Sheet metal fabrication is the process of cutting, bending, forming, welding, and finishing metal sheets into custom parts, enclosures, brackets, panels, frames, and industrial components. It is widely used in electronics, machinery, automotive, medical equipment, energy systems, communication devices, and industrial control products. A successful project depends on the right material, manufacturable design, accurate tolerances, stable finishing, and a supplier that can support both prototypes and batch production.
What Is Sheet Metal Fabrication?
Sheet metal fabrication is a manufacturing method that turns flat metal sheets into functional parts through cutting, punching, bending, welding, riveting, hardware insertion, surface treatment, and assembly. The process is suitable for both simple brackets and complex enclosures with holes, louvers, PEM fasteners, hinges, grounding points, and mounting features.
Common sheet metal parts include electronic enclosures, machine covers, control cabinets, chassis, mounting brackets, shielding covers, battery boxes, telecom housings, medical equipment panels, and industrial frames. Compared with machining from solid blocks, sheet metal fabrication can reduce material waste and support faster production for many structural parts.
For B2B projects, sheet metal fabrication is not only about shaping metal. It also involves engineering review, tolerance control, material selection, surface finishing, cost optimization, quality inspection, and reliable delivery.
Why Is Sheet Metal Fabrication Important for Industrial Projects?
Sheet metal fabrication is important because many industrial products need strong, lightweight, protective, and cost-controlled metal structures. A well-designed fabricated part can protect internal components, improve heat dissipation, support assembly accuracy, and extend product life.
In electronics and PCB-related projects, sheet metal fabrication is often used for control boxes, server chassis, power supply enclosures, communication housings, shielding covers, test fixtures, and box-build assemblies. EBest provides PCB design, PCB prototype, mass production, component sourcing, PCB assembly, and box-build assembly services, making fabricated enclosures and electromechanical integration especially relevant for complete product builds.
For buyers, sheet metal fabrication also affects project cost, lead time, compliance, logistics, and after-sales stability. Poor bending design, wrong material thickness, weak welding, or unsuitable coating may cause rework, assembly failure, corrosion, or field complaints.
How Does Sheet Metal Fabrication Work?
Sheet metal fabrication usually starts from engineering files such as 2D drawings, 3D CAD files, DXF files, STEP files, BOM lists, and finishing requirements. The supplier reviews material grade, thickness, bend radius, hole position, tolerance, coating, fasteners, and assembly requirements before production.
A typical workflow includes material preparation, laser cutting or punching, deburring, bending, welding or riveting, hardware insertion, surface finishing, inspection, packing, and shipment. For complex projects, prototype validation is often used before mass production to confirm fit, appearance, function, and assembly compatibility.
The key is process matching. Laser cutting is suitable for flexible custom shapes, punching is efficient for repeated holes, bending forms the structure, welding connects parts, and finishing protects the surface. Each step must match the final use environment.
What Are the Main Types of Sheet Metal Fabrication Services?
Sheet metal fabrication services can be divided by process, product type, and production volume. The most common services include laser cutting, CNC punching, CNC bending, stamping, welding, riveting, hardware insertion, grinding, polishing, powder coating, anodizing, plating, and assembly.
Prototype sheet metal fabrication is used for engineering samples, functional testing, new product development, and low-volume trial orders. It focuses on speed, flexibility, and design verification.
Custom sheet metal fabrication is used when parts require unique dimensions, special holes, brand-specific enclosures, functional brackets, or project-specific mounting structures.
Precision sheet metal fabrication focuses on tighter tolerances, clean edges, stable bending angles, and consistent assembly fit. It is common in electronics, medical devices, telecom equipment, and industrial automation.
Mass production sheet metal fabrication focuses on repeatability, cost control, stable quality, and predictable delivery.
What Materials Are Used in Sheet Metal Fabrication?
The right material depends on strength, weight, corrosion resistance, conductivity, appearance, cost, and working environment. Different materials behave differently during cutting, bending, welding, and finishing.
| Material | Common Advantages | Typical Applications | Key Notes |
|---|---|---|---|
| Cold-rolled steel | Good strength, stable forming, lower cost | Cabinets, brackets, chassis, panels | Usually needs coating or plating |
| Stainless steel | Corrosion resistance, clean appearance, high durability | Medical devices, food equipment, outdoor parts | Harder to process than mild steel |
| Aluminum | Lightweight, corrosion resistance, good appearance | Enclosures, panels, telecom housings | Good for anodizing and weight reduction |
| Galvanized steel | Better corrosion resistance than plain steel | Covers, HVAC parts, industrial boxes | Welding may affect zinc coating |
| Copper | High conductivity, thermal performance | Electrical parts, grounding, shielding | Higher material cost |
| Brass | Good appearance, corrosion resistance, machinability | Decorative panels, terminals, fittings | Used when appearance or conductivity matters |
For electronic enclosures and PCB-related assemblies, aluminum and stainless steel are common choices when weight, corrosion resistance, shielding, or appearance matters. Cold-rolled steel is often selected when cost and strength are more important.
