

UHV ceramic assemblies are used in vacuum systems where ordinary insulating parts, metal fittings, or adhesive-bonded structures cannot meet strict sealing and stability requirements. These assemblies often combine advanced ceramics with metal parts to provide electrical insulation, hermetic sealing, thermal resistance, and mechanical support in ultra high vacuum environments.
What Are UHV Ceramic Assemblies?
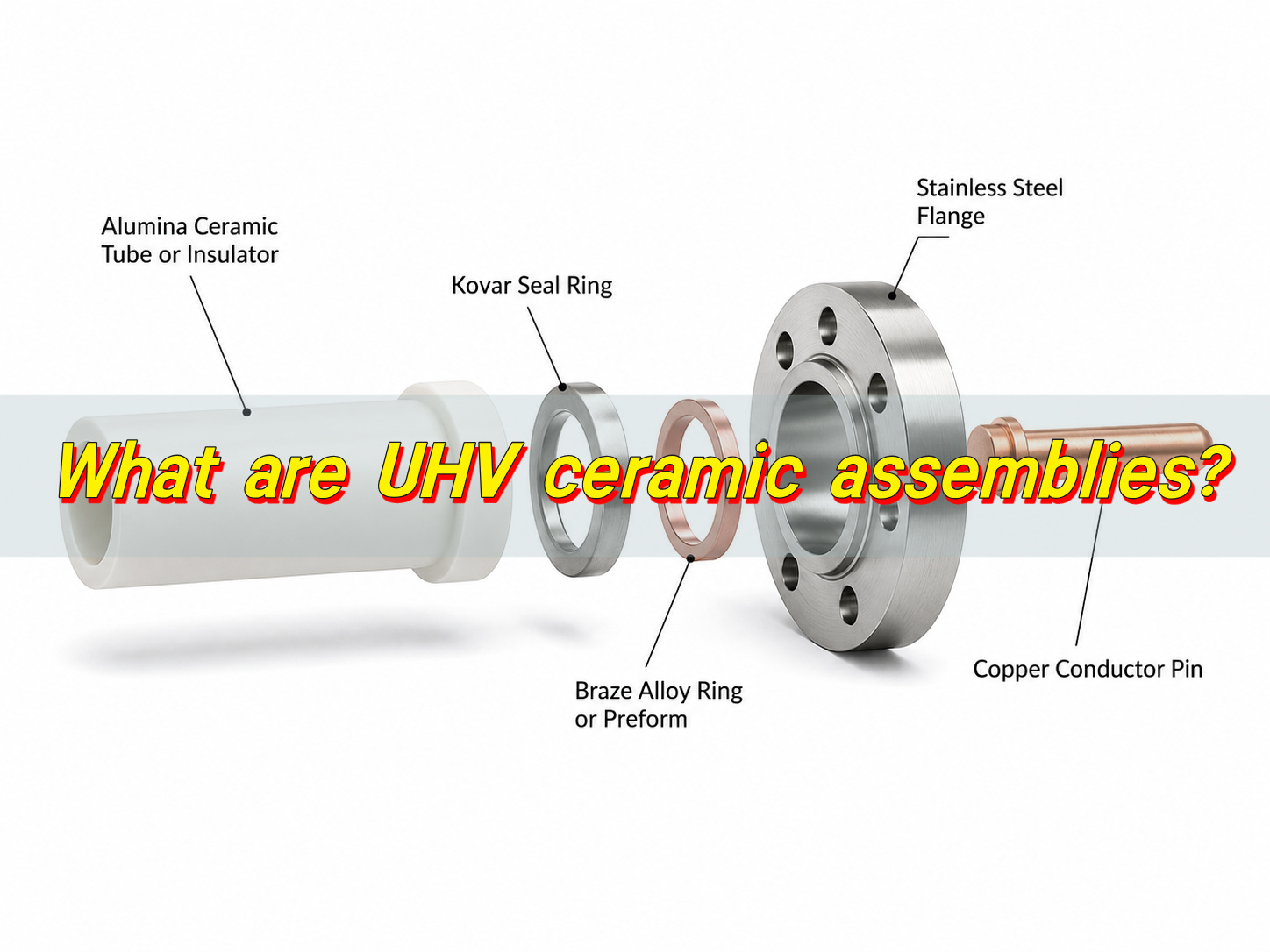
UHV ceramic assemblies are precision-engineered parts designed for ultra high vacuum systems. They usually combine ceramic insulators with metal conductors, flanges, pins, housings, tubes, or sleeves. The purpose is to create a vacuum-compatible structure that can maintain sealing performance while supporting electrical, thermal, or mechanical functions.
