping you optimize your design for manufacturability and performance.
Q3: Are EBest’s PCB prototypes compliant with international standards for export from Iran? A3: Yes, all our PCB prototyping services in Iran meet international standards (ISO, UL, RoHS, REACH) and ISIRI/VOC requirements, making them suitable for global export.
Q4: How do I submit my design for EBest’s PCB prototyping services in Iran? A4: Submit your design files (Gerber, DXF, Eagle) via email to sales@bestpcbs.com. Our team will review your design within 24 hours and confirm the timeline.
Q5: Can EBest handle high-frequency and impedance control PCB prototyping in Iran? A5: Yes, we specialize in high-frequency PCBs and impedance control (±10% tolerance) for PCB prototyping services in Iran, supporting up to 40GHz signal transmission.
Contract manufacturing electronic assembly is a strategic manufacturing model that helps OEMs turn PCB designs into finished, tested, and scalable electronic products with better speed, process control, and supply chain coordination. This article explains the engineering workflow, thermal calculations, sourcing integration, capability evaluation, production scaling, design support, electro-mechanical assembly, quality control, and global market landscape behind expedited electronic assembly services.
Common Customer Pain Points Often Look Like This:
DFM issues are found too late and delay launch.
PCB fabrication, sourcing, and assembly are split across too many vendors.
Thermal and current limits are not verified early enough.
Prototype success does not transfer smoothly into volume production.
Supplier communication is slow when urgent changes happen.
How A Manufacturer Responds To Those Pain Points:
Review Gerber, BOM, and assembly risks before release.
Combine PCB fabrication, sourcing, and PCBA under one workflow.
Validate thermal paths and current carrying capacity during engineering review.
Build processes that support both low-volume and mass production.
Use responsive project management for expedited service execution.
EBest Circuit (Best Technology) is a professional PCB and PCBA manufacturer focused on prototype, low-volume, and medium-batch electronic products that require fast turnaround and dependable engineering support. We provide PCB fabrication, component sourcing, SMT, DIP, testing, and box-build integration with a practical engineering mindset, helping customers shorten development cycles while improving manufacturability and delivery reliability. For project support, pls feel free to contact us via sales@bestpcbs.com.
What Engineering Processes Are Included In Contract Manufacturing Electronic Assembly From DFM To Final Testing?
A strong contract manufacturing electronic assembly process is not just about placing parts on a PCB. It is a controlled engineering chain that starts with design review and ends with validated product output. For expedited service, each step must be linked clearly to the next.
Typical Engineering Flow
Stage
Main Task
Core Output
DFM Review
Check manufacturability risk
DFM comments
BOM Review
Verify parts, alternates, lifecycle
BOM optimization
PCB Fabrication Prep
Confirm stack-up, finish, panelization
Fabrication release
SMT/DIP Process Setup
Define stencil, fixture, profile
Process package
Assembly Execution
Mount, solder, inspect
Assembled PCBA
Testing
AOI, X-Ray, ICT, FCT
Test records
Final Inspection
Verify workmanship and labeling
Shipment approval
Key Engineering Elements
DFM Review: pad design, spacing, via structure, solder mask clearance, fiducials, panel strategy.
In practical terms, electronics assembly contract manufacturing works best when engineering, purchasing, production, and QA are aligned from day one. That alignment is what turns a rush order into a controlled build rather than a reactive one.
How To Calculate Thermal Dissipation And Current Carrying Capacity In Contract Manufacturing Electronic Assembly Designs?
For expedited builds, thermal and electrical validation cannot be treated as a late-stage check. In contract manufacturing electronic assembly projects, overheating, trace overload, and poor heat spreading can quickly undermine reliability even if assembly quality looks fine.
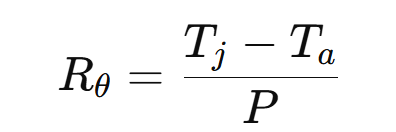
1) Thermal Resistance Calculation
A simple thermal model begins with:
Where:
(R_{\theta}) = thermal resistance (°C/W)
(T_j) = junction temperature
(T_a) = ambient temperature
(P) = power dissipation (W)
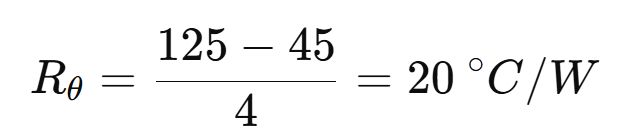
Example: If a device has a junction limit of 125°C, ambient is 45°C, and power is 4 W:
That means the full thermal path from junction to air must stay at or below 20°C/W.
2) PCB Trace Current Carrying Capacity
A widely used engineering expression based on IPC practice is:
Where:
(I) = allowable current
(\Delta T) = temperature rise
(A) = conductor cross-sectional area
(k) = layer constant
Quick Design Factors
Factor
Higher Value Effect
Engineering Impact
Copper Thickness
Increases current capacity
Better for power lines
Trace Width
Lowers resistance
Reduces temperature rise
Copper Plane Area
Improves heat spread
Better thermal stability
Thermal Vias
Moves heat vertically
Helps hot components
Airflow
Improves cooling
Lowers junction temp
What Engineers Should Check
Power components near thermal bottlenecks
Copper thickness on high-current nets
Internal vs external trace conditions
Via-in-pad or thermal via arrays under power packages
Safe margin between actual and allowable temperature rise
An experienced electronic assembly contract manufacturer does not only assemble what is drawn. It also flags thermal imbalance, copper weakness, and layout risks before they become field failures. That is especially important in power supplies, motor control boards, LED drivers, telecom modules, and industrial control systems.
In short, thermal dissipation and current capacity calculations help convert a fast build into a reliable one. Speed without thermal validation is fragile. Speed with engineering discipline is scalable.
How Do Electronic Assembly Contract Manufacturers Handle PCB Fabrication, Component Sourcing, And PCBA Integration?
Customers often struggle when PCB fabrication, procurement, and assembly are managed by separate vendors. A mature electronic assembly contract manufacturer reduces that friction by integrating the full chain into one coordinated workflow.
Logistics Coordination: incoming material control, line kitting, build scheduling, traceable shipment release.
What Good Integration Looks Like
Area
Poor Coordination Result
Integrated Result
PCB + BOM Timing
Idle assembly line
Synchronized material arrival
Shortage Handling
Last-minute delay
Approved alternates ready
Engineering Change
Document mismatch
Controlled ECO execution
Build Planning
Mixed priorities
Clear production scheduling
Practical Benefits
Fewer handoff errors.
Faster feedback between sourcing and engineering.
Shorter turnaround for prototypes.
Better traceability from bare board to final assembly.
Easier root-cause analysis when issues appear.
This is where electronic assembly contract manufacturing becomes more than a purchasing model. It becomes an execution model. For expedited service, that execution discipline is often the difference between an on-time build and a delayed launch.
What Manufacturing Capabilities Should You Evaluate In Electronic Assembly Contract Manufacturing Partners?
Not all partners that offer electronic assembly contract manufacturing have the same engineering depth or production fit. A useful evaluation should go beyond brochure language and focus on capability that affects yield, lead time, and product consistency.
Production Flexibility: prototype, NPI, low-volume, repeat batch, mass production.
Traceability System: lot control, barcode tracking, process records, test history.
Engineering Support: DFM, DFA, BOM review, alternate recommendation, process optimization.
Fast Screening Table
Capability
Why It Matters
Fine-Pitch SMT
Supports dense modern designs
BGA/X-Ray
Controls hidden solder joints
Prototype + Volume
Enables growth path
Material Sourcing Team
Reduces shortage risk
Test Engineering
Improves outgoing reliability
Process Traceability
Supports regulated industries
Questions Worth Asking
Can the supplier support both quick-turn NPI and stable repeat production?
Can it manage difficult packages and mixed assembly processes?
Does it provide engineering feedback before production starts?
How does it respond to shortages and urgent ECOs?
What evidence does it provide for quality control?
A reliable partner in electronics assembly contract manufacturing should make your product easier to launch, easier to scale, and easier to control. If it only offers placement capacity without engineering support, the risk remains with the customer.
How Does Electronics Contract Manufacturing Assembly Support Low Volume Prototyping And Mass Production?
One of the biggest challenges in electronics contract manufacturing assembly is moving smoothly from prototype to scale. A rushed prototype may prove function, but it does not automatically prove manufacturability. Good contract assembly service bridges both stages with process continuity.
Low-Volume Prototype Priorities
Fast engineering review
Manual or semi-automated flexibility
Rapid material substitution handling
Frequent revision support
Quick debug feedback
Mass Production Priorities
Stable approved BOM
Standardized work instructions
Line balancing and fixture planning
Yield monitoring
Controlled logistics and replenishment
Comparison Table
Build Type
Main Goal
Typical Focus
Prototype
Verify design
Speed and flexibility
Pilot Run
Validate process
Repeatability
Mass Production
Deliver volume
Stability and cost control
How A Good Manufacturer Supports Both
Keeps the same engineering data structure from NPI to production.
Records process settings that can be reused later.
Captures defects early and feeds them back to design.
Builds scalable sourcing plans around real demand.
Aligns inspection depth with product risk and stage.
This is why contract manufacturing electronics assembly is valuable for OEMs that expect growth. It is not just about assembling today’s boards. It is about building a repeatable path from first article to mature production.
What Engineering Services Are Provided In Contract Design And Manufacturing Electronic Assembly Projects?
In contract design and manufacturing electronic assembly projects, the supplier may contribute far more than assembly labor. The right engineering service can reduce redesign cycles, improve reliability, and speed up qualification.