What Sheet Metal Fabrication Processes Are Commonly Used?
The most common sheet metal fabrication processes include cutting, punching, bending, welding, hardware insertion, and finishing. Each process affects final quality and cost.
| Process | Function | Best Used For | Quality Focus |
|---|---|---|---|
| Laser cutting | Cuts flat profiles from sheet metal | Custom shapes, prototypes, small batches | Edge quality, heat marks, dimensional accuracy |
| CNC punching | Creates holes, slots, louvers, forms | Repeated features, batch production | Tooling marks, hole spacing, burr control |
| CNC bending | Forms angles and flanges | Enclosures, brackets, frames | Bend angle, radius, springback |
| Welding | Joins separate metal parts | Frames, boxes, structural parts | Strength, distortion, appearance |
| Riveting | Mechanical joining | Panels, brackets, assemblies | Fastener strength, alignment |
| PEM insertion | Adds threaded hardware | Enclosures, mounting points | Pull-out strength, position accuracy |
| Powder coating | Protective and decorative finish | Steel enclosures, outdoor equipment | Adhesion, color, thickness |
| Anodizing | Protective finish for aluminum | Panels, housings, visible parts | Color consistency, surface marks |
| Plating | Conductive or anti-corrosion finish | Electrical parts, terminals | Coating thickness, adhesion |
Laser cutting and CNC bending are widely used in custom sheet metal fabrication because they support flexible design changes without expensive tooling. Stamping may be better for very high-volume production after the design is finalized.
What Design Rules Matter in Sheet Metal Fabrication?
Good sheet metal design should consider bending, hole spacing, minimum flange length, bend relief, material thickness, and tolerance stack-up. Design mistakes can increase cost or cause cracking, distortion, misalignment, and assembly problems.
A common design rule is to keep the inside bend radius at least equal to the material thickness when possible. This helps reduce cracking and distortion during forming. Flange length should also be long enough for stable bending and repeatable forming.
Holes should not be placed too close to bend lines, because bending can deform nearby features. For critical holes, slots, connectors, and mounting points, designers should confirm bend allowance, bend deduction, and tolerance requirements before releasing drawings.
Uniform material thickness is also important. Sheet metal parts are usually made from one sheet thickness, so sudden wall thickness changes are not practical in the same way they might be in casting or machining.
What Tolerances Are Used in Sheet Metal Fabrication?
Sheet metal tolerances depend on material type, thickness, part size, cutting method, bending complexity, welding distortion, finishing thickness, and inspection method. General tolerances may be enough for non-critical covers, while tighter tolerances are needed for connectors, mounting holes, hinges, and assembly interfaces.
ISO 2768 is commonly used as a general tolerance reference for linear and angular dimensions when drawings do not specify individual tolerances. It helps reduce ambiguity between buyer and manufacturer.
| Feature | Common Tolerance Concern | Practical Suggestion |
|---|---|---|
| Overall length and width | Cutting accuracy and material movement | Define critical and non-critical dimensions |
| Hole position | Assembly fit, screw alignment, connector match | Add tighter tolerance only where needed |
| Bend angle | Springback and press brake setup | Confirm acceptable angular tolerance |
| Flatness | Welding, heat, coating, sheet stress | Avoid over-tight flatness unless required |
| Threaded inserts | Pull strength and position | Specify hardware type and load requirement |
| Coating thickness | Fit, grounding, appearance | Mask threads or contact areas if needed |
For cost control, do not apply tight tolerances to every feature. Mark only functional dimensions as critical, and allow standard tolerances for non-functional areas.
How Is Sheet Metal Fabrication Different from CNC Machining and Stamping?