A typical UHV ceramic assembly may include a high-purity ceramic body, a metal part, a metallized ceramic surface, and a brazed joint. The ceramic section provides insulation and stability. The metal section provides mounting strength, weldability, or electrical conductivity. The brazed interface keeps the joint hermetic and mechanically secure.
These assemblies are often used as ceramic feedthroughs, high-voltage insulators, heater supports, sensor housings, ceramic breaks, and custom hermetic ceramic assemblies. They are selected when a standard part cannot match the required voltage, current, flange size, pressure level, temperature range, or installation structure.
Before ordering, customers should define the real working conditions, not only the drawing dimensions. Useful information includes vacuum level, leak-rate target, voltage, current, temperature, bake-out requirement, flange type, metal material, ceramic grade, and installation method. This helps the manufacturer design a part that fits both the drawing and the actual system.
What Does UHV Mean?
UHV means ultra high vacuum. It refers to a very low-pressure environment where only a small number of gas molecules remain inside the chamber. In many vacuum systems, UHV is commonly associated with pressure ranges around 10⁻⁷ to 10⁻¹² mbar, depending on the industry definition and application.
For customers, UHV should be understood as a design condition, not only a pressure value. At this level, material choice, surface cleanliness, trapped gas, leakage, and outgassing all become important. Parts that work well in air may not be suitable in UHV because they may release gas, absorb contamination, or fail during bake-out.
The table below gives a simple comparison.
| Vacuum range | Typical pressure range | Common applications | Main design concern |
|---|---|---|---|
| Rough vacuum | Atmospheric pressure to around 1 mbar | Drying, packaging, basic industrial systems | Basic sealing and pumping |
| Medium vacuum | Around 1 to 10⁻³ mbar | Coating, degassing, process equipment | Seal quality and material compatibility |
| High vacuum | Around 10⁻³ to 10⁻⁷ mbar | Analytical tools, furnaces, research systems | Outgassing and leak control |
| Ultra high vacuum | Around 10⁻⁷ to 10⁻¹² mbar | Semiconductor tools, surface science, accelerators | Hermetic sealing, bake-out, cleanliness, low outgassing |
This is why UHV ceramic components require careful design. Ceramics provide insulation and thermal stability, while metals provide conductivity, welding surfaces, and mechanical strength. The challenge is to join both materials without creating leakage, stress concentration, or contamination risk.
Why Are Ceramics Used in Ultra High Vacuum Components?
