

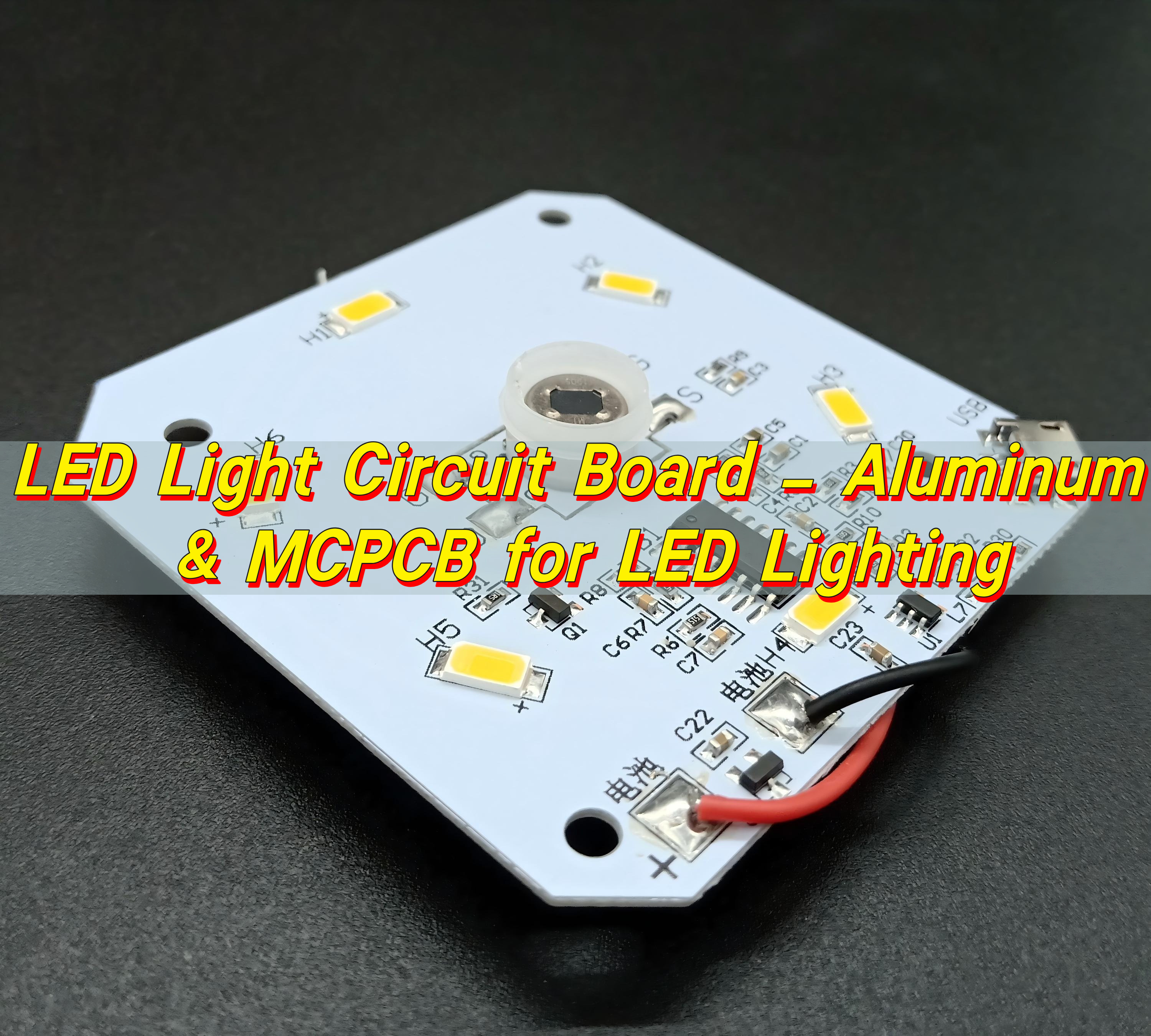
What is an LED light circuit board?