Sheet metal fabrication, CNC machining, and stamping can all make metal parts, but they are suitable for different project needs.
| Method | Best For | Advantages | Limitations |
|---|---|---|---|
| Sheet metal fabrication | Enclosures, panels, brackets, covers | Good cost, fast prototypes, flexible design | Limited by bend rules and sheet thickness |
| CNC machining | Solid metal parts, precision blocks, complex 3D features | High precision, strong geometry control | More material waste, higher cost for large covers |
| Stamping | High-volume repeated parts | Very fast unit production, low cost at scale | Tooling cost, less flexible for design changes |
Sheet metal fabrication is often the best choice for custom industrial covers, control boxes, chassis, racks, brackets, and electronic enclosures. CNC machining is better for high-precision solid parts. Stamping is better when the design is stable and production volume is high enough to justify tooling.
What Surface Finishes Are Available for Sheet Metal Parts?
Surface finishing improves corrosion resistance, appearance, insulation, conductivity, and product lifetime. The right finish depends on material, environment, visual requirements, and assembly function.
| Finish | Suitable Materials | Main Purpose | Notes |
|---|---|---|---|
| Powder coating | Steel, aluminum | Corrosion protection and color | Durable, common for enclosures |
| Anodizing | Aluminum | Corrosion resistance and appearance | Good for panels and housings |
| Zinc plating | Steel | Anti-corrosion protection | Common for brackets and hardware |
| Nickel plating | Steel, copper alloys | Conductivity and corrosion resistance | Used for functional surfaces |
| Brushing | Stainless steel, aluminum | Decorative appearance | Visible grain direction |
| Polishing | Stainless steel, aluminum | Smooth appearance | Higher labor cost |
| Passivation | Stainless steel | Improve corrosion resistance | Used for clean and medical parts |
| Painting | Steel, aluminum | Color and protection | Requires surface preparation |
For electronic products, grounding and conductivity must be considered. Powder coating may insulate surfaces, so grounding points, screw holes, or contact areas may need masking.
What Common Defects Should Be Avoided in Sheet Metal Fabrication?
Common sheet metal fabrication defects include burrs, scratches, wrong hole position, bending cracks, angle deviation, warping, welding distortion, weak welds, poor coating adhesion, color mismatch, and threaded insert failure.
Burrs may affect assembly safety and appearance. Scratches may be unacceptable for visible panels. Wrong hole position can cause connector mismatch. Welding distortion can make assemblies difficult to install. Poor coating adhesion may lead to peeling, corrosion, or customer complaints.
Many defects are preventable through engineering review, proper bend radius, correct cutting parameters, deburring, welding sequence control, surface preparation, coating thickness control, and final inspection. For batch production, first article inspection is especially important before full production starts.
What Quality Control Is Needed for Sheet Metal Fabrication?
Quality control should cover incoming material, cutting dimensions, bending angles, welding strength, hardware insertion, surface finishing, assembly fit, packaging, and final inspection. For industrial and electronic projects, inspection should not focus only on appearance. Fit, function, grounding, protection, and installation reliability are equally important.
Common inspection methods include caliper measurement, height gauge inspection, angle gauge checking, coating thickness testing, visual inspection, assembly trial fitting, pull-out testing for inserts, salt spray testing for corrosion resistance, and packaging drop-risk review.
EBest has long-term manufacturing experience and supports industrial quality systems including ISO 9001:2015, IATF 16949, ISO 13485:2016, AS9100D, REACH, RoHS, and UL-related compliance capabilities.

What Factors Affect Sheet Metal Fabrication Cost?
Sheet metal fabrication cost is affected by material type, thickness, part size, cutting length, number of holes, bending times, welding length, finishing method, tolerance level, order quantity, packaging, and delivery requirements.
| Cost Factor | Why It Matters | How to Control Cost |
|---|---|---|
| Material | Stainless steel and copper usually cost more | Select material by function, not habit |
| Thickness | Thicker sheets take more cutting and bending force | Avoid over-designing thickness |
| Cutting complexity | More holes and curves increase processing time | Simplify non-functional features |
| Bending times | Each bend adds setup and process time | Reduce unnecessary bends |
| Welding | Labor-intensive and may need grinding | Use tabs, rivets, or fasteners when suitable |
| Surface finish | Powder coating, anodizing, plating add cost | Choose finish by environment |
| Tolerances | Tight tolerance increases inspection and rework risk | Tighten only critical dimensions |
| Quantity | Small batches have higher unit setup cost | Combine orders when possible |
A good supplier should help optimize the design instead of only quoting from drawings. Small changes in hole layout, flange size, welding method, or coating requirement can reduce cost without reducing performance.
Where Is Sheet Metal Fabrication Commonly Used?
