

Choosing ceramic substrates factors to consider
Choosing ceramic substrates requires more than checking one material property. A ceramic substrate works as an electrical insulator, a thermal path, a mechanical support, and a stable base for circuit patterns. In power electronics, semiconductor modules, LED devices, sensors, medical electronics, and industrial equipment, the substrate directly affects reliability, heat control, insulation safety, and assembly performance.
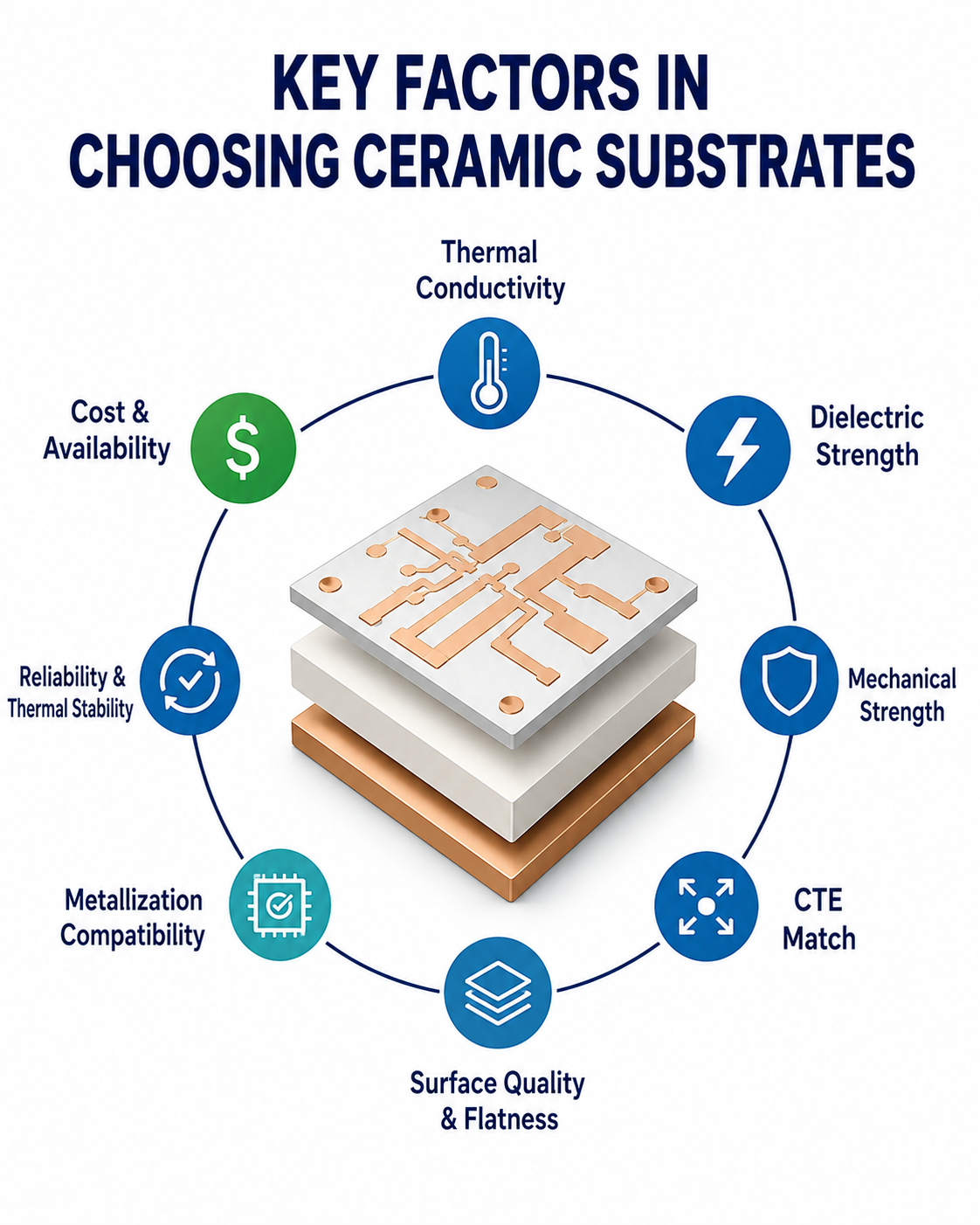
The main factors include thermal conductivity, dielectric strength, mechanical strength, coefficient of thermal expansion, surface quality, metallization compatibility, and cost. A material with excellent heat transfer may not always be the best choice if the project also needs tight dimensional control, lower cost, or easier processing. This is why alumina, aluminum nitride, silicon nitride, and zirconia are used in different applications.