An LED light circuit board is the foundation that supports and powers light-emitting diodes in modern lighting systems. It provides electrical connections, mechanical support, and heat management so LEDs can operate safely and efficiently. Without this board, the small semiconductor LEDs would not be able to receive stable current or maintain long-term reliability.
In simple terms, an LED light board acts as the platform where electronic components are mounted and interconnected. Conductive copper traces on the board guide electrical signals and power to each LED. At the same time, the base material helps spread heat away from the LEDs, which protects them from overheating and performance loss.
Compared with traditional lighting electronics, LED circuit boards require special attention to heat dissipation and current control. LEDs convert a large portion of electrical energy into light, yet some energy still becomes heat. If that heat stays near the LED chip, it may shorten the operating life or reduce brightness over time.
A typical LED light circuit board contains several important parts:
- LED chips or LED packages mounted on the board surface
- Copper traces that route power and signals
- Solder pads used to attach LEDs and other components
- Base substrate that provides structural strength and thermal conduction
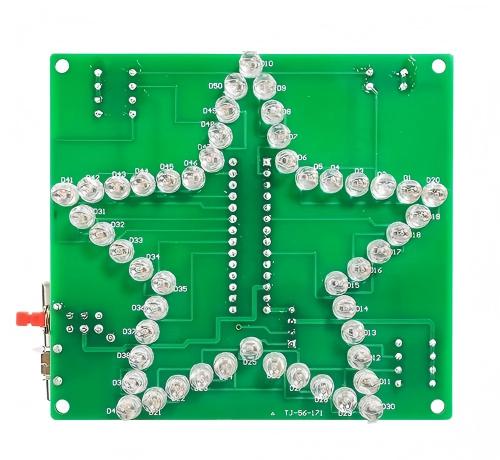
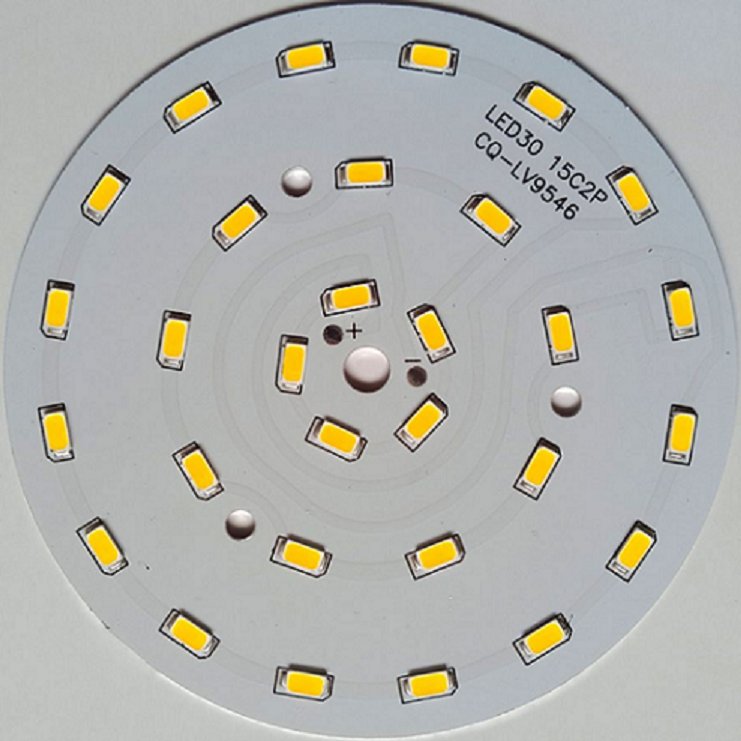
Manufacturers often design these boards in circular, linear, or custom shapes depending on the lighting product. For example, round boards are common in downlights and bulbs, while long narrow boards appear in LED strips or panel lights.
High-quality manufacturing processes are essential to ensure consistent performance. Companies like EBest Circuit (Best Technology) focus on precision PCB fabrication and assembly to support stable LED lighting applications across consumer, industrial, and commercial devices.
How does a LED light board work?
An LED light board works by distributing electrical power through copper traces to a group of LEDs that convert electricity into visible light. Although the principle sounds simple, the design requires careful control of voltage, current, and heat.