Common Engineering Services
DFM and DFA review
BOM optimization
Alternate component evaluation
PCB stack-up suggestion
Thermal and current path review
Panelization support
Test point planning
Fixture and stencil design
Process profile development
Service Breakdown
Service
Value To Customer
DFM Review
Prevents fabrication and assembly defects
BOM Optimization
Improves availability and cost stability
Thermal Review
Reduces overheating risk
Test Planning
Makes debugging and validation easier
Process Setup
Improves yield on first build
Where This Helps Most
New product introduction
Mixed-technology boards
Dense PCBs with thermal load
Long-lead or shortage-prone BOMs
Products needing fast release
A supplier that supports contract design and manufacturing electronic assembly well is acting as an engineering extension of the customer, not just a production stop. For expedited service, that shared engineering effort saves time where it matters most: before material is committed and before defects multiply.
What Is Electro-Mechanical Assembly For Electronics Contract Manufacturing And Where Is It Used?
Electro-mechanical assembly for electronics contract manufacturing refers to the integration of electronic assemblies with mechanical elements such as enclosures, harnesses, connectors, switches, fans, brackets, displays, and power modules. It takes the product from board level toward system level.
Typical Scope
PCB + enclosure integration
Cable and wire harness assembly
Connector installation
Mechanical fastening
Display and HMI integration
Fan, sensor, and power module mounting
Final box-build and system test
Common Applications
Industrial control units
Medical devices
Telecom equipment
EV charging modules
Security systems
Consumer electronics
Embedded control products
Typical System-Level Benefits
Fewer assembly handoffs.
Better fit between PCB and housing.
Lower shipping and handling damage risk.
Simpler final product logistics.
More complete outgoing testing.
When OEMs need more than bare PCBA, this service becomes highly practical. It is especially useful when cable routing, connector access, thermal layout, or final mechanical packaging affects field performance.
How Does Contract Manufacturing Electronics Assembly Ensure Quality And Supply Chain Stability?
For expedited orders, quality and supply chain stability must move together. A fast build with weak sourcing control creates shortage risk. A well-sourced build with weak process control creates field risk. Strong contract manufacturing electronics assembly addresses both.
Quality Control Structure
Incoming material inspection
SPI for solder paste consistency
AOI after SMT
X-Ray for BGA and hidden joints
ICT or flying probe for electrical checks
Functional test for product behavior
Final visual and packaging inspection
Supply Chain Stability Methods
Approved vendor lists
Alternate part strategy
Lifecycle monitoring
Safety stock for repeat projects
Lot traceability
Shortage escalation process
Condensed Control Table
Control Area
Stabilizing Method
Material Quality
Incoming IQC
Solder Process
SPI + profile control
Hidden Joints
X-Ray inspection
Functional Confidence
ICT/FCT
Part Shortages
AVL + alternates
Traceability
Barcode and batch records
What Customers Should Expect
Transparent shortage communication.
Evidence-based quality records.
Controlled handling of substitutions.
Repeatable build documentation.
Fast response when corrective action is needed.
This is where electronics assembly contract manufacturing shows its real value. It protects both the schedule and the shipment quality. In expedited service work, those two goals must be managed together, not separately.
Who Are The Largest Electronic Contract Manufacturers For PC Board Assembly In The Global Market?
The largest electronic contract manufacturers for pc board assembly usually operate at massive global scale, serving consumer electronics, automotive, telecom, industrial, and computing markets. They are important benchmarks, but they are not always the best fit for every OEM.
Large Global EMS Players Are Known For
Very high production capacity
Broad regional manufacturing footprint
Mature supply chain influence
System-level integration capability
Strong process standardization
But Size Is Not The Only Buying Criterion
Large Global EMS
Agile Mid-Sized Specialist
Best for huge volume
Best for responsive support
Strong purchasing power
Faster engineering feedback
More layered communication
More direct project contact
High process maturity
Better fit for NPI and mixed batch
What Many OEMs Actually Need
Faster response than a mega-EMS can offer
Better support for prototypes and low-volume orders
Stronger engineering discussion during DFM and BOM review
Easier customization for mixed products
A more practical expedited service path
For many PCB-centered projects, the ideal partner is not necessarily the biggest. It is the supplier with the right mix of engineering support, assembly control, sourcing agility, and communication speed.
Ultimately, contract manufacturing electronic assembly is a high-value manufacturing approach that helps OEMs transform PCB designs into reliable products through coordinated engineering review, sourcing control, assembly execution, testing, and scalable production support. This article covered the core workflow from DFM to final testing, thermal and current calculations, integration of PCB fabrication and sourcing, partner evaluation, prototype-to-volume transition, design support, electro-mechanical assembly, quality assurance, and the global EMS landscape.
EBest Circuit (Best Technology) combines PCB fabrication, component sourcing, PCBA assembly, testing, and responsive engineering service to support expedited electronic manufacturing projects with stronger control and better communication. For RF boards, industrial controls, power electronics, medical devices, and other demanding applications, we help customers move faster with practical manufacturing support and dependable execution. If you have any electronics assembly contract manufacturing needs, pls feel free to contact us at sales@bestpcbs.com.
FAQs About Contract Manufacturing Electronic Assembly
What PCB Thickness Is Typically Used In Contract Manufacturing Electronic Assembly Projects? Most PCB assemblies use board thickness between 1.0 mm and 1.6 mm, with 1.6 mm being the most common standard for industrial electronics. However, compact devices such as IoT modules may use 0.8 mm or thinner boards, while high-power or connector-heavy designs may require 2.0 mm–3.2 mm thickness to improve mechanical rigidity and thermal performance. PCB thickness must also match connector specifications, enclosure tolerance, and impedance requirements.
What Copper Thickness Is Recommended For High-Current PCB Assemblies? Copper thickness determines how much current a trace can safely carry. In most electronics assembly contract manufacturing projects, standard copper weight is 1 oz (35 μm). For power electronics or motor control boards, engineers may choose 2 oz (70 μm) or 3 oz (105 μm) copper. Heavy-copper PCBs above 4 oz are sometimes used in power converters, LED drivers, and industrial equipment where current paths exceed 10–20 A.
What Is The Typical Reflow Soldering Temperature Profile For SMT Assembly? In electronic assembly contract manufacturing, the SMT reflow profile depends on the solder alloy used. For common lead-free SAC305 solder, the typical parameters are:
Stage
Typical Temperature
Duration
Preheat
150–180°C
60–120 s
Soak
180–200°C
60–90 s
Reflow Peak
235–250°C
20–40 s
Cooling
−3°C/sec typical
Controlled
The peak temperature must remain below most component limits, which are usually 260°C maximum.
What Is The Typical Placement Accuracy In Modern SMT Assembly Lines? Modern SMT production equipment used in electronics contract manufacturing assembly can achieve placement accuracy between ±30 μm and ±50 μm depending on machine class and component size. High-precision machines used for fine-pitch QFN, CSP, and 0201 components may achieve ±25 μm accuracy. Accurate placement is critical for preventing solder bridging, improving yield, and ensuring consistent assembly quality in high-density PCB designs.
Solder is the invisible backbone of modern electronics. Every smartphone, industrial controller, and medical device depends on thousands of tiny solder joints to create electrical connections. For decades, engineers relied on traditional tin-lead solder. Today, however, most electronics manufacturing uses lead-free alloys.
This shift created an ongoing discussion among engineers and manufacturers: leaded vs lead free solder — which one actually performs better in PCB assembly?
What Is the Difference Between Leaded vs Lead Free Solder?
The main difference between leaded vs lead free solder lies in the alloy composition. Leaded solder contains lead, while lead-free solder replaces it with other metals such as silver or copper.
Traditional solder used in electronics for decades is a tin-lead alloy, often written as Sn63/Pb37. Lead-free solder removes lead due to environmental regulations. Below is a simple comparison:
Property
Leaded Solder
Lead Free Solder
Typical Alloy
Sn63/Pb37
SAC305 (Sn96.5/Ag3/Cu0.5)
Melting Temperature
~183°C
~217-221°C
Wettability
Excellent
Moderate
Mechanical Strength
Good
Higher strength but more brittle
Environmental Impact
Contains toxic lead
Environmentally safer
Industry Compliance
Not RoHS compliant
RoHS compliant
Leaded solder forms smooth and shiny joints. It flows easily during reflow. Many engineers still appreciate its process stability.
Lead-free solder focuses on environmental safety. It reduces heavy metal contamination and supports global electronics regulations.
Today, most commercial electronics rely on lead-free alloys, though leaded solder remains common in specialized sectors.
Why Did the Electronics Industry Move from Leaded to Lead Free Solder?
The transition from leaded to lead-free solder was driven mainly by environmental regulations.
Lead is a heavy metal. If discarded electronics enter landfills, lead may contaminate soil and water. Governments began addressing this concern in the early 2000s.
One of the most important regulations is the RoHS directive (Restriction of Hazardous Substances) introduced in the European Union.
RoHS restricts several materials in electronics, including:
Lead (Pb)
Mercury (Hg)
Cadmium (Cd)
Hexavalent chromium
Certain flame retardants
Under RoHS rules, most consumer electronics must avoid lead. Because of this regulation, global manufacturers shifted their production processes. Lead-free solder became the industry standard.
The move required major adjustments:
Higher reflow temperatures
New solder alloys
Improved PCB materials
More precise process control
Modern PCBA factories now design equipment and processes around lead-free assembly.
Is Leaded Solder Better Than Lead Free Solder?