Alumina is often the first material engineers consider because it provides balanced electrical, thermal, and mechanical performance. It is widely available, cost-effective, and compatible with mature ceramic circuit processes. Aluminum nitride is usually selected when heat dissipation is the top priority. Silicon nitride is suitable for demanding power modules that need high strength and thermal shock resistance. Zirconia is preferred for tough, wear-resistant ceramic parts, especially where precision machining is required.
For ceramic substrate projects, the selection should start with the working conditions of the final product. Engineers should review operating temperature, voltage, current, heat density, mounting method, copper structure, soldering process, and reliability requirements. At EBest Circuit, material selection is usually reviewed together with circuit design and manufacturing feasibility, so customers can avoid over-design, reduce production risk, and choose a substrate that fits the real application.
Ceramic substrate material selection criteria
Ceramic substrate material selection criteria should be based on performance needs and production requirements. The right substrate must support stable heat transfer, reliable insulation, mechanical durability, and suitable circuit processing. In many cases, the best material is not the most advanced one, but the one that meets the design target with stable quality and reasonable cost.
Thermal performance is one of the first points to check. Power modules, LEDs, RF devices, and semiconductor packages create heat during operation. If heat is not removed efficiently, device temperature rises and performance may become unstable. Alumina offers much better thermal conductivity than FR4 and works well in many medium-power applications. Aluminum nitride provides much higher thermal conductivity and is used when heat density is high. Silicon nitride is selected when both strength and thermal cycling performance are important.
Electrical insulation is equally important. Ceramic substrates are widely used because they offer high dielectric strength and stable insulation at elevated temperature. For high-voltage circuits, engineers should review dielectric strength, insulation resistance, ceramic thickness, creepage distance, clearance distance, and conductor spacing. A strong ceramic material still needs a correct layout to support safe operation.
Mechanical properties should also be considered early. Substrates may face handling pressure, vibration, clamping force, soldering stress, and repeated temperature changes. Alumina provides high hardness and good flexural strength. Silicon nitride offers stronger toughness for harsh thermal cycling. The properties of zirconia make it useful for mechanical ceramic parts that need toughness and wear resistance. When machining zirconia ceramic or alumina components, tolerance, edge design, hole position, and surface finish must be defined clearly.
Key selection criteria include:
- Thermal conductivity and total thermal resistance.
- Dielectric strength and working voltage.
- Bending strength, hardness, and fracture toughness.
- Coefficient of thermal expansion.
- Surface roughness, flatness, and thickness tolerance.
- Metallization method and copper adhesion.
- Production volume, cost target, and lead time.
A practical selection process combines datasheet values with manufacturing experience. Material values alone do not show how a substrate will perform after copper bonding, soldering, plating, testing, and assembly. This is why early communication with a ceramic PCB manufacturer is valuable, especially for custom substrates, DPC ceramic PCBs, thick film circuits, and power electronics modules.
Alumina material properties and applications
Alumina, also known as aluminum oxide or Al2O3, is one of the most widely used ceramic materials in electronic substrates. It is available in different purity levels, including 92%, 95%, 96%, and 99%. For ceramic substrates, 96% alumina is common because it offers a good balance of performance, cost, and manufacturability. Higher-purity alumina may be used when the design needs improved surface quality, dielectric performance, or chemical stability.
The material properties of ceramics vary by composition and process, but alumina is valued for its stable combination of insulation, hardness, heat resistance, and mechanical strength. It has high dielectric strength, high volume resistivity, good wear resistance, and moderate thermal conductivity. These properties make it suitable for ceramic PCBs, hybrid circuits, thick film substrates, sensor carriers, LED boards, and semiconductor-related packages.
| Property | Typical 96% Alumina Range | Practical Meaning |
|---|---|---|
| Thermal conductivity | About 20–30 W/m·K | Better heat transfer than FR4 |
| Dielectric strength | Often above 10 kV/mm | Supports high insulation performance |
| Flexural strength | About 300–400 MPa | Helps resist handling and assembly stress |
| Hardness | Around 15–18 GPa | Provides strong wear resistance |
| CTE | About 6.5–8.0 ppm/°C | Helps manage thermal expansion stress |
| Volume resistivity | Very high | Supports stable electrical insulation |
Alumina substrate applications cover many industries. In LED modules, alumina helps conduct heat away from the light source. In power control circuits, it provides insulation and mechanical support. In sensors, it offers a stable platform for circuits exposed to heat, chemicals, or pressure. In medical and industrial electronics, alumina supports long service life and stable performance.