LEDs are semiconductor devices that emit light when current flows through them. The circuit board acts as the pathway that guides this electrical current from the power source to each LED component. The working process typically follows several steps. First, electrical power enters the board through connectors or solder points. Then the copper circuitry distributes that power to the LEDs according to the circuit design. Finally, each LED converts electrical energy into light.
Because LEDs require precise current levels, most boards also include electronic components that help regulate power. These components may include resistors, drivers, or control chips depending on the complexity of the lighting system.
The general operating sequence of an LED board can be summarized as follows:
- Power is supplied from a driver or external power source
- Copper traces conduct current to each LED package
- LEDs emit light when the electrical current passes through the semiconductor junction
- Heat generated by the LEDs transfers into the PCB substrate and dissipates outward
Thermal management plays a major role in this process. LEDs are sensitive to temperature, so the board must move heat away quickly. Materials with strong thermal conductivity help maintain stable LED junction temperatures.
Another key factor is electrical balance. If current distribution is uneven, some LEDs may become brighter than others. This can reduce product lifespan or cause inconsistent lighting output.
Modern LED boards may also integrate smart features such as dimming control, color adjustment, or sensor interfaces. These functions allow lighting products to adapt to different environments while maintaining high efficiency. Overall, the LED light board acts as both an electrical network and a thermal platform. It ensures LEDs receive stable power while maintaining the conditions required for bright, reliable illumination.
What types of PCB are used for LED lights?
Different lighting products require different types of circuit boards. The choice of PCB material affects heat management, durability, cost, and overall lighting performance. Although many PCB technologies exist, only a few are commonly used in LED lighting applications. Each type offers unique advantages depending on the power level and environment of the lighting system.
Below are several widely used PCB types for LED lighting.
- FR4 PCB
The FR4 board uses fiberglass reinforced epoxy laminate. It is one of the most common PCB materials in electronics. FR4 boards are affordable and reliable for low-power LED devices. - Aluminum PCB
Aluminum boards are designed for better heat dissipation. A metal base layer transfers heat away from LEDs more efficiently than standard fiberglass materials. - MCPCB (Metal Core PCB)
MCPCBs contain a metal core layer that dramatically improves thermal conductivity. These boards are widely used in high-brightness LED lighting systems. - Flexible PCB
Flexible boards use polyimide material and can bend or fold. They are ideal for curved lighting designs such as LED strips or decorative lighting products.
Each type serves different applications. Lower-power devices may use FR4 boards, while high-power lighting systems often rely on metal-core structures.
| PCB Type | Main Material | Thermal Performance | Typical Applications |
|---|---|---|---|
| FR4 PCB | Fiberglass epoxy | Moderate | Indicator lights, low-power LEDs |
| Aluminum PCB | Aluminum base | High | LED bulbs, floodlights |
| MCPCB | Metal core structure | Very high | High-power lighting modules |
| Flexible PCB | Polyimide film | Moderate | LED strips, wearable lighting |
The choice depends largely on heat management needs and mechanical design requirements. Manufacturers like EBest Circuit (Best Technology) often provide customized PCB solutions that match the exact power level and layout needed for specific LED lighting products. This customization helps ensure consistent performance and reliable long-term operation.
Why use aluminum PCB for LED light circuit boards?
Aluminum PCBs have become one of the most popular solutions for LED lighting systems. Their design helps solve one of the biggest challenges in LED technology: heat management.
LED chips generate heat during operation. If that heat accumulates near the semiconductor junction, it can reduce brightness and shorten the device lifespan. Aluminum PCBs address this issue by transferring heat efficiently through a metal base layer.
An aluminum LED board typically contains three layers. The top layer holds the copper circuitry and solder pads. Beneath that sits a dielectric layer designed for thermal conduction. The bottom layer is an aluminum base that spreads heat across a larger area. This structure allows heat to move quickly away from the LED components. As a result, the lighting system remains stable even during long periods of operation.
Aluminum LED boards offer several powerful advantages.