The answer depends on the application. In terms of process behavior, many engineers find leaded solder easier to use. It melts at lower temperature and wets copper pads quickly.
However, lead-free solder offers strong environmental benefits and better long-term compliance.
Factor
Leaded Solder
Lead Free Solder
Process stability
Very stable
Requires tighter process control
Reflow temperature
Lower
Higher
Environmental safety
Lower
Higher
Compliance
Limited
Global standard
Mechanical strength
Flexible
Strong but harder
Leaded solder is still preferred in some specialized industries such as:
aerospace electronics
military equipment
high-reliability legacy systems
Lead-free solder dominates consumer electronics, automotive electronics, and industrial equipment. Most new electronic products today are designed around lead-free assembly processes.
What Is the Melting Point of Leaded vs Lead Free Solder?
Melting temperature is one of the most critical differences between leaded vs lead free solder.
The widely used Sn63/Pb37 alloy melts at 183°C. It has a eutectic composition. This means it transitions directly from solid to liquid without a plastic phase.
Lead-free alloys melt at higher temperatures, common lead-free alloys include:
Alloy
Composition
Melting Range
SAC305
Sn96.5 Ag3 Cu0.5
217-221°C
SAC405
Sn95.5 Ag4 Cu0.5
~217-219°C
SnCu
Tin-Copper
~227°C
Because of the higher melting point, lead-free solder requires:
higher reflow oven temperatures
more heat-resistant components
PCB laminates with higher Tg
Typical peak reflow temperatures for lead-free solder reach 240-250°C.
Why Is Lead Free Solder Harder to Work With?
Many engineers report that lead-free solder is more difficult to work with compared to leaded solder. There are several reasons for this:
1. Higher melting temperature
Lead-free alloys require higher soldering temperatures, which can increase thermal stress on components and PCB materials.
2. Reduced wetting performance
Lead-free solder tends to spread less easily across metal surfaces, making it harder to form smooth solder joints.
3. Oxidation sensitivity
Lead-free alloys oxidize more quickly at high temperatures, which can affect solder joint quality.
4. Different joint appearance
Unlike the shiny joints produced by leaded solder, lead-free joints often appear dull or grainy, which can confuse technicians during inspection.
For these reasons, PCB manufacturers must carefully control:
Reflow temperature profiles
Flux chemistry
Surface finishes such as ENIG or OSP
Lead Free vs Lead Solder: Reliability Comparison
Reliability is a major factor when evaluating lead free vs lead solder. Leaded solder has long been known for its excellent fatigue resistance and mechanical flexibility. Lead-free solder, while environmentally friendly, can be more brittle due to its alloy structure.
Reliability Factor
Leaded Solder
Lead Free Solder
Thermal fatigue resistance
High
Moderate
Mechanical flexibility
Good
Lower
Operating temperature tolerance
Moderate
Higher
Long-term reliability
Proven
Improving
Despite these concerns, improvements in lead-free alloy formulations and process control have significantly improved reliability in recent years.
What Temperature Should Be Used for Lead Free Solder?
In PCB assembly, lead-free solder requires a carefully controlled reflow temperature profile. For the commonly used SAC305 alloy, the typical reflow profile includes:
Reflow Stage
Temperature Range
Purpose
Preheat
150–180°C
Gradually warm the PCB
Soak
180–200°C
Activate flux and equalize temperature
Reflow
Above 217°C
Melt solder and form joints
Peak
240–250°C
Ensure complete solder wetting
Cooling
Controlled drop
Solidify solder joints
Maintaining the correct temperature profile ensures strong, reliable solder joints without damaging components.
Can You Mix Leaded and Lead Free Solder?
Mixing leaded and lead-free solder is generally not recommended in production environments. When the two alloys mix, they form unpredictable metallurgical structures that can affect reliability and melting behavior.
Potential problems include:
Irregular melting temperatures
Weak solder joints
Poor wetting performance
In repair or rework situations, technicians may sometimes mix alloys, but it is best practice to fully remove the old solder before applying a different alloy type.
Typical processes that use lead-free solder include:
SMT reflow soldering
Wave soldering
Selective soldering
However, certain high-reliability electronics still prefer leaded solder due to its proven long-term reliability. Examples include:
aerospace avionics
defense electronics
specialized medical equipment
These applications often operate under strict reliability requirements, where long-term performance is critical.
How to Choose Between Leaded and Lead Free Solder?
Choosing between leaded vs lead free solder depends on several factors related to your product design, regulatory requirements, and reliability needs. Consider the following points:
Choose lead-free solder if:
Your product must comply with RoHS regulations
You manufacture consumer electronics
Environmental compliance is required
Choose leaded solder if:
Your product falls under RoHS exemptions
Maximum reliability is required
The system operates in harsh environments
Most modern PCB manufacturers support both soldering technologies, depending on customer requirements.
If you are developing a new electronics product or planning PCB assembly, working with an experienced manufacturing partner can make a significant difference.
EBest Circuit (Best Technology) provides complete PCB fabrication and PCBA services, supporting prototypes, small-volume production, and complex electronics projects.
For technical consultation or manufacturing inquiries, feel free to contact: sales@bestpcbs.com
FAQs
1. Is lead free solder better than leaded solder?
Lead-free solder is better for environmental compliance and regulatory requirements. However, leaded solder is often easier to work with and historically offers excellent reliability.
2. Why is lead free solder required?
Lead-free solder is required mainly because of environmental regulations such as RoHS, which restrict the use of hazardous substances like lead in electronic products.
3. What temperature melts lead free solder?
Most lead-free solder alloys melt between 217°C and 221°C, depending on the specific alloy composition.
4. Can lead free solder cause reliability issues?
Early lead-free solder alloys had reliability concerns, but modern alloys such as SAC305 have significantly improved performance and are widely used in commercial electronics.
5. Is lead free solder required for RoHS compliance?
Yes. Products that must comply with RoHS regulations generally require lead-free solder unless the product qualifies for a specific exemption.
The right PCB prototype services in Mexicocan streamline your product development, ensure reliable performance, and meet industry-specific requirements. Whether for medical devices, aerospace components, or industrial equipment, PCB prototype services in Mexico offer tailored solutions, from simple single-layer boards to complex multilayer designs. This guide breaks down everything you need to know to select the best provider, verify quality, and navigate key considerations for successful prototyping.
Who Provides PCB Prototype Services in Mexico?
Company Name
Advantages
PCB Prototyping Services Offered
Lead Time
EBest
Global PCB expertise, ISO 9001 certified, seamless logistics with Mexico, medical/aerospace experience
Single-layer to 16-layer PCBs, rigid-flex, metal core, SMT assembly, electrical testing
Standard: 4-6 business days; Expedited: 24-72 hours
PCB Mexico (Mexico City)
In-house AOI inspection, 20+ quality tests, expertise in medical and industrial PCBs
Multilayer (up to 14 layers), high-frequency PCBs, aerospace component prototypes
Standard: 6-8 business days; Expedited: 72-96 hours
MedPCB Mexico (Cancun)
ISO 13485 certified, cleanroom production, medical device compliance, FAI reports
Multilayer (up to 10 layers), high-precision PCBs, medical imaging device prototypes
Standard: 5-7 business days; Expedited: 48-72 hours
MexPCB Tech (Puebla)
Automated production lines, DFM support, competitive lead times, industrial IoT focus
Single-layer to 8-layer PCBs, flexible PCBs, SMT assembly, functional testing
Standard: 4-5 business days; Expedited: 24-72 hours
Border Circuits (Ciudad Juarez)
Near-shore advantage, UL certified, quick file validation, industrial and automotive expertise
Single-layer to 10-layer PCBs, metal core, rigid-flex, automotive PCB prototypes
Standard: 4-6 business days; Expedited: 48-72 hours
What Types of PCB Do PCB Prototype Service in Mexico Offer?
PCB prototype services in Mexico offer a full range of prototyping types to suit medical, aerospace, and industrial needs, including all key variants requested:
Single Sided PCB Prototyping: Basic type with one conductive layer, ideal for simple circuits and entry-level prototypes; quick-turn options available.
Multi layer PCB Prototyping: 4+ conductive layers, handled by top Mexican providers up to 16+ layers, suitable for complex aerospace and medical designs.
FR4 PCB Prototyping: Most common type, cost-effective with good electrical and mechanical performance for general-purpose use.
Metal Core PCB Prototyping: Aluminum/copper core for superior heat dissipation, used for high-power industrial and medical components.
Ceramic PCB Prototyping: Ceramic substrates for high thermal conductivity, ideal for high-temperature aerospace and medical applications.
Semi Rigid Flex PCB Prototyping: Combines rigid and flexible sections, perfect for tight-fit aerospace and portable medical devices.
RF PCB Prototyping: High-performance materials minimize signal loss, suitable for aerospace communication and industrial RF sensors.
High TG PCB Prototyping: Heat-resistant FR4 variant, ideal for high-temperature industrial and aerospace electronics.
Heavy Copper PCB Prototyping: Thicker copper layers (2 oz+) for high current loads, used in industrial power supplies and medical devices.
HDI PCB Prototyping: High-density design with micro-vias, suitable for compact medical, aerospace, and IoT prototypes.
Extra thin PCB Prototyping: Ultra-thin substrates (0.2mm or thinner) for lightweight, compact aerospace and medical devices.
Busbar PCB Prototyping: Integrates busbar conductors for efficient power distribution in industrial and automotive systems.
IC Substrate Prototyping: High-precision boards for IC integration, used in advanced medical, aerospace, and industrial microcontrollers.
