

Custom PCB design for industrial networks means building a printed circuit board for reliable data communication in machines, controllers, gateways, sensors, and field devices. The board must handle Ethernet or other network signals, stable power, EMC risk, connector stress, surge exposure, thermal load, and production repeatability at the same time.
For buyers and hardware engineers, the practical question is not only whether the circuit works on the bench. The real question is whether the PCB can be fabricated, assembled, tested, and used in a noisy industrial environment without repeated layout changes. That is why this article focuses on design checks, manufacturing files, and supplier review points for industrial network PCB projects.
What Is Custom PCB Design for Industrial Networks?
Custom PCB design for industrial networks is the process of creating a circuit board layout for devices that exchange data in factory, automation, monitoring, or machine-control environments.
These boards may support industrial Ethernet, RS-485, CAN, PoE, wireless modules, sensor interfaces, edge controllers, gateways, or mixed-signal control circuits. Unlike a generic development board, a custom industrial network PCB must fit the product enclosure, connector position, cable strain, operating temperature, power budget, and final assembly process.
The design work usually starts from schematic and layout, but it should not end there. The PCB also needs stackup definition, impedance planning, connector footprint control, ESD and surge protection, test access, and a manufacturable release package. For projects that need custom board types, review the available custom PCB and PCBA solutions early instead of waiting until the layout is already locked.
Where Industrial Network PCBs Are Used
Industrial network PCBs are used wherever electronic equipment must communicate reliably with other devices under electrical noise, vibration, temperature variation, or long cable runs.
| Application | Typical board requirement | Main design risk |
| PLC and I/O modules | Ethernet, RS-485, isolated inputs, dense connectors | Noise coupling, connector spacing, test access |
| Industrial gateways | Multiple RJ45 ports, MCU or MPU, power regulation | Impedance control, heat, ESD path |
| Smart sensors | Sensor front end, wireless or wired data link, compact shape | Analog noise, grounding, enclosure fit |
| PoE devices | Ethernet data and power on the same cable | Power loss, isolation, surge protection |
| Machine vision or control boards | High-speed data, stable power rails, edge connectors | Signal integrity, thermal rise, BOM stability |
These applications often combine digital communication, power conversion, and field wiring on one board. That combination is useful, but it also creates design conflicts. The layout must keep noisy switching loops away from magnetics and data traces, give connectors enough mechanical support, and leave enough room for inspection and rework.
Key Design Checks Before Layout Release
The most useful pre-release checks are signal integrity, PoE or power design, EMC and isolation, connector reliability, and DFM file readiness.
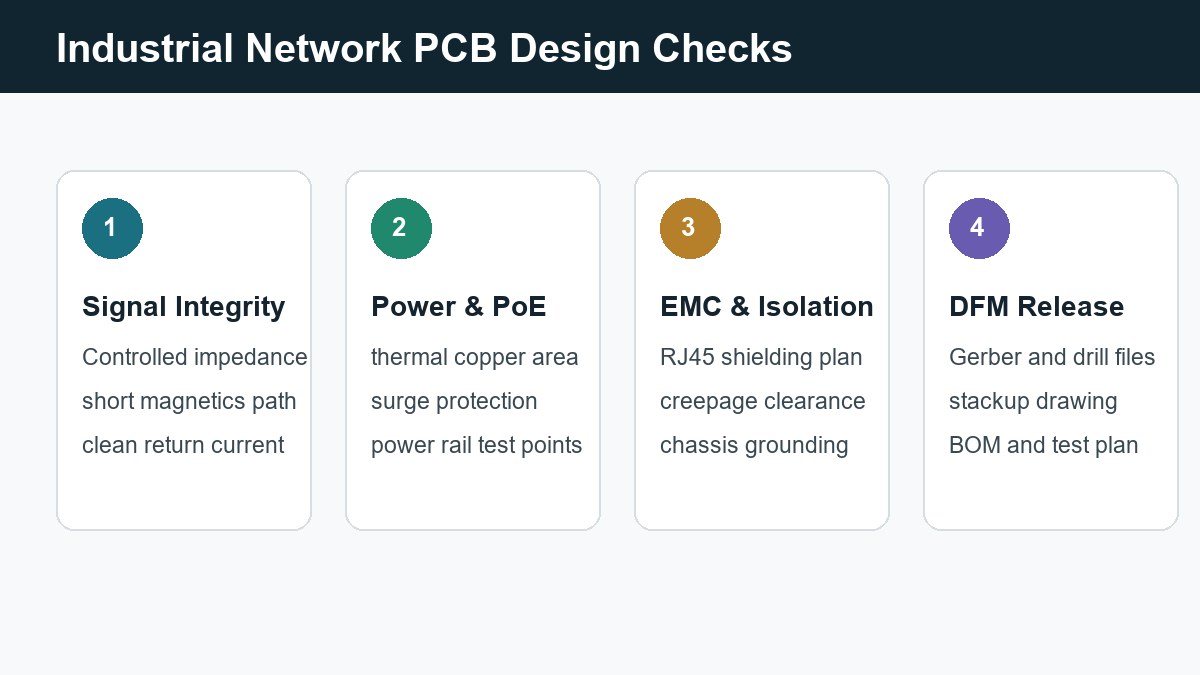