- Excellent thermal conductivity that protects LED chips
- Strong mechanical stability for high-power lighting products
- Lightweight structure compared with other metal materials
- Reliable performance in demanding environments
Another important benefit is cost efficiency. Aluminum PCBs provide strong heat performance while remaining relatively affordable to manufacture. This balance makes them ideal for many commercial lighting products. They are widely used in applications such as LED street lights, stage lighting, industrial lamps, and automotive lighting systems.
In addition, aluminum boards can support high current levels without overheating. This feature makes them suitable for high-brightness LED arrays that require strong illumination output. Manufacturers often combine aluminum PCB technology with precise LED layout design to achieve consistent brightness and energy efficiency. With proper engineering, these boards deliver stable lighting performance for years.
What are the advantages of MCPCB for LED lighting?
MCPCB is a specialized PCB structure designed to provide exceptional heat dissipation for high-power electronic devices. In LED lighting systems, MCPCBs are widely used because they can transfer heat much faster than standard circuit boards. Their internal metal core acts as a thermal pathway that moves heat away from the LEDs.
Most MCPCBs use aluminum as the core material, although copper may also be used in high-performance designs. The metal core sits beneath a dielectric layer that electrically isolates the copper circuitry while still allowing heat transfer.
This structure provides several impressive benefits for LED lighting products.
- High thermal conductivity improves LED lifespan
- Stable mechanical strength supports heavy LED components
- Better temperature control keeps brightness consistent
- Strong reliability in high-power lighting environments
Another advantage is improved energy efficiency. When LEDs operate at lower temperatures, they convert electricity into light more effectively. That means lighting systems using MCPCBs can deliver stronger illumination while consuming less energy.
MCPCB technology also supports compact lighting designs. Because heat spreads more efficiently, engineers can place LEDs closer together without causing overheating problems.
| Feature | Aluminum PCB | MCPCB |
|---|---|---|
| Core Material | Aluminum | Aluminum or copper |
| Thermal Performance | High | Very high |
| Cost | Moderate | Higher |
| Applications | General LED lighting | High-power LED modules |
Companies like EBest Circuit (Best Technology) manufacture high-precision MCPCB boards that support advanced LED lighting solutions across industries including automotive, architectural lighting, and industrial equipment.
What factors affect LED PCB performance?
The performance of an LED circuit board depends on multiple design and manufacturing factors. Even small variations in material quality or layout design can influence lighting efficiency and reliability. One major factor is thermal management. LEDs operate best when their junction temperature remains low. If heat cannot escape efficiently, performance may decline over time.
Another important factor is PCB material selection. Materials with higher thermal conductivity help transfer heat away from LEDs. Aluminum and metal core boards are widely used for this reason.
Several key elements influence LED PCB performance:
- PCB substrate thermal conductivity
- Copper trace thickness and layout
- LED placement density
- Quality of solder joints
- Driver circuit design
Thermal vias and heat spreaders also play a major role in improving heat transfer. These design features allow heat to move from the top surface of the board to the metal base layer more efficiently.
Electrical stability is another important consideration. Proper circuit design ensures consistent current distribution across all LEDs. When current remains balanced, lighting output stays uniform and reliable. Manufacturing quality also affects performance. High-precision PCB fabrication reduces the risk of defects such as poor solder connections or uneven copper thickness.
Environmental conditions may also influence LED board reliability. Temperature fluctuations, humidity, and vibration can affect electronic components over time. Durable PCB materials and protective coatings help improve resistance to these environmental stresses.
Experienced manufacturers follow strict quality standards during production. Companies like EBest Circuit (Best Technology) apply advanced fabrication techniques and inspection processes to maintain consistent board performance.
How to make a circuit board for LED lights?
Designing and manufacturing a circuit board for LED lighting involves several steps. Each stage requires careful planning to ensure electrical stability and effective heat management.
The process usually begins with circuit design. Engineers determine the number of LEDs, their arrangement, and the electrical requirements of the lighting system. After the electrical schematic is complete, the layout design stage begins. Engineers create the physical arrangement of components and copper traces on the PCB.