High Speed PCB Prototyping: Optimized for high-speed signal transmission, suitable for aerospace communication and industrial data processing.
Impedance control PCB Prototyping: Maintains precise impedance levels, critical for high-frequency aerospace and medical applications.
What Quality Certifications Should Reliable PCB Prototype Services in Mexico Have?
Reliable PCB prototyping services in Mexicomust hold industry-recognized certifications to ensure compliance with quality and safety standards. These certifications are crucial for medical, aerospace, and industrial applications.
ISO 9001: This is a fundamental quality management system certification. It ensures consistent production processes and rigorous quality control across all prototype orders, laying the foundation for reliable service.
ISO 13485: This certification is mandatory for suppliers handling medical device prototypes. It sets stringent standards for risk management and traceability throughout the PCB lifecycle to meet the requirements of the medical industry.
AS9100: This certification is required for aerospace prototypes. It meets stringent industry standards, guaranteeing reliability and performance even in the extreme environments typical of aerospace applications.
IATF 16949: This certification is designed specifically for automotive application prototypes. It ensures compliance with specific automotive industry quality requirements and is an industry entry standard for automotive PCB suppliers.
UL Certification: This certification verifies the PCB’s flame retardancy (compliant with UL94 standards) and electrical safety. UL certification is crucial for prototype products entering the North American market, as the North American market widely adopts common standards such as UL 796 (for rigid PCBs) and UL 746 (for substrates).
RoHS/REACH Compliance: This compliance ensures that the prototype product is free of any hazardous substances. RoHS/REACH compliance is mandatory for any prototype product exported to the EU and other global markets, complying with international environmental and safety regulations.
How to Verify the Quality of PCB Prototypes from Services in Mexico?
Verifying prototype quality is critical to avoiding costly redesigns and ensuring compliance with industry standards. Follow these targeted steps to confirm PCB prototype services in Mexico deliver reliable, high-quality results:
Request AOI and X-Ray Reports: Automated Optical Inspection (AOI) detects short circuits, open tracks, and misalignments on PCB surfaces, while X-ray testing validates internal connections in multilayer boards, essential for complex designs. For medical device prototypes, AOI reports should confirm 0.05mm precision to meet industry requirements.
Ask for First Article Inspection (FAI) Reports: FAI formally verifies that the first prototype matches your Gerber files and design specifications. This step is non-negotiable for aerospace prototypes, where even minor deviations can compromise performance and safety.
Check Material Traceability: Reliable Mexican providers supply complete material traceability documents, including batch numbers and certification for high-performance materials like Rogers laminates or ceramic substrates. This ensures compliance with medical and aerospace quality standards.
Request Sample Testing: Obtain a physical prototype to test for electrical continuity, dimensional accuracy, and surface finish. For industrial equipment prototypes, add tests for resistance to harsh chemicals and temperature fluctuations to ensure durability in operational environments.
Review Quality Control Processes: Reputable providers implement 20+ quality tests during production, including automated electrical testing with robotic probes that check 12+ parameters in seconds, ensuring consistent quality across all prototypes.
Request AOI and X-Ray Reports: Automated Optical Inspection (AOI) checks for short circuits, open tracks, and misalignments, while X-ray testing verifies internal connections in multilayer boards. For example, medical device prototypes require AOI reports to confirm 0.05mm precision.
Ask for First Article Inspection (FAI) Reports: FAI confirms the first prototype matches your Gerber files and design specs. This is critical for aerospace prototypes, where even minor deviations can compromise performance.
Check Material Traceability: Reliable providers offer traceability documents for all materials, ensuring compliance with medical and aerospace standards. This includes batch numbers and certification for Rogers or ceramic materials.
Request Sample Testing: Ask for a physical sample to test for electrical continuity, dimensional accuracy, and surface finish. For industrial equipment prototypes, test for resistance to harsh chemicals and temperature fluctuations.
Review Quality Control Processes: Reputable providers implement 20+ quality tests during production, including electrical testing with robotic probes to check 12+ parameters in seconds.
How Fast Can PCB Prototyping in Mexico Deliver My Prototype?
PCB Type
Standard Lead Time
Expedited Lead Time
1-Layer PCB Prototype
2-3 business days
24 hours
2-Layer PCB Prototype
3-4 business days
24-48 hours
4-Layer PCB Prototype
4-6 business days
48-72 hours
6-10 Layer PCB Prototype
5-10 business days
72-96 hours
12+ Layer PCB Prototype
8-14 business days
96-120 hours
Can PCB Prototype Services in Mexico Handle Complex Multilayer Boards?
Yes, top PCB prototype services in Mexico can handle complex multilayer boards with capabilities tailored to medical aerospace and industrial needs. Reputable providers support the IPC 274X Extended Gerber format the industry standard for accurate design transfer. They use software like CAM350 and Ucamco to validate files checking for missing layers incorrect polarities and alignment issues to ensure design integrity.
Leading providers excel in multilayer board production handling up to 16 layers with micro vias 0.15mm and ultra fine line widths 3 mil for high density designs. These capabilities are ideal for aerospace prototypes which often require 12 layer boards with tight tolerances. They also offer robust support for complex designs including blind buried vias impedance control and fine pitch components 01005 1206 passives.
These components are critical for sensitive applications like pacemaker PCBs and industrial IoT sensors. Before production providers conduct a thorough file validation process to review Gerber files for manufacturability. They flag potential issues like insufficient trace spacing or incorrect drill sizes that could lead to prototype failure.
A real world example underscores this capability a Mexican provider recently delivered 10 layer PCB prototypes for an aerospace avionics system. It successfully handled complex Gerber files with 4 mil line widths and blind vias while meeting AS9100 standards. This demonstrates the reliability of Mexican PCB services for even the most demanding complex projects.
Do PCB Prototype Services in Mexico Provide DFM Analysis to Avoid Design Errors?
Yes, most reliable PCB prototype services in Mexico offer design for manufacturability (DFM) analysis as a core service to prevent costly design errors and streamline production. This analysis is tailored to the unique needs of medical, aerospace, and industrial projects, addressing potential issues before they impact prototype quality or lead times. DFM checks are not optional but a critical step to ensure designs are compatible with manufacturing processes, saving time and resources.
The scope of DFM analysis from Mexican providers covers key design elements including trace spacing, drill size, component placement, solder mask coverage, and panelization. These checks identify specific issues such as unmanufacturable vias, insufficient clearances, or misaligned components that could cause prototype failure. For example, industrial power supply prototypes often require trace width adjustments to avoid overheating, a common issue flagged during DFM reviews.
Mexican PCB services deliver DFM reports within 24 hours of file submission, providing clear, actionable recommendations rather than vague feedback. Many providers also integrate Design for Excellence (DFX) checks alongside DFM, focusing on long-term reliability and performance. For medical device prototypes, this integration ensures compliance with ISO 13485 and FDA requirements, a non-negotiable for healthcare applications.
Alongside DFM analysis, reputable providers offer BOM scrubbing to verify bill of materials accuracy, checking for obsolete components or compatibility issues. This is particularly critical for industrial equipment prototypes with long lifecycles, where component availability directly impacts project timelines. A practical example highlights this value: a medical device project’s 6-layer PCB prototype had a solder mask error identified via DFM, saving weeks of redesign.
How to Choose the Best PCB Prototype Services in Mexico?
Verify industry-specific certifications: Prioritize providers with ISO 9001 for basic quality management, ISO 13485 for medical device prototypes, and AS9100 for aerospace-grade projects to ensure compliance with sector standards.
Assess technical compatibility: Confirm the provider can handle your PCB type (multilayer, flexible, metal core, etc.) and design complexity, including IPC-274X Gerber file support and micro-via or fine-pitch component capabilities.
Evaluate lead time flexibility: Choose a service with standard lead times aligned to your timeline and reliable expedited options (24-72 hours) for urgent industrial or aerospace project iterations.
Review quality control processes: Request details on AOI, X-ray, and FAI inspections, along with sample reports, to validate that the provider maintains consistent quality across all prototypes.
Check responsive customer support: Ensure the provider offers DFM analysis and feedback within 24 hours, as timely design guidance helps avoid costly errors and delays.
Prioritize sector experience: Select a provider with proven expertise in your industry, such as medical device manufacturing or aerospace avionics, to ensure they understand your unique project needs.
Confirm material traceability: Reliable services should provide complete material documentation, including batch numbers and certifications for high-performance materials like Rogers laminates or ceramic substrates.
FAQs About PCB Prototype Services in Mexico
Q1: What should I do if my Gerber files are rejected by a PCB prototype service in Mexico? A1: First request a detailed DFM report from the provider. This report will highlight specific issues such as missing layers or incorrect drill sizes. Use the report to adjust your design in your EDA software like Altium or Cadence and resubmit. Reputable providers offer free file validation and will assist with minor adjustments to ensure compatibility.
Q2: How can I ensure my PCB prototype from Mexico meets industrial equipment durability requirements? A2: Choose a provider that uses high-quality materials such as high-TG FR-4 or metal core and implements rigorous quality testing including AOI X-ray and environmental testing. Request sample prototypes to test for temperature resistance chemical resistance and mechanical durability. For example industrial sensor prototypes should undergo temperature cycling tests minus 40°C to 85°C to ensure reliability.
Q3: Do Mexican PCB prototype services offer BOM validation to prevent component issues? A3: Yes, most reliable providers include BOM validation as part of their core services. They check for obsolete components incompatible parts and potential supply chain issues to ensure your prototype can be manufactured without delays. This service is especially valuable for industrial projects with long lifecycles where component availability is critical.