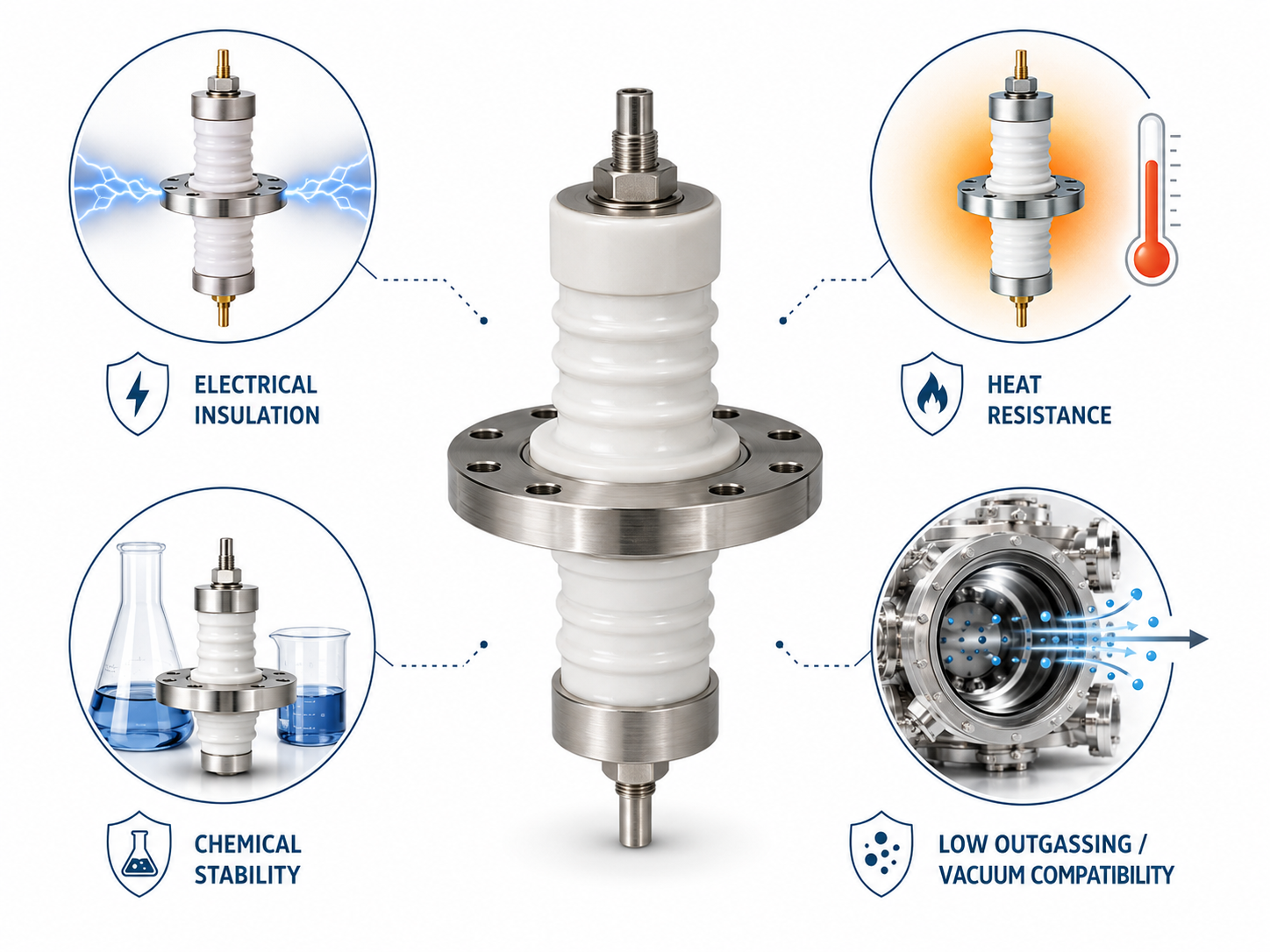
Ceramics are used in ultra high vacuum components because they provide a strong combination of electrical insulation, heat resistance, chemical stability, and dimensional stability. High-purity alumina is one of the most common choices because it performs well in vacuum, supports metallization, and can be joined to metal through brazing.
Electrical insulation is one of the main reasons ceramics are used. In many UHV systems, current, voltage, or signals must pass through a vacuum chamber wall while remaining isolated from the grounded metal chamber. Ceramic feedthroughs solve this need by placing a ceramic insulator between the metal conductor and the outer metal body.
Ceramics also withstand high temperatures better than many polymer materials. UHV chambers are often baked to reduce absorbed gas and improve vacuum performance. Properly designed ceramic-to-metal assemblies can tolerate bake-out conditions and remain stable during repeated thermal exposure.
Another advantage is low contamination risk. Sintered technical ceramics are inorganic and do not contain organic binders in the finished state. When properly machined, cleaned, and handled, they are suitable for clean vacuum environments. This makes them useful in semiconductor tools, research chambers, plasma systems, and high-voltage vacuum devices.