Start with the communication path. Ethernet differential pairs, high-speed sensor buses, and clock lines need controlled routing, short return paths, and careful spacing from switching power sections. If the product uses dense connectors or fast edge rates, a standard board may not be enough. In those cases, HDI PCB or tighter multilayer routing may be part of the design discussion.
Next, review power and thermal behavior. PoE, DC input modules, relays, and motor-control interfaces can push current through small board areas. Trace width, copper weight, thermal vias, fuse position, TVS diode placement, and connector current rating should be checked together. A layout that passes electrical simulation can still fail in production if heat concentrates under one regulator or if field wiring injects surge current into the wrong ground path.
Finally, check how the board will be assembled and inspected. An industrial network PCB often has RJ45 connectors, shield cans, terminal blocks, optocouplers, magnetics, LEDs, and test points. Footprint polarity, component height, solder access, and panelization should be reviewed before prototype order. If the project includes mounted components, plan the PCB assembly support at the same time as bare board fabrication.
How Stackup and Materials Affect Network Reliability
Stackup and material choice affect impedance stability, EMI behavior, thermal movement, and long-term reliability more than many buyers expect.
For many industrial control boards, FR4 is still the correct starting point. The decision is not simply “FR4 or special material.” Engineers should define board thickness, copper weight, layer count, reference planes, dielectric spacing, and operating temperature before asking for a quote. A controlled stackup helps keep Ethernet pairs consistent, gives return current a clean path, and reduces layout guesswork.
When the product must handle higher heat, tighter size, high-density connectors, or higher data rates, the board may need high Tg FR4, multilayer construction, impedance control, heavy copper, or special process review. You can use a standard FR4 printed circuit board for many designs, but do not treat the laminate as a default afterthought. Material choice should follow the electrical, thermal, and mechanical load of the device.
EMC, ESD, and Isolation Checks
Industrial network PCB design should give noise and surge current a controlled path instead of letting it travel through sensitive logic or sensor circuits.
Ethernet, RS-485, CAN, and external sensor ports usually connect to cables that may run near motors, relays, power wiring, or long metal frames. That means the PCB must consider ESD, surge, common-mode noise, shielding, creepage distance, and grounding strategy. Protection components should sit near the connector, not deep inside the board after a long trace path.
For RJ45 Ethernet, the magnetics area, shield connection, chassis reference, and differential routing deserve a dedicated layout review. For isolated inputs or fieldbus connectors, isolation slots and clearance rules must be visible in the fabrication data. For noisy power sections, keep switching loops compact and do not route sensitive communication traces under them unless the stackup and return path are deliberate.
Connector and Mechanical Reliability
Connector reliability is a PCB design issue because the board must survive cable insertion, pull force, enclosure fit, and repeated maintenance.