Q4: Can PCB prototype services in Mexico accommodate custom material requests for specialized projects? A4: Yes, leading providers can accommodate custom material requests for specialized applications. They offer options like Rogers laminates ceramic substrates and polyimide for high-frequency high-temperature or flexible PCB prototypes. Simply share your material specifications with the provider to confirm compatibility and lead time adjustments.
Q5: What is the difference between standard and expedited PCB prototyping services in Mexico? A5: Standard services follow regular production schedules 3-14 business days and include full DFM analysis and quality checks. Expedited services prioritize your order reducing lead times to 24-120 hours depending on complexity. Expedited orders often skip non-essential steps such as additional cosmetic inspections but maintain core quality standards. Use expedited services for tight deadlines but confirm the provider does not compromise on critical tests such as electrical continuity.
Box build printed circuit board assembly services play a critical role in modern electronics manufacturing by integrating PCB fabrication, component assembly, mechanical enclosure installation, wiring harnesses, and system testing into a single streamlined production process. This article explains how box build PCBA works, what technologies and engineering parameters are involved, and how to choose a reliable manufacturing partner for complete electronic product integration.
EBest Circuit (Best Technology) is an experienced provider of box build printed circuit board assembly services, offering a one-stop solution that covers PCB fabrication, component sourcing, PCBA manufacturing, wiring harness assembly, and full product integration. With more than 20 years of industry mileage, and certifications including ISO9001, ISO13485, IATF16949, and AS9100D, EBest supports demanding projects from industries such as medical devices, industrial control, and aerospace. If you are looking for reliable box buildprinted circuit board assembly services to support your next electronics project, feel free to contact our engineering team at sales@bestpcbs.com for professional assistance and a fast quotation.
What Are Box Build Printed Circuit Board Assembly Services?
Box build printed circuit board assembly services refer to a complete manufacturing process that integrates PCB fabrication, component assembly, wiring, enclosure installation, and final product testing.
Unlike standard printed circuit board assembly services, which only assemble electronic components onto a PCB, box build services deliver a fully integrated electronic system.
Typical processes involved in box build manufacturing include the following stages.
Manufacturing Stage
Key Function
PCB Fabrication
Bare PCB manufacturing
Component Procurement
Authorized component sourcing
SMT Assembly
Automated surface-mount placement
Through-Hole Assembly
Power and connector soldering
Cable Harness Assembly
Wiring and cable integration
Mechanical Assembly
Mounting PCBA into enclosure
System Integration
Installing modules and subsystems
Functional Testing
Electrical and system verification
Final Packaging
Labeling and shipment preparation
This comprehensive workflow allows printed circuit board pcb assembly services to evolve from simple board assembly to complete electronic product integration.
What Processes Are Included in Printed Circuit Board Assembly Services?
At the core of box build printed circuit board assembly services lies professional PCBA manufacturing. Reliable circuit board assembly services typically include several key production technologies.
Surface Mount Technology (SMT)
SMT is the primary assembly method used in modern electronics manufacturing. In this process, miniature electronic components are mounted directly onto PCB pads using automated placement machines.
The typical SMT workflow includes:
Solder paste printing
High-speed component placement
Reflow soldering
Automated optical inspection (AOI)
Advanced SMT production lines can place more than 50,000 components per hour, ensuring high productivity and precision.
Typical SMT assembly capabilities are shown below.
Parameter
Typical Capability
Minimum component size
01005
BGA pitch
0.3 mm
Placement accuracy
±30 μm
Maximum PCB size
600 × 500 mm
Minimum PCB thickness
0.4 mm
These capabilities are commonly required in quick turn printed circuit board assembly services for prototypes and small batch production.
Through-Hole Technology (THT)
Although SMT dominates modern electronics manufacturing, many components still require through-hole mounting for mechanical strength or high current handling.
Examples include:
Power connectors
transformers
large electrolytic capacitors
mechanical switches
These components are soldered using:
wave soldering
selective soldering
manual soldering for complex assemblies
Combining SMT and THT ensures both electrical performance and mechanical reliability in printed circuit board assembly service operations.
PCBA Testing and Inspection
Testing is critical to ensure the quality and reliability of printed circuit board assembly services.
Common inspection and testing technologies include:
Test Method
Function
AOI
Detects solder bridges, polarity errors, and missing components
X-Ray Inspection
Verifies hidden solder joints such as BGA connections
ICT (In-Circuit Test)
Checks electrical continuity and component values
Flying Probe Test
Used for prototypes without test fixtures
Functional Test
Simulates real operating conditions
Advanced printed circuit board assembly services USA providers often integrate MES systems to maintain full production traceability.
What Technical Parameters Define High-Quality Box Build PCBA?
Beyond assembly processes, several engineering parameters determine the quality and reliability of box build printed circuit board assembly services.
PCB Current Carrying Capacity
The current capacity of a PCB trace depends on copper thickness, trace width, and temperature rise.
A simplified formula derived from IPC-2152 is:
Where:
Symbol
Meaning
I
Current capacity (Amps)
ΔT
Temperature rise
A
Cross-section area of copper
k
Constant depending on layer type
For example, a 1 oz copper trace with a width of 20 mil typically carries around 2–3 A depending on cooling conditions.
This parameter becomes particularly important in industrial control box build systems where power modules are integrated.
Signal Integrity and Impedance Control
High-speed digital signals require controlled impedance traces to avoid signal reflection and distortion.
Typical impedance targets include:
Interface Type
Typical Impedance
USB differential pair
90 Ω
Ethernet
100 Ω
RF signal lines
50 Ω
LVDS
100 Ω
A simplified microstrip impedance equation is:
Where:
(ε_r) is dielectric constant
(h) is dielectric thickness
(w) is trace width
(t) is copper thickness
Professional printed circuit board pcb assembly services verify impedance using TDR testing.
Thermal Resistance of Electronic Components
Thermal performance is another critical engineering parameter.
The junction temperature of a semiconductor can be estimated using:
Where:
Symbol
Meaning
Tj
Junction temperature
Ta
Ambient temperature
P
Power dissipation
RθJA
Thermal resistance
Example:
If a device dissipates 5W, with thermal resistance 20°C/W, and ambient temperature 40°C, then:
Such temperature levels require improved thermal management solutions.
How Does Box Build Assembly Work in Electronics Manufacturing?
While printed circuit board assembly services focus on electronic boards, box build integrates the entire product.
A typical workflow includes:
Step
Process
1
PCB fabrication
2
PCBA assembly
3
wiring harness preparation
4
enclosure installation
5
power module integration
6
system wiring
7
functional testing
8
final packaging
A typical box build structure may include the following subsystems.
Subsystem
Example Components
Control board
MCU PCBA
Power module
DC-DC converters
Interface board
Ethernet or USB modules
Mechanical enclosure
Aluminum chassis
Cooling system
Heat sink or fan
Wiring harness
Signal and power cables
This integrated approach allows assembly services for circuit boards to deliver complete electronic products.
Thermal Management Design in Box Build Electronics
Thermal management is a key engineering challenge in box build printed circuit board assembly services, particularly when electronics operate in enclosed environments.
Aluminum PCB for Heat Dissipation
Different PCB materials provide different thermal conductivity.
Material
Thermal Conductivity
FR-4
0.3 – 0.4 W/mK
Aluminum PCB
2 – 3 W/mK
Copper base PCB
5 – 8 W/mK
Aluminum PCBs are widely used in:
LED lighting systems
power electronics
automotive electronics
Heat Sink Design
Heat dissipation through convection can be estimated using:
Where:
Symbol
Meaning
Q
Heat transfer
h
Heat transfer coefficient
A
Surface area
Ts
Surface temperature
Ta
Ambient temperature
This formula helps engineers design efficient cooling structures for high-power electronic systems.
Forced Air Cooling
When power density exceeds 10 W per PCB, passive cooling may be insufficient.
In such cases, engineers may integrate:
cooling fans
ventilation openings
heat pipes
These solutions are common in industrial and telecom box build systems.
What Industries Need Box Build Printed Circuit Board Assembly Services?
Many industries rely on box build printed circuit board assembly services for complete product integration.
A supplier capable of providing quick turn circuit board assembly services USA or Asia-based rapid manufacturing can significantly shorten product development cycles.
Why Work With a Professional Box Build PCBA Manufacturer?
A professional partner offering box build printed circuit board assembly services should provide both manufacturing capability and engineering expertise.
For example, EBest Circuit (Best Technology) provides:
over 20 years of PCB and PCBA manufacturing experience
PCB prototyping in Pakistan turns electronic designs into functional products, and EBest delivers tailored, high-precision solutions built for local needs. Our focus on PCB prototyping in Pakistan means every sample adheres to strict quality standards, with fast turnaround and personalized support to navigate the unique challenges of the region’s electronic manufacturing landscape.
Are You Facing These Pain Points of PCB Prototyping in Pakistan?
Can local PCB prototyping services meet the high precision requirements for medical and aerospace components?
Is it possible to get urgent PCB prototypes delivered within 24 hours in Pakistan?
Do local providers offer reliable component sourcing for custom PCB prototyping projects?
Can PCB prototypes be customized to fit specific industrial equipment or medical device specifications?
Are there PCB prototyping services in Pakistan that provide free design checks to avoid production errors?
Do local manufacturers maintain consistent quality for small-batch PCB prototyping orders?
Can production data for PCB prototypes be tracked to ensure transparency and accountability?