Alumina is also suitable for several manufacturing processes, including thick film printing, thin film circuits, DPC copper plating, and customized ceramic metallization. This flexibility makes it a practical choice for both prototype development and batch production. For many projects, alumina provides the right balance between performance and cost before moving to higher-cost materials such as aluminum nitride or silicon nitride.
Which property makes alumina ideal for wear-resistant applications?
The key property that makes alumina ideal for wear-resistant applications is high hardness. Alumina has a hard ceramic surface that resists abrasion, sliding contact, particle wear, and repeated mechanical friction. This is why alumina is used in wear plates, guides, seals, nozzles, pump parts, textile components, and precision insulating parts.
In electronics, wear resistance is also useful. Ceramic substrates may experience handling, cleaning, clamping, mounting pressure, and repeated thermal cycles. A hard and stable surface helps maintain dimensional accuracy and reduces surface damage during production and use. Alumina’s hardness also supports stable circuit processing when surface roughness and metallization adhesion are properly controlled.
Wear performance depends on more than hardness alone. Density, grain size, porosity, surface finish, and purity all affect the final result. Dense alumina with controlled grain structure generally performs better than porous ceramic. Surface condition also matters. A smoother surface can reduce friction, while a controlled roughness may improve conductor adhesion in ceramic circuit manufacturing.
When compared with ceramic zirconia, alumina usually offers higher hardness and strong abrasion resistance. Zirconia provides higher toughness and better crack resistance, which is useful for impact-loaded mechanical parts. For circuit substrates and insulating components, alumina remains a strong option because it combines hardness, insulation, heat resistance, and cost efficiency.
How to choose ceramic substrate for power electronics?
To choose a ceramic substrate for power electronics, engineers should evaluate heat generation, working voltage, current density, package type, assembly structure, and reliability life. Power electronics often place thermal, electrical, and mechanical stress on the substrate at the same time. The substrate must move heat away from power devices while maintaining safe insulation.
The first step is to define the thermal load. Medium-power circuits may use alumina successfully. High-power LEDs, laser modules, SiC devices, GaN devices, MOSFETs, and IGBT modules may require aluminum nitride or silicon nitride. Alumina ceramic substrate thermal conductivity is much higher than FR4, but aluminum nitride provides stronger heat transfer when the power density is high.