Sheet metal fabrication is used across many industries because it offers strength, customization, scalability, and cost efficiency.
Electronics and PCB assemblies use sheet metal enclosures, shielding covers, control boxes, racks, and chassis.
Industrial automation uses brackets, machine covers, control panels, frames, and safety guards.
Medical equipment uses stainless steel panels, device housings, carts, covers, and cleanable structures.
Telecom and communication equipment uses server chassis, RF housings, base station covers, and network equipment enclosures.
Automotive and EV systems use battery boxes, brackets, sensor housings, mounting plates, and protective covers.
Energy and power systems use inverter enclosures, power distribution boxes, solar equipment brackets, and control cabinets.
What Files Are Needed for a Sheet Metal Fabrication Quote?
A clear quotation needs complete engineering information. Missing files or unclear requirements often cause inaccurate pricing, repeated communication, and production delays.
| Required File or Information | Purpose |
|---|---|
| 2D drawing | Defines dimensions, tolerances, notes, finish, inspection points |
| 3D CAD file | Helps review bending, assembly, interference, and structure |
| Material grade | Confirms strength, corrosion resistance, and forming behavior |
| Thickness | Affects bending, cutting, weight, and cost |
| Surface finish | Defines coating, color, texture, corrosion protection |
| Quantity | Affects unit price, setup cost, and production method |
| Critical dimensions | Helps supplier control functional features |
| Assembly requirements | Confirms PEM inserts, welding, riveting, hinges, seals |
| Application environment | Helps choose material and finish |
| Packing requirements | Prevents scratches, deformation, and shipping damage |
STEP, DXF, DWG, PDF, and BOM files are commonly used. For enclosure projects, connector drawings, PCB assembly drawings, and internal clearance requirements are also useful.
How to Choose a Reliable Sheet Metal Fabrication Supplier?
A reliable sheet metal fabrication supplier should understand engineering, manufacturing, quality, finishing, and delivery. Price is important, but the lowest quote may not be the safest choice if it ignores tolerances, coating, welding distortion, or assembly fit.
Check whether the supplier can review drawings, suggest DFM improvements, provide prototype support, control batch quality, manage surface finishing, and pack parts safely for international shipping. For electronic and industrial projects, experience with enclosures, chassis, brackets, grounding, and box-build assembly is especially valuable.
A good supplier should also communicate clearly. They should confirm material grade, finish standard, color code, tolerance level, hardware type, thread specification, masking area, and inspection method before production.
Why Choose EBest for Sheet Metal Fabrication Support?
EBest supports customers with one-stop electronic manufacturing solutions, including PCB design, PCB prototype, mass production, component sourcing, PCB assembly, and box-build assembly. For projects that require sheet metal enclosures, panels, brackets, or chassis around PCB assemblies, this integrated service can reduce communication gaps between the circuit board, components, mechanical housing, and final product assembly.
For industrial buyers, this is useful when a project needs more than one part. A PCB may need a metal enclosure, thermal path, mounting structure, grounding design, cable openings, labels, connectors, and final assembly. Coordinating these requirements early can reduce rework and improve project delivery.
EBest can support prototype development, engineering review, production coordination, quality control, and global delivery for customers who need custom electronic and industrial manufacturing solutions.

What Should You Check Before Starting a Sheet Metal Fabrication Project?
Before starting production, confirm the part function, installation method, material, thickness, finish, tolerance, quantity, and operating environment. If the part must fit with PCB assemblies, connectors, displays, switches, fans, cables, or fasteners, these interfaces should be checked before manufacturing.
Also confirm whether the drawing has clear bend direction, flat pattern, hole position, thread type, surface finish, color code, critical dimensions, and inspection requirements. For powder-coated or plated parts, coating thickness may affect holes, threads, slots, and grounding areas.
For batch production, make a prototype first when the design is new, complex, or appearance-sensitive. A small verification step can prevent expensive batch rework.
FAQs About Sheet Metal Fabrication
Q1: What is sheet metal fabrication used for?
A1: Sheet metal fabrication is used to make enclosures, brackets, panels, chassis, frames, cabinets, covers, and structural parts. It is common in electronics, industrial automation, medical devices, telecom equipment, automotive systems, energy products, and custom machinery.
Q2: What is the best material for sheet metal fabrication?
A2: The best material depends on the application. Cold-rolled steel is cost-effective, stainless steel offers corrosion resistance, aluminum is lightweight, galvanized steel improves rust protection, and copper is suitable for conductivity or shielding needs.
Q3: Is aluminum good for sheet metal fabrication?