EBest’s Solutions to Pakistan’s PCB Prototyping Pain Points
To solve precision challenges in PCB prototyping in Pakistan, we use advanced manufacturing equipment. We include LDI exposure machines, precision laser drilling equipment and automated pressing systems to ensure tight tolerances and consistent quality that meets medical and aerospace industry standards. Our 24-hour expedite service is supported by dedicated production lines. This enables us to deliver urgent PCB prototypes in Pakistan within the required timeframe and keep your projects on track without unnecessary delays.
We offer end-to-end component sourcing through our rigorously managed global supplier network. All vendors undergo strict qualification audits, sample testing and ongoing performance evaluations to ensure high-quality components for custom PCB prototyping projects. This removes the burden of sourcing from local clients. It saves them time and reduces supply chain risks. Our team also provides fully customized solutions by tailoring PCB prototypes to the unique specifications of industrial equipment, medical devices and other specialized applications.
Every PCB prototyping order includes free DFM analysis. Our engineers review designs to identify potential flaws such as component spacing issues, impedance mismatches or manufacturing constraints. They also provide actionable adjustments to reduce errors and rework. We maintain consistent quality across all order sizes from small batches to large runs. We use standardized production processes and certified quality management systems including ISO 9001, ISO 13485 and AS9100D. Our MES system enables full production data tracking to let you monitor every stage of the PCB prototyping process for complete transparency.
Our 19+ years of PCB prototyping experience means you get tried-and-tested expertise for your projects in Pakistan, reducing risks of errors and ensuring your prototypes align with your goals from the start.
A first article success rate of over 95% saves you time and resources by minimizing rework, avoiding costly delays to your project timeline and ensuring your PCB prototypes work as intended on the first try.
Our 24-hour fast prototyping service lets you meet tight deadlines for PCB prototyping in Pakistan, keeping your projects on schedule and preventing costly hold-ups in your product development or launch.
A 99.2% order on-time delivery rate ensures your PCB prototypes arrive exactly when you need them, eliminating production bottlenecks that could slow down your operations or delay your projects.
With a low MOQ and 1 piece minimum order, you can access high-quality PCB prototyping for small projects, R&D, or trial runs without overspending, perfect for testing designs before scaling up.
Customized PCB prototyping services adapt to your unique design needs, whether for medical, aerospace, or industrial applications, so your prototypes fit your specific product requirements perfectly.
Free DFM analysis catches design issues early, helping you avoid expensive mistakes, reduce rework costs, and keep your PCB prototyping process smooth and efficient.
ISO 9001, ISO 13485, and AS9100D certifications guarantee your PCB prototypes meet global industry standards, ensuring compliance for your products and giving you confidence in their quality.
MES system integration for full production data tracking keeps you informed at every step, giving you transparency and control over your PCB prototyping order and peace of mind.
What Types of PCB Prototyping Service in Pakistan Can We Provide for You?
Pre-production DFM analysis: Free design review by our engineering team to identify potential manufacturability issues. This step ensures PCB prototypes align with design specifications and can be produced efficiently without costly rework.
Raw material inspection: All materials including substrates and components undergo rigorous testing. We verify quality consistency and compliance with global industry standards to ensure they meet the durability and performance needs of your PCB prototypes.
In-process quality checks: Regular inspections are conducted during printing drilling and assembly. These checks maintain precision control and consistency across every stage of production to avoid defects.
SPI (Solder Paste Inspection): 3D optical inspection measures solder paste thickness with a tolerance of less than ±10%. This ensures uniform solder application prevents poor connections and eliminates short circuits or cold solder joints.
AOI automatic optical inspection: 9-second per-board analysis uses high-resolution imaging to detect soldering defects component misalignment and other visual anomalies. This fast accurate check ensures no flaws are missed before final testing.
Electrical testing: Flying probe testing and functional testing are performed to verify PCB prototype performance and connectivity. These tests confirm all electrical pathways work as intended and meet design requirements.
Final inspection: A comprehensive review of all PCB prototypes is completed before delivery. This ensures each unit meets our strict quality standards and aligns with your specific project requirements.
How EBest Ensures On-Time Delivery for PCB Prototyping Orders in Pakistan?
This is how we ensures on-time delivery for PCB prototyping orders in Pakistan:
Advanced production scheduling: Our MES system integrates with smart scheduling tools to optimize PCB prototyping workflows, aligning order priorities with equipment capacity and production constraints to minimize bottlenecks and ensure efficient, on-schedule processing of every order.
Dedicated expedite team: A specialized team focuses solely on urgent orders, prioritizing 24-hour PCB prototyping in Pakistan requests and leveraging streamlined workflows to meet tight deadlines without compromising quality or precision.
Supplier collaboration: We maintain long-term partnerships with rigorously vetted component suppliers, conducting regular quality audits and performance evaluations to ensure timely availability of high-quality materials for your PCB prototyping projects.
Real-time order tracking: Our MES system lets you monitor every stage of your PCB prototyping order from design review and production to packaging and shipping, providing real-time updates to keep you informed and in control.
Contingency planning: We maintain backup production lines and pre-qualified alternative component sources to quickly mitigate delays caused by unexpected equipment issues or supply chain disruptions, keeping your PCB prototyping on track.
Streamlined logistics: We partner with trusted shipping providers with proven experience delivering to Pakistan, ensuring fast, reliable transit of your PCB prototypes while maintaining product integrity during shipping.
EBest’s Pakistan Medical PCB Prototyping Project Case Study
Project Background
A Pakistan-based medical device manufacturer needed PCB prototypes for a portable patient monitoring device a Class II medical product requiring compliance with ISO 13485 standards. The client struggled with local PCB prototyping services that failed to meet precision requirements and missed delivery deadlines delaying their product launch.
Project Requirements
The client required 200 PCB prototypes 4-layer FR4 0.8mm thickness with impedance control 50Ω compatibility with medical-grade components and compliance with Pakistan’s medical device regulations. They needed prototypes delivered within 5 business days to meet product testing timelines with a minimum yield rate of 98%.
Project Challenges
The design required 0.3mm tight component spacing and precise impedance control which local providers could not consistently achieve. The client needed free DFM analysis to fix design flaws real-time production tracking for on-time delivery and PCB prototypes compliant with ISO 13485 standards for Pakistan’s medical device registration.
Our Solutions
We conducted free DFM analysis identifying 3 design flaws component spacing and impedance mismatches and provided adjustments for manufacturability. We used advanced drilling and printing equipment to achieve 0.3mm component spacing and precise impedance control. Our MES system provided real-time production tracking and we prioritized the order to meet the 5-day deadline using our 24-hour production capacity for critical stages.
Output Results
We delivered 200 PCB prototypes in4.5 business days exceeding the client’s timeline. The prototypes achieved a 99.5% yield rate with zero electrical or structural defects. Client testing confirmed prototypes met all medical device specifications and ISO 13485 standards. Post-project feedback noted “EBest’s PCB prototyping service eliminated our delivery and quality concerns allowing us to launch our product on schedule their attention to detail and transparency were unmatched.”
FAQs About PCB Prototyping in Pakistan
Q1: Can PCB prototypes for medical devices in Pakistan meet ISO 13485 standards? A1: Yes, EBest’s PCB prototyping services for medical devices in Pakistan fully comply with ISO 13485 standards. We follow strict quality control processes from raw material inspection to final testing and provide documentation to support medical device registration in Pakistan. Our medical PCB prototypes have a 99.5% average yield rate ensuring they meet the rigorous requirements of the medical industry.
Q2: What is the fastest lead time for urgent PCB prototyping in Pakistan? A2: EBest offers 24-hour fast PCB prototyping service for urgent orders in Pakistan. Our dedicated expedite team prioritizes these orders leveraging advanced production equipment and streamlined workflows to deliver high-quality prototypes within one day. This service is available for all PCB types including flexible rigid and multi-layer prototypes.
Q3: Do I need to order large quantities for PCB prototyping in Pakistan? A3: No, EBest offers low MOQ with 1 piece minimum order for PCB prototyping in Pakistan. This allows for small-batch orders R&D trials and design testing without excess cost. We maintain the same high quality and attention to detail for all order sizes ensuring even single-piece prototypes meet your specifications.
Q4: How can I ensure my PCB prototype design is manufacturable? A4: EBest provides free DFM analysis for all PCB prototyping orders in Pakistan. Our team reviews your design to identify potential flaws such as component spacing issues impedance mismatches or manufacturing constraints and provides adjustments to ensure manufacturability. This analysis reduces rework saves time and ensures your prototype meets your design requirements.
Q5: Can I track the production progress of my PCB prototyping order in Pakistan? A5: Yes, EBest’s MES system allows full production data tracking for PCB prototyping orders in Pakistan. You can monitor every stage of the production process from design review to final delivery in real time. This transparency ensures you stay informed about your order’s progress and can plan accordingly for your project timeline.
Choose EBest for Your PCB Prototyping in Pakistan Needs
Are you ready to start your project? Don’t let delayed prototypes or inconsistent quality slow down your product launch. EBest’s PCB prototyping in Pakistan is built for speed, precision, and peace of mind, whether you need a 24-hour urgent prototype or a full production run, we’ve got you covered. Contact us now to get a quote for your project: sales@bestpcbs.com.
China electronic circuit board assembly plays a central role in turning electronic designs into manufacturable, testable, and scalable products for global OEMs. This article explains how a strong supply chain, sound engineering practice, and disciplined PCBA execution help buyers reduce risk, improve reliability, and move from prototype to production.
What usually makes sourcing and manufacturing difficult for customers?
Parts are available on paper, but actual lead times shift too often.
DFM issues are found too late, causing rework and delay.