However, the ceramic itself is only one part of the design. The surface finish, wall thickness, metallization quality, brazing process, and joint geometry also affect performance. A good UHV ceramic assembly uses ceramic properties correctly and avoids unnecessary stress at the ceramic-to-metal interface.
What Are UHV Ceramic Components Used For?
UHV ceramic components are used in systems that need insulation, sealing, heating, sensing, signal transfer, or power transmission inside a vacuum environment. Their function is often critical because they connect the external system with the internal vacuum space.
Common applications include:
- Ceramic feedthroughs for power, high voltage, RF signals, thermocouples, and instrumentation.
- Ceramic insulators for ion sources, electron guns, plasma chambers, and detector systems.
- UHV heating element supports for bake-out, evaporation sources, and thermal stages.
- Ceramic breaks and isolators for electrical separation between conductive metal sections.
- Sensor housings and sealed ceramic packages for vacuum-compatible measurement systems.
- Custom hermetic ceramic assemblies for semiconductor, medical, aerospace, and research equipment.
In semiconductor equipment, UHV ceramic components may be used in deposition tools, etching chambers, ion implantation systems, and metrology instruments. In scientific research, they are found in particle accelerators, beamline systems, surface analysis equipment, and high-energy physics devices. In industrial systems, they may support vacuum furnaces, X-ray equipment, sealed power interfaces, and advanced sensors.
Customers should match the component type to the real application. A low-current signal feedthrough, high-voltage ceramic feedthrough, RF connector, heater support, and ceramic-to-metal tube assembly have different design priorities. Voltage clearance, current capacity, thermal load, sealing structure, and mounting stress should all be reviewed before production.
What Materials Are Used in UHV Ceramic Assemblies?
UHV ceramic assemblies normally use high-purity ceramics, vacuum-compatible metals, and qualified brazing alloys. Material selection must consider thermal expansion, electrical insulation, mechanical strength, conductivity, bake-out temperature, and sealing performance.
Alumina ceramic is widely used because it offers stable insulation, good mechanical strength, heat resistance, and compatibility with ceramic metallization. Aluminum nitride may be selected when higher thermal conductivity is needed. Zirconia can be used for selected mechanical structures where toughness is important, although it is not the default choice for electrical feedthroughs.
Metal materials are selected according to function. Kovar and nickel-iron alloys are often used where thermal expansion matching is important. Stainless steel is common for flanges, shells, and weldable housings. Copper is useful for conductors and high-current paths because of its electrical and thermal conductivity. Nickel, molybdenum, titanium, and other alloys may be used in special structures.
| Material | Typical role | Main benefit | Key design point |
| Alumina ceramic | Insulator, tube, sleeve, feedthrough body | Electrical insulation, heat resistance, stable processing | Purity, wall thickness, surface finish |
| Aluminum nitride ceramic | Thermal insulator, heat-spreading part | Higher thermal conductivity than alumina | Cost, machining, metallization process |
| Zirconia ceramic | Mechanical ceramic part | Higher toughness than alumina | Thermal expansion and application review |
| Kovar / nickel-iron alloy | Seal ring, pin, sleeve | Better expansion match with ceramics | Plating and brazing compatibility |
| Stainless steel | Flange, housing, tube | Strength, corrosion resistance, weldability | Stress control near ceramic joint |
| Copper | Current conductor, thermal path | High electrical and thermal conductivity | Expansion mismatch and oxidation control |
| Ag-Cu / active braze alloy | Joining material | Hermetic ceramic-to-metal bonding | Alloy flow, joint gap, furnace control |
For custom hermetic ceramic assemblies, the ceramic, metal, metallization layer, plating, and braze alloy should be treated as one material system. EBest Circuit can help customers review material combinations before manufacturing to reduce design risk and improve production consistency.
How Are Ceramic to Metal Seals Made?
Ceramic to metal seals are made by bonding a ceramic part to a metal part through a controlled joining process. The goal is to create a hermetic interface that can withstand vacuum exposure, temperature changes, mechanical load, and electrical stress.