A3: Yes. Aluminum is widely used because it is lightweight, corrosion-resistant, and suitable for anodizing. It is often used for electronic enclosures, panels, communication housings, and products where weight reduction matters.
Q4: What thickness is used for sheet metal parts?
A4: Thickness depends on strength, size, weight, bending, and cost. Thin sheets are used for covers and panels, while thicker sheets are used for structural brackets, cabinets, and load-bearing parts.
Q5: What is the difference between sheet metal fabrication and stamping?
A5: Sheet metal fabrication is more flexible for custom parts, prototypes, and small to medium batches. Stamping is better for high-volume production after tooling is built.
Q6: How can I reduce sheet metal fabrication cost?
A6: You can reduce cost by simplifying part geometry, avoiding unnecessary tight tolerances, choosing suitable material, reducing welding, standardizing hole sizes, and selecting a finish that matches the working environment.
Q7: Why do sheet metal parts crack during bending?
A7: Cracking can happen when the bend radius is too small, the material is too hard, the grain direction is unsuitable, or the design has features too close to the bend. Proper bend radius and material selection help prevent this problem.
Q8: What files should I send for a sheet metal fabrication quote?
A8: Send 2D drawings, 3D CAD files, material grade, thickness, finish, quantity, tolerance requirements, and application details. For enclosures, also provide PCB dimensions, connector positions, cable openings, and assembly requirements.
Q9: Can sheet metal fabrication be used for electronic enclosures?
A9: Yes. Sheet metal fabrication is widely used for electronic enclosures, control boxes, server chassis, power supply housings, shielding covers, and communication equipment cases.
Q10: What surface finish is best for sheet metal enclosures?
A10: Powder coating is common for steel enclosures because it provides color and corrosion protection. Anodizing is common for aluminum parts. Stainless steel may use brushing, polishing, or passivation depending on appearance and environmental requirements.
Q11: How long does sheet metal fabrication take?
A11: Lead time depends on material availability, part complexity, quantity, finishing, and inspection needs. Simple prototypes may be faster, while welded, coated, or assembled parts usually need more time.
Q12: How do I choose a sheet metal fabrication manufacturer?
A12: Choose a manufacturer with engineering review ability, stable process control, suitable equipment, quality inspection, finishing support, clear communication, and experience with your application.
Conclusion
Sheet metal fabrication is a practical manufacturing solution for custom enclosures, brackets, panels, chassis, covers, and industrial structural parts. The best results come from matching material, thickness, tolerance, bend design, finishing, quality control, and supplier capability with the real application.
For buyers and engineers, the safest approach is to confirm the design early, define only the necessary critical tolerances, select materials based on environment and function, and work with a supplier that understands both fabrication and final assembly.
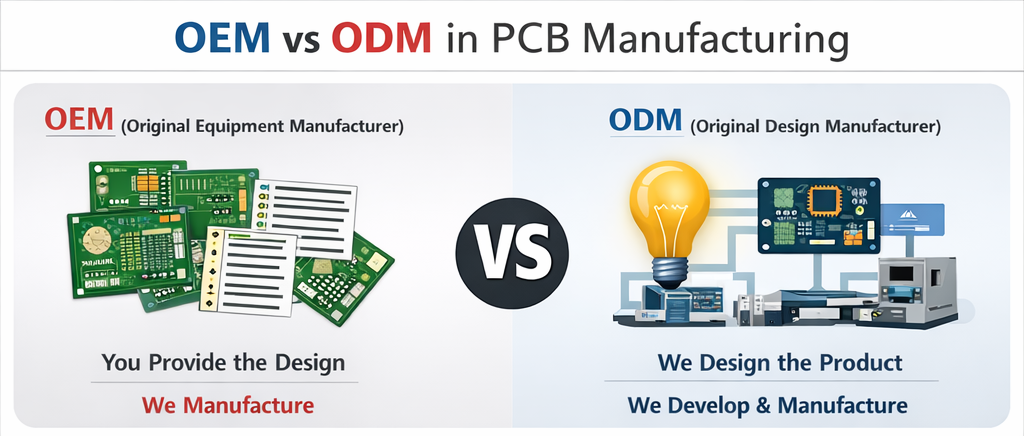
If you need sheet metal fabrication support for electronic enclosures, industrial parts, PCB-related box-build projects, OEM manufacturing, ODM production, sample development, batch production, or custom engineering solutions, you can contact our team at sales@bestpcbs.com for technical support and quotation service.