The second step is to check electrical insulation. High-voltage modules need suitable ceramic thickness, conductor spacing, creepage distance, and clearance distance. Engineers should also consider peak voltage, partial discharge risk, insulation test requirements, and operating temperature. A good ceramic substrate supports the electrical design, but the layout must also be correct.
The third step is to review mechanical stress. Copper, ceramic, solder, chips, and base materials expand at different rates during heating and cooling. This can create stress at the bonding interface. Ceramic thickness, copper thickness, copper area, layout symmetry, and mounting method all influence long-term reliability.
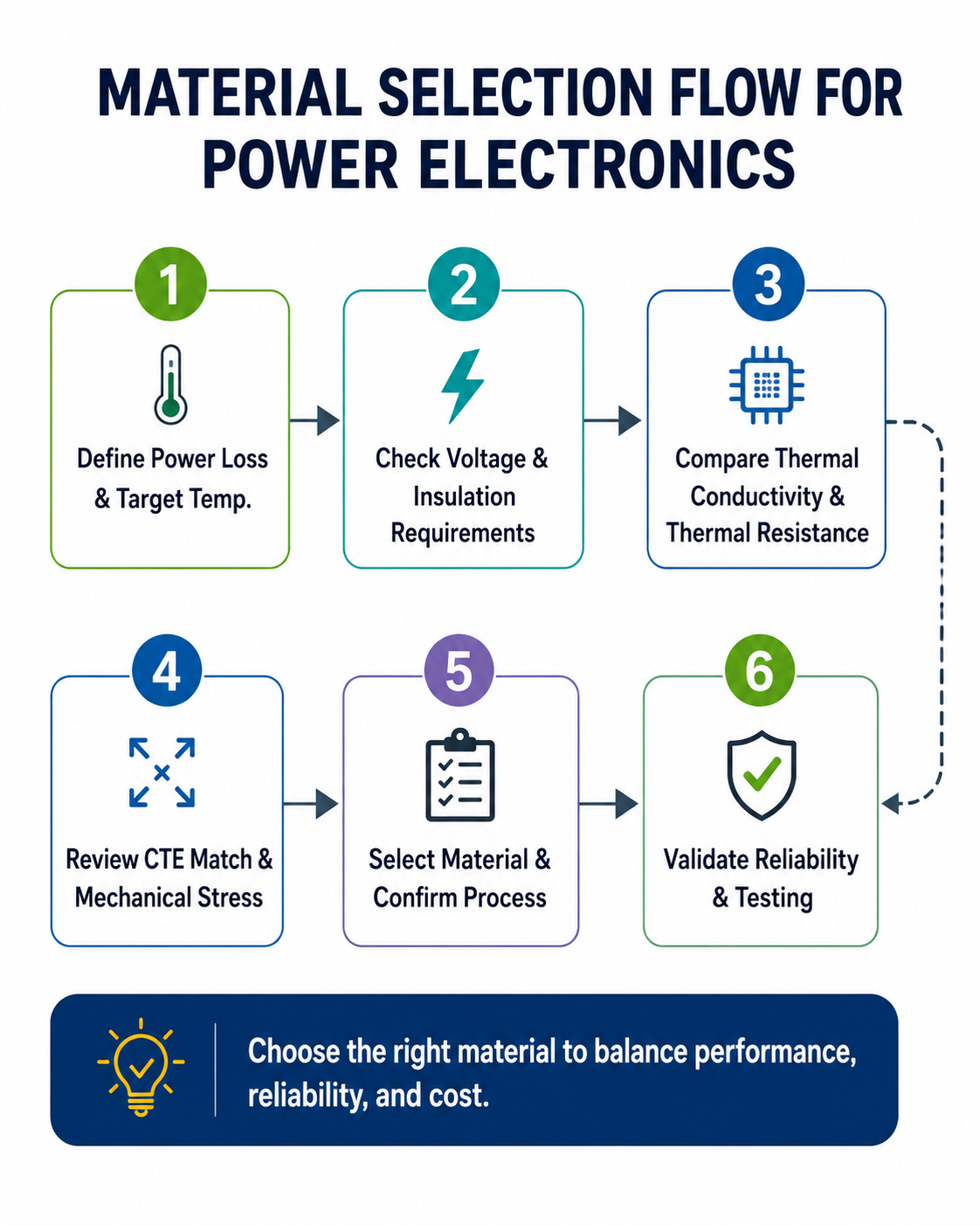
A practical selection process includes:
- Define power loss and target operating temperature.
- Compare thermal conductivity and total thermal resistance.
- Review voltage class and insulation requirements.
- Check CTE compatibility with copper, solder, chips, and heat sinks.
- Choose the suitable ceramic material.
- Confirm metallization, surface finish, soldering method, and testing standard.
| Material | Main Strength | Common Use in Power Electronics |
| Alumina | Balanced insulation, cost, and process stability | Medium-power modules, LED boards, control circuits |
| Aluminum nitride | High thermal conductivity | High-power LEDs, laser modules, RF power devices |
| Silicon nitride | High strength and thermal shock resistance | Power modules with cycling or vibration |
| Zirconia | Toughness and wear resistance | Mechanical ceramic parts and insulating supports |
The right material depends on the actual thermal and electrical requirement. If alumina meets the temperature target, it is often the most practical choice. If the design needs a stronger heat path, aluminum nitride or silicon nitride can be evaluated. EBest Circuit can help customers compare ceramic options, copper structures, and production routes before sample fabrication.
Alumina ceramic substrate thermal conductivity
Alumina ceramic substrate thermal conductivity is typically about 20–30 W/m·K, depending on purity, density, and manufacturing process. This is much higher than standard FR4, which is usually around 0.3 W/m·K. Because of this difference, alumina is widely used when a circuit needs better heat transfer while keeping reliable electrical insulation.
Thermal conductivity should not be reviewed alone. Heat moves through the full structure, including chip, solder, copper, metallization, ceramic, thermal interface material, and heat sink. A good alumina substrate can still perform poorly if the copper design, solder layer, or mounting method creates high thermal resistance. For this reason, the complete heat path should be evaluated during design.