PCB, sourcing, assembly, and testing are handled by different vendors.
Prototype builds go fast, but volume quality becomes unstable.
Traceability is weak, making root-cause analysis slow and costly.
A strong manufacturer solves these problems with a system, not with promises.
Review files early and issue DFM feedback before release.
Optimize BOM risk with alternative parts and sourcing strategy.
Integrate PCB fabrication, component sourcing, PCBA, and testing.
Build stable processes for both prototypes and repeat production.
Use digital traceability to track material lots, process status, and product history.
EBest Circuit (Best Technology) is a professional PCB and PCBA manufacturer focused on helping engineers and OEM teams bring products to market with less friction. With in-house PCB and PCBA factories, DFM pre-check, BOM optimization support, 20 years of manufacturing experience, and a digital workshop with fast traceability, EBest supports prototype, low-volume, and ongoing production projects with stronger execution. For project discussion or quotation, pls feel free to contact us via sales@bestpcbs.com.
Why Do Global Brands Choose A China Electronic Circuit Board Assembly Factory?
Global brands choose a China electronic circuit board assembly factory for one reason above all: the right supplier can combine engineering support, cost control, production scale, and supply chain depth in one place. In electronics, that combination matters more than low unit price alone.
A capable China factory is rarely just an assembly shop. The stronger ones operate as manufacturing partners. They support file review, material selection, procurement control, process planning, SMT and THT assembly, testing, and delivery management. This matters because most project failures happen between these steps, not inside one step.
Here are the main reasons global brands keep sourcing from China:
Dense component ecosystem China has a deep electronics supply base, which improves access to circuit board electronic components and reduces sourcing friction.
Integrated manufacturing flow PCB fabrication, stencil making, SMT, DIP, box build, and testing can be coordinated faster.
Better prototype-to-production transition The same team can often support NPI, pilot run, and repeat orders.
Engineering responsiveness Strong suppliers do not simply build to print. They flag layout, pad, thermal, and assembly risks early.
Cost-to-capability balance Buyers often get a better mix of technical support, lead time, and manufacturing value.
A quick comparison makes this clearer:
Factor
Strong China Supplier
Fragmented Multi-Vendor Model
PCB + PCBA coordination
Fast
Slow
BOM sourcing visibility
High
Low
Engineering feedback
Early
Delayed
Prototype response
Flexible
Often rigid
Supply chain leverage
Strong
Limited
For buyers, the real attraction is not geography by itself. It is operational concentration. When sourcing, engineering, and manufacturing are aligned, project risk drops. That is why a strong China electronic circuit board assembly factory remains a practical choice for global OEMs.
How To Choose A Reliable China Electronic Circuit Board Assembly Manufacturer For OEM Projects?
Choosing a reliable China electronic circuit board assembly manufacturer is a technical and commercial decision at the same time. A good website or a low quote is not enough. Buyers need evidence that the supplier can support the product, not just produce the board.
Start by checking whether the manufacturer understands your project type. Industrial control, medical electronics, UPS power boards, communication devices, and automotive electronics do not share the same process priorities. The supplier should know what matters for your application, whether that is thermal control, creepage distance, conformal coating, functional test, or long-life solder joint reliability.
Use the following evaluation points:
Engineering review capability Ask whether they provide DFM, DFA, and BOM risk review before production.
Factory ownership and control In-house PCB and PCBA resources usually mean better schedule control and clearer accountability.
Certification fit ISO9001 is baseline. ISO13485, IATF16949, and AS9100D matter for regulated sectors.
Supply chain strength A strong sourcing network reduces risk for shortages, alternates, and counterfeit screening.
Testing capability AOI, X-ray, flying probe, ICT, and functional test planning all matter.
Traceability level Good traceability supports corrective action and quality consistency.
Production flexibility The supplier should handle prototype, low-volume, and repeat orders without losing process discipline.
A useful screening table is below:
Evaluation Point
What To Ask
Why It Matters
DFM support
Do you issue a pre-production DFM report?
Prevents avoidable defects
BOM review
Can you suggest alternates?
Reduces sourcing risk
Process fit
Have you built similar products?
Improves yield
Quality system
Which certifications do you hold?
Confirms process maturity
Traceability
Can you trace lots and process records?
Speeds root-cause analysis
Delivery model
Can you support prototype and volume?
Avoids supplier switching
If a manufacturer only talks about price, be careful. A reliable OEM partner talks about manufacturability, part risk, process windows, test coverage, and long-term consistency. That is the more meaningful sign of a dependable China electronic circuit board assembly manufacturer.
What Processes Are Involved In Electronic Circuit Board Assembly?
Electronic circuit board assembly is a structured manufacturing chain, not a single workstation task. Each stage affects solder quality, electrical reliability, and delivery stability. When buyers understand the process, they can better evaluate suppliers and avoid unrealistic expectations.
A standard electronic circuit board assembly flow usually includes the following steps:
File Review And Process Preparation Gerber, BOM, centroid, assembly drawing, and special notes are checked. This stage confirms package data, polarity, panelization, stencil design, and process route.
Material Procurement And Incoming Inspection PCB, ICs, passives, connectors, and mechanical parts are sourced and verified. Part number control is critical here, especially for electronic circuit board components with multiple approved variants.
SMT Placement Pick-and-place machines mount SMD parts according to the programmed coordinates.
Reflow Soldering The assembly passes through a controlled temperature profile to form solder joints.
THT / DIP Assembly Through-hole parts are inserted and soldered by wave, selective, or hand soldering, depending on design.
Inspection And Testing AOI, X-ray, flying probe, ICT, or functional checks verify product quality.
Cleaning, Coating, Final Assembly, And Packaging Depending on product needs, waterproofing electronic circuit boards, conformal coating, or box-build steps may follow.
A simplified process map looks like this:
Stage
Main Objective
DFM + process planning
Prevent build risk
Sourcing + IQC
Control material quality
Solder paste printing
Ensure joint consistency
SMT + reflow
Build core connections
THT soldering
Complete mixed assembly
Inspection + test
Catch defects
Final assembly
Prepare for delivery
Some buyers still think soldering electronic circuit boards is the main difficulty. In reality, success depends on how well the full chain is managed. The strongest suppliers treat assembly as a controlled system, not an isolated operation. That is what keeps quality stable in China electronic circuit board assembly projects.
How To Calculate Current Capacity And Trace Width For Electronic Circuit Boards?
Current capacity and trace width are basic engineering questions, but they directly affect safety, temperature rise, voltage drop, and long-term reliability in electronic circuit boards. If the trace is too narrow, resistive heating increases. If the trace is overdesigned, routing space is wasted.
In practice, engineers often estimate width based on IPC guidance, copper thickness, allowable temperature rise, and whether the trace is on an outer or inner layer. Outer layers dissipate heat better, so they usually carry more current at the same width.
A practical design relationship starts with resistance:
Where:
R = trace resistance
ρ = resistivity of copper
L = trace length
A = cross-sectional area
Power loss follows:
This is why a narrow high-current trace heats up quickly. Higher current and higher resistance both increase dissipation.
Here is a simple engineering reference for outer-layer traces at moderate temperature rise:
Copper Weight
Current
Typical Minimum Trace Width
1 oz
1 A
0.25 mm
1 oz
3 A
0.80 mm
1 oz
5 A
1.50 mm
2 oz
5 A
0.80 mm
2 oz
10 A
2.00 mm
These are not universal values. Final design still depends on:
Ambient temperature
Trace length
Copper thickness
Allowed temperature rise
Airflow
Internal vs outer layer
Safety margin
For power products such as china oem ups inverter electronic circuit board assembly, this topic is especially important because DC bus traces, battery paths, and switching nodes often carry high current. Engineers may use wider copper pours, heavier copper, parallel traces, or bus-bar support instead of relying on standard routing rules alone.
A sound rule is simple: calculate first, then validate thermally. Current design for electronic circuit boards should never be based on guesswork if the board handles power.
How To Calculate Power Loss And Thermal Dissipation In Electronic Circuit Board Design?
Power loss and thermal dissipation are among the most practical parts of electronic circuit board design. If heat is not managed well, even a board that passes initial test may fail in the field. Thermal design is therefore not a cosmetic improvement. It is a reliability requirement.
The first step is to identify the main heat sources:
Power MOSFETs
IGBTs
Linear regulators
DC-DC converters
Shunt resistors
Transformers
Diodes
High-current copper paths
Basic conduction loss can be estimated by:
For a MOSFET:
For switching devices, total loss also includes switching loss:
Thermal rise can then be estimated from thermal resistance:
Where:
ΔT = temperature rise
P = power dissipation
θ = thermal resistance from device to ambient
Example:
If a device dissipates 2 W and the effective thermal resistance is 25°C/W, then:
If ambient is 40°C, the device junction region may approach 90°C or higher depending on stack-up and cooling conditions.
Useful thermal control methods include:
Wider copper pours for heat spreading
Thermal vias under hot packages
Thicker copper for high-current sections
Metal-core or IMS structures when heat density is high
Heatsinks or chassis coupling
Spacing optimization around hot parts
Airflow path planning
A compact design summary is below:
Thermal Issue
Design Action
High copper loss
Increase width or copper weight
Hot power device
Add thermal vias and copper area
High local temperature
Improve spacing and airflow
Repeated overload risk
Add margin in component rating
Uneven heat spread
Use plane balancing
For UPS, inverter, and industrial control boards, thermal design must be addressed early. That is especially true for china oem ups pcba inverter electronic circuit board assembly, where switching loss, magnetic heating, and current density all interact. Good thermal design protects not only components, but also solder joints, laminate life, and overall product stability.