A common process begins with ceramic forming, sintering, precision machining, and cleaning. The ceramic bonding area is then metallized, often with a molybdenum-manganese layer for alumina-based structures. After firing, a nickel layer may be added to improve brazing performance. The metal part is machined, cleaned, plated if needed, and prepared for assembly.
The ceramic and metal parts are then placed in a brazing fixture with a suitable filler alloy. During furnace brazing, the alloy melts, wets the prepared surfaces, and forms a sealed joint after cooling. The finished assembly is inspected for dimensions, appearance, electrical function, and leak performance.
The main steps include:
- Select the ceramic and metal materials according to the application.
- Machine and clean the ceramic and metal parts.
- Apply ceramic metallization or prepare for active brazing.
- Design the fixture to control alignment, joint gap, and alloy flow.
- Braze the assembly under a controlled furnace process.
- Inspect dimensions, sealing quality, insulation, and surface condition.
- Perform helium leak testing when required.
The quality of a ceramic-to-metal seal depends on control. Poor cleaning, uneven metallization, incorrect braze gap, or unstable furnace conditions can affect the joint. A reliable design uses suitable joint geometry, controlled tolerances, and a qualified process route.
What Is a Brazed Ceramic to Metal Assembly?
A brazed ceramic to metal assembly is a part where ceramic and metal are joined with a brazing alloy. The base ceramic and metal do not melt during brazing. Instead, the filler alloy melts, flows into the joint area, wets the prepared surfaces, and solidifies to form a sealed connection.
This process is widely used for UHV ceramic feedthroughs, ceramic insulators, sealed tubes, high-voltage connectors, heater supports, and custom ceramic-to-metal housings. The ceramic provides insulation and vacuum stability. The metal provides a conductor, flange, tube, mounting surface, or weldable interface. The brazed joint connects both sections into one hermetic assembly.
Compared with adhesive bonding or simple mechanical clamping, brazing is better suited for many UHV applications because it creates an inorganic, heat-resistant, vacuum-compatible joint.
| Joining method | UHV suitability | Main benefit | Main limitation |
| Adhesive bonding | Limited | Easy assembly, low-temperature process | Outgassing and temperature limits |
| Mechanical clamping | Suitable for selected structures | Serviceable and adjustable | More complex sealing design |
| Glass sealing | Suitable for specific feedthroughs | Good sealing in selected designs | Expansion matching is critical |
| Metallized ceramic brazing | Common for UHV assemblies | Strong, hermetic, process-controlled | Requires ceramic metallization |
| Active metal brazing | Useful for special designs | Can bond directly to ceramic | Requires strict alloy and furnace control |
A brazed ceramic to metal assembly should be designed with the brazing process in mind. The joint should not rely on thin edges, sharp corners, or uneven sections that concentrate stress. The metal and ceramic should be matched as closely as practical, and the braze alloy should have a stable flow path. These details help the finished part maintain sealing performance during installation and service.
Why Is Brazing Used for UHV Ceramic Assemblies?
Brazing is used for UHV ceramic assemblies because it provides a strong, clean, and hermetic ceramic-to-metal connection. For vacuum systems, the joint must resist leakage, heat, mechanical stress, and contamination. Brazing meets these needs better than many organic bonding methods.
UHV equipment often requires bake-out to remove absorbed gases from chamber surfaces. A brazed joint is suitable for this environment because it is metallic and does not rely on organic materials. This improves compatibility with high-temperature vacuum operation and reduces outgassing concerns.
Brazing also allows flexible structural design. Ceramic parts can be joined to flanges, pins, tubes, sleeves, conductors, housings, and custom metal features. This makes it possible to build UHV ceramic feedthroughs, ceramic breaks, heater carriers, sealed sensor bodies, and complex hermetic assemblies.
Two brazing routes are commonly considered. Metallized ceramic brazing uses a fired metal layer on the ceramic surface before brazing. Active metal brazing uses alloys that contain active elements, allowing the filler metal to bond more directly with ceramic surfaces. Both methods can be effective when the design, material, gap, alloy, and furnace profile are properly controlled.