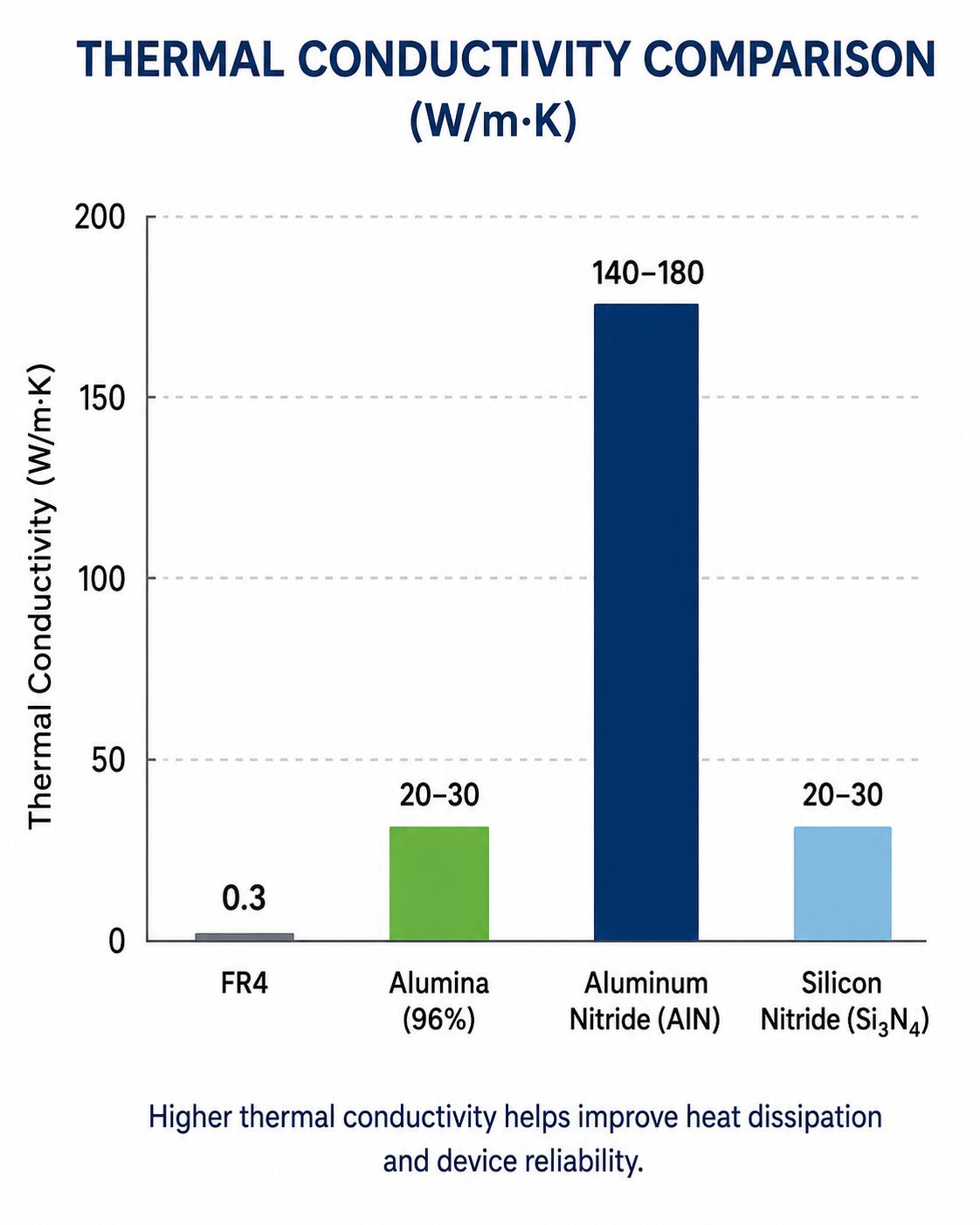
Alumina is suitable for many medium-power electronic products. It helps reduce local heat concentration in LED modules, power resistors, sensor boards, and hybrid circuits. It also provides stable insulation, which is important when heat and voltage appear together. For higher heat density, aluminum nitride may be selected because its thermal conductivity can often reach 140–180 W/m·K or higher, depending on grade.
Designers can improve thermal performance by choosing the right ceramic thickness, increasing useful copper area, reducing unnecessary thermal interface layers, and creating a short path from heat source to heat sink. These design decisions often have a major effect on final temperature. Material choice is important, but structure design determines how well the material performs in the finished product.