The typical development process includes the following steps.
- Define LED electrical requirements and power input
- Create schematic diagrams for the circuit design
- Design the PCB layout with proper trace routing
- Select suitable PCB material such as aluminum or MCPCB
- Manufacture the PCB through fabrication processes
- Assemble LEDs and components using SMT or reflow soldering
- Perform testing to confirm brightness and electrical stability
Thermal design is especially important during layout development. Engineers often place LEDs evenly across the board to distribute heat more effectively. Heat sinks may also be integrated into the final lighting product. These structures work together with the PCB to remove excess heat from the system.
After assembly, the board undergoes testing procedures. Engineers check current distribution, brightness levels, and thermal behavior to confirm proper operation. If necessary, adjustments are made to improve performance before full production begins.
Working with experienced PCB manufacturers simplifies this process. Companies such as EBest Circuit (Best Technology) provide design support and fabrication services that help clients develop efficient LED lighting boards from concept to mass production.
How long do LED light boards last?
One of the biggest advantages of LED lighting technology is its long lifespan. When supported by a high-quality circuit board, LED light boards can operate for many years without significant performance loss.
Most LED lighting systems are designed to last between 30,000 and 50,000 hours of operation. Some advanced designs can even exceed this range when thermal management is optimized.
The circuit board plays a critical role in achieving this lifespan. Proper heat dissipation prevents excessive temperature buildup that could damage LED components. Several factors influence how long an LED board will last.
- LED chip quality
- Thermal conductivity of the PCB material
- Operating temperature
- Power driver stability
- Environmental conditions
When these elements work together effectively, LED lighting products maintain stable brightness for a very long time.
Thermal management again proves essential. If the board transfers heat efficiently, the LED junction temperature stays within safe limits. This helps protect both the LEDs and surrounding electronic components. Manufacturers often perform accelerated life testing to evaluate long-term reliability. These tests simulate extended operation under controlled conditions to verify product durability.
Well-designed LED boards used in commercial lighting systems often remain functional for more than a decade in normal usage environments. High-quality production also improves longevity. Reliable solder joints, consistent copper thickness, and precise component placement all contribute to stable operation over time.
For this reason, many lighting brands work with specialized PCB manufacturers like EBest Circuit (Best Technology) that focus on quality control and durable board construction.

Where are LED light circuit boards commonly used?
LED light circuit boards appear in a wide range of modern lighting systems. Their compact design, high efficiency, and reliability make them suitable for many industries.
As LED technology continues to advance, the variety of applications keeps expanding. Some of the most common uses include:
- Residential lighting such as bulbs, ceiling lights, and decorative lamps
- Commercial lighting including office panels and retail lighting displays
- Automotive lighting for headlights, signal lights, and interior illumination
- Industrial lighting used in factories and warehouses
- Outdoor lighting such as street lights and landscape illumination
LED boards are also widely used in electronic devices. Examples include televisions, display panels, gaming equipment, and smart home products. Architectural lighting is another growing application area. Designers often use LED boards to create flexible lighting solutions that highlight building structures and interior spaces.
Medical equipment, stage lighting, and emergency lighting systems also rely on LED circuit boards for stable and efficient illumination. The versatility of LED boards comes from their adaptable design. Engineers can customize board size, shape, and power level to match specific lighting requirements.
Companies like EBest Circuit (Best Technology) provide custom PCB manufacturing that supports these diverse applications. Our expertise helps clients develop reliable LED lighting modules tailored to different industries.
Summary:
LED light circuit boards form the core of modern LED lighting systems. They provide electrical pathways, structural support, and effective heat dissipation that allow LEDs to perform efficiently and reliably. Different PCB types, including FR4 boards, aluminum PCBs, and MCPCBs, serve various lighting needs. Among them, aluminum and metal core boards offer superior thermal performance for high-power lighting applications.
If you would like to learn more about LED PCB solutions or need customized circuit boards for your lighting products, feel free to contact EBest Circuit (Best Technology) for professional support. Contact: sales@bestpcbs.com