For customers, brazing should be discussed early in the project. Important details include joint length, braze gap, fillet shape, plating, fixture method, surface finish, and leak-rate target. Early review helps avoid unnecessary redesign after sampling.
What Design Factors Affect UHV Ceramic Assembly Performance?
UHV ceramic assembly performance depends on material choice, sealing structure, thermal expansion, electrical design, mechanical loading, cleanliness, and test requirements. These factors should be reviewed together because a change in one area may affect another.
Thermal expansion is one of the most important factors. Ceramic and metal expand at different rates during brazing, bake-out, and operation. If the mismatch is too large, stress may build up near the joint. Designers often use low-expansion metals, balanced wall thickness, rounded transitions, and controlled joint geometry to improve stability.
Electrical design is also critical. High-voltage UHV components need enough insulation distance, suitable creepage paths, smooth surfaces, and controlled conductor spacing. Sharp metal edges, contamination, or insufficient clearance can increase the risk of electrical discharge. For high-voltage ceramic feedthroughs, the ceramic shape and metal geometry should be reviewed together.
Mechanical installation must also be considered. Ceramic is strong under compression but less tolerant of bending and impact. If a rigid tube, cable, or bracket transfers bending force into the ceramic section, the assembly may experience high local stress. Proper mounting support, flexible connections, torque control, and alignment help protect the sealed joint.
Cleanliness affects both vacuum and electrical performance. UHV ceramic components should be processed and packed with vacuum use in mind. Oil, dust, fingerprints, and unsuitable packaging materials can influence pump-down time and surface behavior. Customers should define cleaning and packaging requirements when the application is sensitive.
Before ordering, it is useful to provide:
- Target vacuum level and leak-rate requirement.
- Working temperature and bake-out temperature.
- Voltage, current, signal type, or heating power.
- Ceramic material preference and metal material preference.
- Drawing, tolerance requirements, and installation structure.
- Flange type, sealing method, and testing requirements.
With this information, EBest Circuit can evaluate whether the design is ready for production or needs adjustment before sampling.
What Common Problems Can Happen with Poor UHV Assembly Design?
Poor UHV assembly design can cause leakage, ceramic cracking, unstable insulation, weak bonding, contamination, slow pump-down, or short service life. These problems usually come from design mismatch, material mismatch, poor joint geometry, or unclear testing requirements.
One common issue is stress at the ceramic-to-metal joint. This may be caused by poor expansion matching, sharp corners, thin ceramic walls, heavy metal sections, or rigid installation. During brazing or bake-out, the stress may concentrate near the sealed interface. A better design uses compatible materials, smooth transitions, proper wall thickness, and controlled assembly support.
Leakage is another concern. A hermetic joint needs clean surfaces, uniform metallization, correct brazing alloy flow, and a stable furnace process. If the joint is not fully wetted or if contamination is present, leak performance may be affected. Helium leak testing is commonly used to verify sealing quality for UHV ceramic assemblies.
Electrical failure can occur when voltage rating, spacing, surface finish, or cleanliness is not properly considered. In vacuum, high electric fields can become sensitive to geometry and surface condition. Smooth conductor edges, suitable ceramic length, enough creepage distance, and clean surfaces improve electrical reliability.
Contamination may also affect vacuum performance. UHV parts should not be treated like general mechanical parts. Oils, residues, dust, or unsuitable packing materials may affect pump-down and chamber cleanliness. For sensitive systems, cleaning, inspection, and packaging should be defined before production.
UHV ceramic assemblies combine ceramic insulation, metal functionality, hermetic sealing, and vacuum compatibility. Before ordering, customers should confirm pressure level, material selection, brazing method, electrical rating, temperature range, mechanical support, cleanliness needs, and leak testing.
You may also like




Tags: braze ceramic to metal assemblies, custom hermetic ceramic assemblies, uhv assembly, uhv ceramic, uhv heating element, ultra high vacuum ceramic components