Alumina vs aluminum nitride substrate properties
Alumina and aluminum nitride are both important ceramic substrate materials, but they are used for different design priorities. Alumina provides balanced electrical insulation, mechanical strength, process maturity, and cost control. Aluminum nitride is selected when high thermal conductivity is the main requirement. Both materials can support advanced electronic products, but the better choice depends on power density, budget, reliability target, and assembly structure.
Alumina is a practical option for LED substrates, thick film circuits, sensor carriers, hybrid electronics, control modules, and many semiconductor-related assemblies. It is widely available and compatible with several metallization methods. Aluminum nitride is more suitable for high-power LEDs, RF modules, laser devices, power semiconductors, and packages where fast heat transfer is critical.
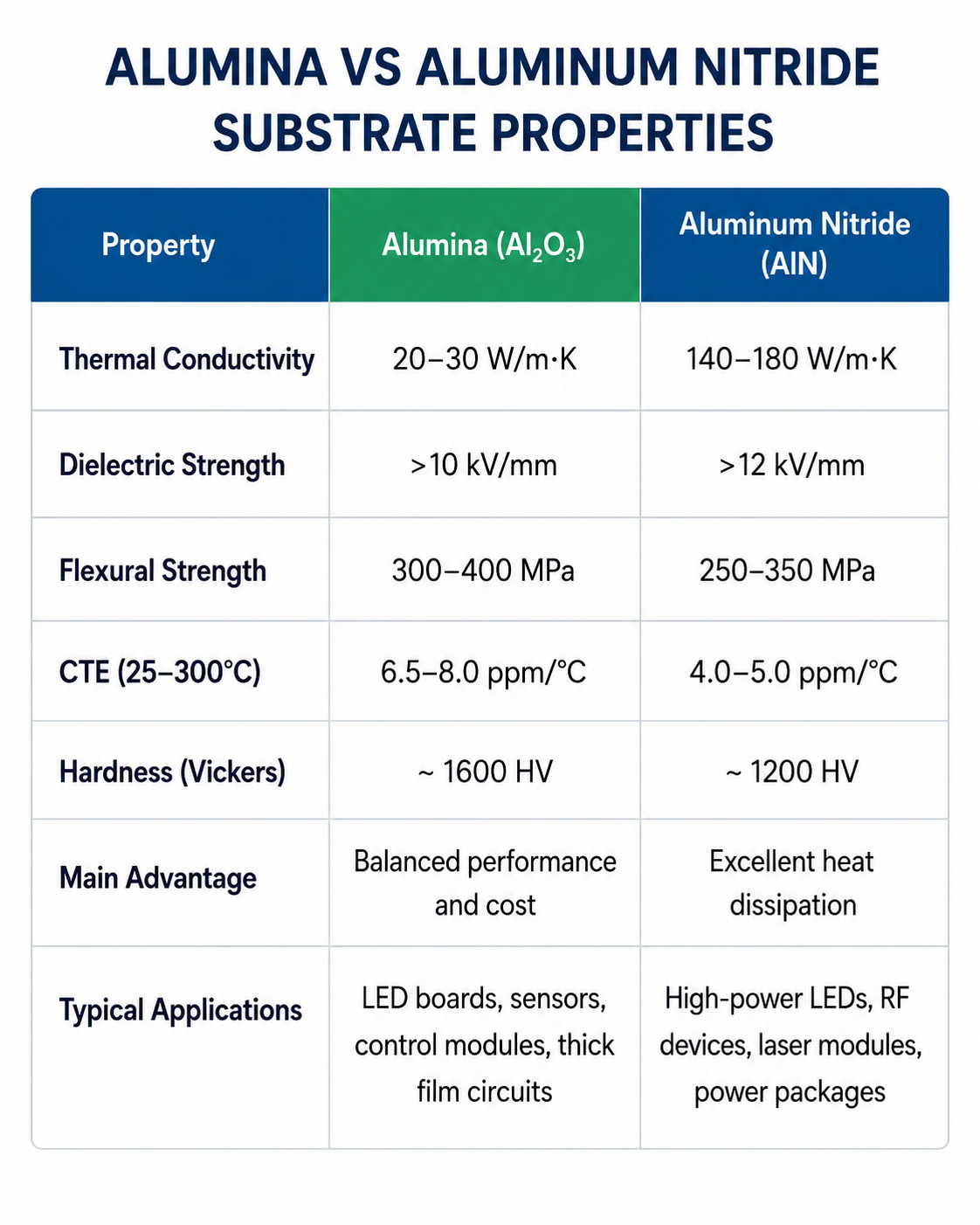
| Property | Alumina Substrate | Aluminum Nitride Substrate |
| Main advantage | Balanced performance and cost | Excellent heat dissipation |
| Typical thermal conductivity | About 20–30 W/m·K | About 140–180 W/m·K |
| Electrical insulation | Excellent | Excellent |
| Mechanical hardness | High | Good |
| CTE match with silicon | Acceptable for many designs | Very good |
| Cost level | More economical | Higher |
| Supply chain | Very mature | Mature but more specialized |
| Common applications | LED boards, sensors, thick film circuits, control modules | High-power LEDs, RF devices, laser modules, power packages |
If the design can meet thermal targets with alumina, alumina is usually the more economical and accessible choice. If the junction temperature remains too high, aluminum nitride becomes a practical upgrade. Engineers should also review copper thickness, bonding method, surface finish, and heat sink design before making the final decision.