Industrial network products often fail at practical mechanical points: cracked solder joints under heavy connectors, weak cable strain relief, poor board support near terminal blocks, or connector openings that do not line up with the enclosure. A custom PCB should place mounting holes, keepouts, stiff areas, and connector orientation before the layout becomes crowded.
If the board needs edge connectors, shielded RJ45 jacks, terminal blocks, or unusual cutouts, include mechanical drawings with the quote package. Special board shapes, gold fingers, impedance lines, and nonstandard copper requirements should be reviewed as special PCB items rather than handled as ordinary low-risk details.
Production File Checklist for an Accurate Quote
An accurate quote needs fabrication, assembly, mechanical, and testing information, not only a Gerber file.
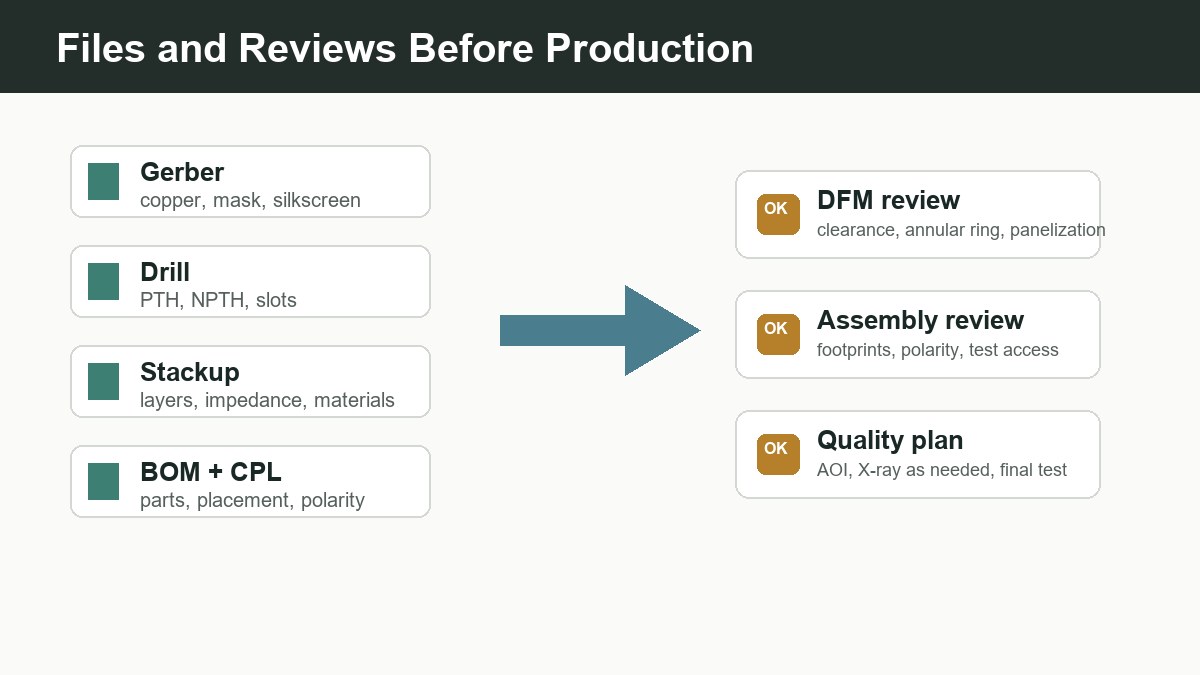
For bare PCB fabrication, send Gerber or ODB++ files, NC drill files, board outline, stackup request, copper thickness, surface finish, solder mask color, impedance requirements, special notes, and quantity. For assembly, add the BOM, pick-and-place file, assembly drawing, polarity notes, approved alternates, programming needs, and test requirements.
Do not hide special requirements inside email text only. Put them in the drawing or release note so CAM, procurement, assembly, and quality teams see the same information. If the project is still at prototype stage, prototype PCB assembly can help validate footprints, connector fit, and test points before scaling to a larger build.