What Are The Key Electronic Circuit Board Components Inside Modern PCBA?
Modern PCBA is made from far more than a bare electronic printed circuit board. The final assembly is a complete electrical and mechanical system built from many functional blocks. Understanding these blocks helps buyers evaluate both design complexity and sourcing difficulty.
The key electronic circuit board components usually include the following categories:
Integrated Circuits (ICs) MCUs, processors, memory, drivers, interface chips, and power controllers.
Passive Components Resistors, capacitors, inductors, ferrite beads, and filters.
Power Devices MOSFETs, IGBTs, rectifiers, regulators, and protection parts.
Connectors Board-to-board, wire-to-board, RF, power, and I/O connectors.
Electromechanical Parts Relays, switches, fans, and transformers.
Protection Components TVS diodes, fuses, MOVs, current sensors, and isolation devices.
Support Materials Solder paste, flux, underfill, conformal coating, and thermal interface materials.
A quick component-level view:
Component Group
Typical Function
MCU / control IC
Logic and system control
Resistor / capacitor
Bias, filter, timing, energy storage
Inductor / transformer
Energy conversion
MOSFET / IGBT
Power switching
Connector
Signal or power interface
TVS / fuse
Protection
In sourcing terms, not all components behave the same. Some are stable catalog parts. Others are allocation-sensitive, lifecycle-sensitive, or region-dependent. That is why a strong supply chain matters. A manufacturer with BOM optimization ability can identify risk early and suggest approved alternatives before production is blocked.
For buyers, this is a practical point. The performance of electronics circuit boards depends not only on design, but also on whether the right parts are sourced, verified, stored, assembled, and tested correctly. In that sense, component control is one of the foundations of successful China electronic circuit board assembly.
What Is China OEM UPS Inverter Electronic Circuit Board Assembly Used For?
China OEM UPS inverter electronic circuit board assembly is mainly used in power conversion systems where stable backup power and controlled AC output are required. This includes not only classic UPS products, but also many adjacent applications in energy storage, industrial backup, and power conditioning.
An inverter PCBA inside a UPS typically handles control, switching, sensing, protection, and power conversion tasks. It may include gate-drive circuits, MCU control, voltage feedback, current sensing, communication interfaces, and protection logic. In more advanced designs, the board also supports battery management, remote monitoring, and fault diagnosis.
Common application fields include:
Data Centers UPS systems protect servers and storage from power interruption.
Telecom Infrastructure Backup power keeps communication networks active during grid loss.
Medical Equipment Critical systems need continuous and controlled power.
Industrial Automation PLC cabinets, control systems, and factory equipment often require backup support.
Security And Monitoring Surveillance and access systems benefit from stable emergency power.
Energy Storage And Hybrid Power Some inverter platforms share architecture with UPS power stages.
A simple application table:
Application
Why Inverter PCBA Matters
Data center UPS
Stable backup AC output
Telecom power
Network continuity
Medical support equipment
High reliability requirement
Industrial control
Reduced shutdown risk
Security system
Power continuity
From a manufacturing viewpoint, china oem ups inverter electronic circuit board assembly service usually requires closer control than standard consumer boards. These products often involve:
Higher voltage spacing
Thermal management needs
Power-device solder quality
Protective coating
Burn-in or functional loading
Stronger traceability
This is why buyers in the UPS sector often prefer suppliers with both power-electronics experience and a stronger component network. For this category, manufacturing discipline is as important as assembly capacity.
How To Test Electronic Circuit Board Reliability Before Product Delivery?
Testing electronic circuit boards before delivery is not about checking whether the board powers on once. It is about reducing the chance of hidden defects, intermittent failure, and field return. Reliability testing should be layered, with each method targeting a different risk.
The right test plan depends on the product, but a solid approach often includes the following methods:
X-Ray Inspection Useful for BGAs, QFNs, hidden solder joints, and void analysis.
Flying Probe Or ICT Verifies continuity, isolation, and certain component-level conditions.
Functional Test Confirms the board operates under defined input and output conditions.
Burn-In Or Aging Test Exposes early-life weaknesses under stress or continuous operation.
Environmental Or Special Tests Depending on the project, this may include vibration, humidity, thermal cycling, or waterproofing electronic circuit boards through coating validation.
A simple test matrix is below:
Test Method
Main Purpose
AOI
Visible assembly defect screening
X-Ray
Hidden solder verification
Flying probe / ICT
Electrical continuity check
Functional test
Product behavior verification
Burn-in
Early failure screening
Coating inspection
Surface protection validation
For engineers asking how to test electronic circuit board assemblies effectively, the answer is to combine process inspection with electrical and functional verification. No single test catches every risk. For example, AOI will not reveal all internal solder voids, and functional test may not reveal latent process weakness if coverage is too narrow.
That is why testing electronic circuit boards should be planned at design stage whenever possible. Test points, fixture logic, firmware states, and pass/fail thresholds should be prepared early. Good testing is not added at the end. It is built into the product strategy.
Why Is Contract Manufacturing For Electronic Printed Circuit Board Important For OEM Electronics?
Contract manufacturing for electronic printed circuit board projects is important because most OEMs do not want to build an internal factory for every product line. They want to focus on design, market access, software, system integration, or brand growth, while relying on specialized manufacturers for execution.
The value of contract manufacturing goes beyond labor. A strong manufacturing partner provides:
Process engineering
Procurement control
Quality management
Capacity flexibility
Compliance support
Delivery planning
Cost structure improvement
This is especially important when products move through multiple phases. The needs of EVT, DVT, PVT, pilot run, and recurring production are not identical. A contract manufacturing partner can help bridge those phases without forcing the OEM to rebuild the supply chain every time.
Here is why the model works well for OEM electronics:
OEM Need
Contract Manufacturing Advantage
Faster market launch
Existing process and factory setup
Lower fixed cost
No in-house line investment
Better sourcing reach
Stronger supplier network
Flexible production volume
Prototype to mass support
Quality discipline
Established control plans
For products involving electronic circuit board assembly, OEM buyers also benefit from process knowledge they may not fully maintain in-house. This includes soldering electronic circuit boards, fixture design, traceability systems, thermal process windows, and yield improvement methods.
The strongest contract manufacturers do more than build. They help prevent risk. That is why contract manufacturing remains important for OEM electronics, especially when reliability, speed, and supply-chain resilience all matter at the same time.
Why Choose EBest Circuit (Best Technology) For China Electronic Circuit Board Assembly Services?
Choosing a PCBA partner should come down to whether the supplier can help your team make better manufacturing decisions, not just whether they can place parts on a board. EBest Circuit (Best Technology) is built around that idea.
For China electronic circuit board assembly services, EBest combines engineering support, in-house manufacturing control, sourcing capability, and practical execution for prototype and low-volume OEM projects. The goal is simple: help engineers move faster while lowering avoidable manufacturing risk.
Key strengths include:
One-Stop Integration PCB fabrication, parts sourcing, PCBA assembly, and testing are coordinated in one system.
Prototype And Low-Volume Flexibility This is valuable for product validation, engineering change, and faster design iteration.
Complete Certifications ISO9001, ISO13485, IATF16949, and AS9100D support multi-industry requirements.
In-House Factory + Supplier Network Our PCB and PCBA factories work with 1000+ supply-chain partners to strengthen quality and lead-time control.
20 Years Of Experience We have supported 10,000+ engineers and served 1,800+ customers across different industries.
Fast PCBA Delivery Many projects can be supported with about 1.5-week rapid turnaround, depending on product complexity and material readiness.
For OEMs looking for electronic circuit board manufacturers that understand both engineering and delivery, EBest offers a more complete model than a simple assembly vendor. For quotation, file review, or project discussion, contact sales@bestpcbs.com.
In closing, China electronic circuit board assembly is far more than a sourcing phrase; it represents the full path from engineering files and component strategy to manufacturing control, testing discipline, and final product reliability. This article has shown how a strong supply chain supports better OEM outcomes through factory selection, assembly process control, current and thermal calculation, component management, UPS inverter applications, and pre-delivery testing.
EBest Circuit (Best Technology) stands out with DFM and BOM optimization capability, in-house PCB and PCBA factories, 1000+ supply-chain partners, digital traceability, 20 years of manufacturing experience, and rapid PCBA turnaround for prototype and low-volume projects. To discuss your next China electronic circuit board assembly project, pls contact us via sales@bestpcbs.com.
FAQs About China Electronic Circuit Board Assembly
1. How do I choose a reliable China PCBA manufacturer?
When selecting a China electronic circuit board assembly partner, engineers usually evaluate several criteria: manufacturing capability, quality control system, engineering support, and communication efficiency. Reliable manufacturers typically provide DFM review, component sourcing assistance, automated inspection processes such as AOI or X-ray, and international certifications like ISO9001 or IATF16949.
2. What files are required for China electronic circuit board assembly?
To start a PCB assembly project, manufacturers normally require a set of engineering documents. These usually include Gerber files for PCB fabrication, a Bill of Materials (BOM) listing all components, pick-and-place files for SMT machines, and assembly drawings. Providing complete documentation helps avoid manufacturing errors and ensures faster production scheduling.
3. What should engineers check before sending PCB designs to China for assembly?
Before submitting a PCB design for assembly, engineers should review manufacturability and testability. Important checks include component spacing, solder mask clearance, footprint accuracy, and thermal management for high-power components. Many professional PCBA suppliers also provide Design for Manufacturing (DFM) feedback to optimize the design before mass production.