At EBest Circuit, customers often compare alumina and aluminum nitride during early design review. This helps control cost while keeping the required electrical and thermal performance. The goal is to select a material that supports the application without unnecessary complexity.
Al2O3 ceramic substrate mechanical properties
Al2O3 ceramic substrate mechanical properties are important for manufacturing, assembly, and long-term reliability. Alumina is hard, rigid, and dimensionally stable. These features make it suitable for ceramic circuit boards, insulating plates, thick film substrates, DPC ceramic PCBs, hybrid circuits, and precision electronic carriers.
High hardness gives alumina strong wear resistance and surface durability. This helps the substrate resist handling damage, surface friction, and repeated contact. Its stiffness also helps maintain flatness and dimensional control during circuit processing. For screen printing, copper plating, thin film patterning, and chip assembly, a stable ceramic base improves process consistency.
Flexural strength is another key point. Alumina can resist bending stress, but it should still be handled with proper support because ceramics are brittle compared with metals. Good design practice includes suitable thickness, rounded corners, controlled hole design, proper panel support, and careful fixture design during assembly.
Thermal expansion also affects mechanical reliability. Alumina has a CTE of about 6.5–8.0 ppm/°C. This value works well in many electronic assemblies, but stress can still occur when bonding copper, soldering components, or mounting the substrate to a metal base. Large copper areas and uneven layouts can increase warpage. Balanced copper design and correct ceramic thickness help improve stability.
Compared with silicon nitride and zirconia, alumina offers a strong balance. Silicon nitride provides higher toughness and better thermal shock resistance. Zirconia offers excellent toughness for mechanical ceramic components. Alumina remains widely used in electronic substrates because it combines hardness, insulation, heat resistance, process maturity, and reasonable cost.
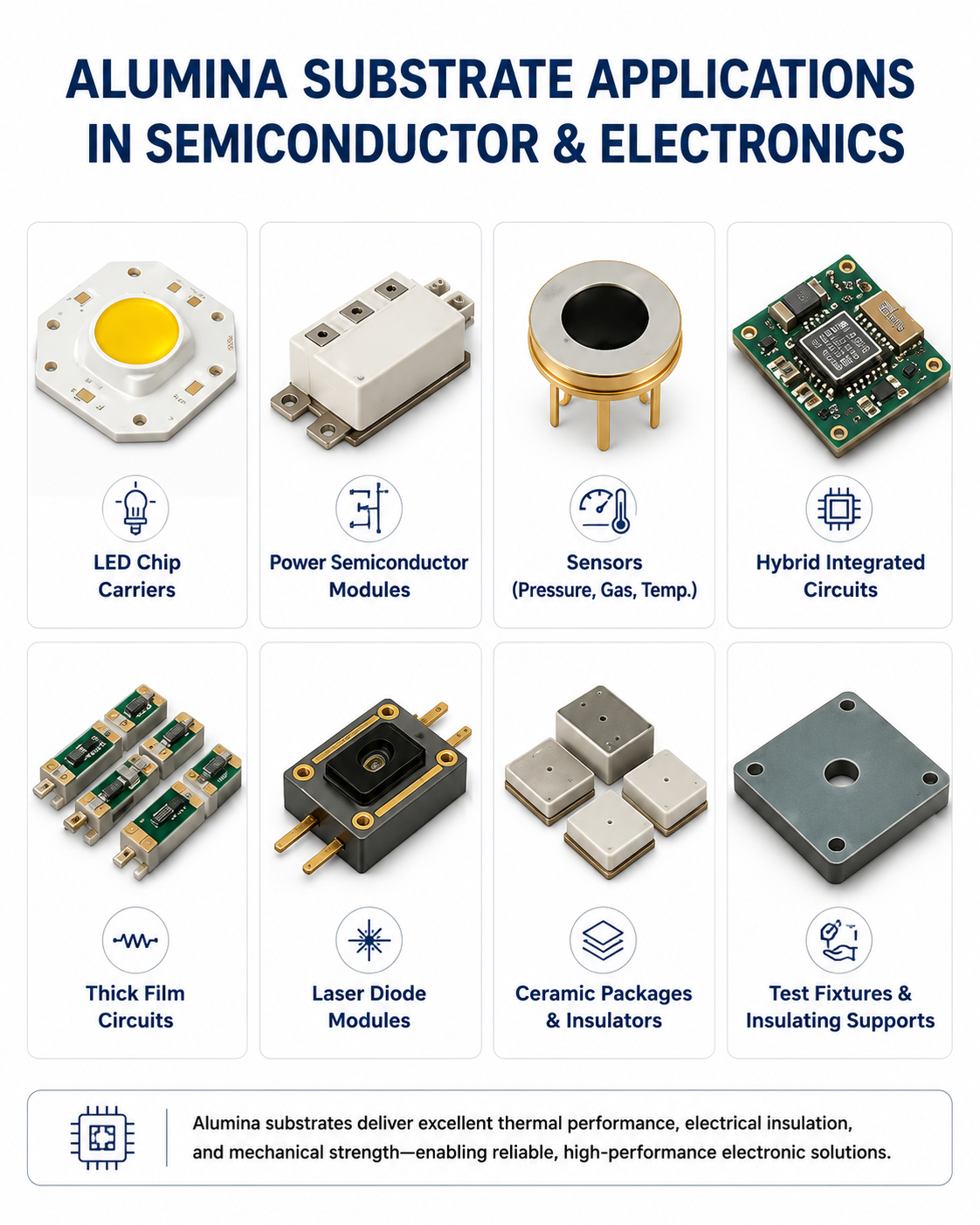
Alumina substrate applications in semiconductor
Alumina substrate applications in semiconductor fields include hybrid circuits, sensor packages, power device carriers, ceramic circuit boards, thick film circuits, thin film circuits, and insulating components. Alumina provides electrical insulation, mechanical support, thermal stability, and compatibility with multiple metallization systems.