Supplier Questions Buyers Should Ask
A supplier for industrial network PCB work should be able to discuss DFM, stackup, assembly, testing, and component risk before production starts.
- Can you review the Ethernet or high-speed routing stackup before fabrication?
- Can you confirm minimum annular ring, drill-to-copper clearance, and slot capability?
- Can you assemble shielded connectors, magnetics, terminal blocks, and mixed SMT/THT parts?
- How will polarity, connector orientation, and functional test access be checked?
- Which components in the BOM need alternates or sourcing confirmation?
- Can you separate bare PCB, assembly, and testing cost drivers in the quote?
BOM risk is often underestimated in custom industrial electronics. Ethernet magnetics, isolated power modules, TVS arrays, terminal blocks, and industrial connectors can have long lead times or multiple acceptable alternates. For that reason, component sourcing should be reviewed before the layout is frozen, especially when footprint-compatible alternates are possible.
Common Mistakes That Delay Industrial Network PCB Projects
Most delays come from unclear files, missing mechanical details, weak test planning, and design choices that are hard to build consistently.
A common mistake is sending only Gerbers when the project also needs controlled impedance, assembly, programming, and functional testing. Another is placing Ethernet connectors and surge protection after the rest of the board is already dense. That often leads to long protection paths, poor grounding, and last-minute compromises around the enclosure.
Buyers also sometimes compare quotes without checking assumptions. One supplier may quote bare boards only, while another includes assembly, component procurement, testing, and fixture work. A lower number is not useful if it excludes the work needed to make the product shippable.
FAQ About Custom PCB Design for Industrial Networks
What makes an industrial network PCB different from a normal PCB?
An industrial network PCB usually connects to cables, machines, sensors, or controllers in electrically noisy environments. It needs stronger attention to EMC, ESD, grounding, connector strength, power stability, test access, and production repeatability than a simple low-speed control board.
Do industrial Ethernet PCBs always need controlled impedance?
Not always, but Ethernet differential pairs and faster interfaces should be reviewed for impedance, stackup, routing length, pair spacing, and return path. If cable length, data rate, EMI risk, or product reliability matters, controlled impedance planning is safer than treating the traces as ordinary signal routes.
What files should I send for a custom industrial network PCB quote?
Send Gerber or ODB++ files, drill files, board outline, stackup, material and copper requirements, BOM, pick-and-place file, assembly drawing, impedance notes, testing requirements, and any enclosure or connector constraints. More complete files reduce quote assumptions.
Can one supplier handle both PCB fabrication and assembly?
Yes, but confirm the supplier can handle the specific connector types, mixed SMT and through-hole parts, BOM sourcing, inspection, and functional test requirements. A one-stop supplier is useful only when the assembly and quality plan match the product risk.
When should component sourcing be reviewed?
Review sourcing before the layout is frozen. Industrial connectors, Ethernet magnetics, isolated modules, TVS arrays, and power components may need footprint-compatible alternates. Early review prevents redesign when a preferred part is unavailable or has an unsuitable lead time.
How can I reduce redesign risk before mass production?
Build a prototype with the real connectors, enclosure constraints, power input, and test method. Check signal behavior, heat, connector fit, assembly yield, and functional test coverage before increasing quantity. Do not rely only on schematic correctness.
Final Checks Before Sending Your Files
Before sending files for quotation or production, check whether the board has a defined stackup, clear connector placement, protected external interfaces, test points, assembly notes, and a realistic BOM.
Custom PCB design for industrial networks works best when electrical, mechanical, assembly, and sourcing requirements are reviewed together. If you are preparing an industrial Ethernet, PoE, sensor gateway, PLC module, or machine-control PCB, send your Gerber files, BOM, stackup request, connector requirements, quantity, and testing needs to sales@bestpcbs.com for engineering review and a practical quote.
You may also like






Tags: Custom PCB Design, Ethernet PCB, industrial pcb, PCB DFM