In semiconductor-related assemblies, the substrate often supports chips, carries conductive traces, spreads heat, and isolates electrical paths. Alumina works well in these roles because it has stable dielectric properties, good mechanical strength, and reliable heat resistance. It can be combined with conductor materials such as tungsten, molybdenum-manganese, silver, gold, copper, nickel, and other finishes depending on the process.
Common alumina substrate applications include:
- Hybrid integrated circuits.
- Power semiconductor control boards.
- Pressure, temperature, gas, and automotive sensors.
- LED chip carriers.
- Thick film resistor networks.
- Laser diode and optoelectronic modules.
- Ceramic packages and insulating spacers.
- Test fixtures and precision insulating supports.
Alumina is especially useful when the design needs insulation stability at elevated temperature. It also resists moisture, chemicals, and aging better than many organic materials. These advantages make it suitable for industrial electronics, medical devices, automotive modules, communication equipment, and power control systems.
For high-power semiconductor modules, engineers may compare alumina with aluminum nitride and silicon nitride. Aluminum nitride is selected for higher thermal conductivity. Silicon nitride is used when mechanical strength and thermal cycling reliability are critical. Alumina remains competitive when the thermal load is moderate and the project requires mature manufacturing with controlled cost.
In summary, ceramic substrate selection should match the material to the application. Alumina is suitable for designs that need insulation, hardness, heat resistance, mechanical stability, and cost-effective production. Aluminum nitride is better for high thermal conductivity ceramic substrates. Silicon nitride fits demanding power modules with thermal cycling and mechanical stress. Zirconia is useful for tough ceramic components and precision mechanical parts.
If you are developing an alumina ceramic substrate, DPC ceramic PCB, thick film ceramic circuit, or high thermal conductivity ceramic substrate, EBest Circuit can support material selection, copper design, surface finish, and production feasibility review. For project support or quotation, please contact sales@bestpcbs.com
You may also like




Tags: ceramic zirconia, high thermal conductivity ceramic substrates, machining zirconia ceramic, material properties of ceramics, properties of zirconia, si3n4 ceramic